

8. Основные сведения о металлических сплавах: понятие сплав, система, компонент, фаза.
Сплавы – это вещества, состоящие из двух или более элементов периодической системы. Получают их с помощью спекания или сплавлением.
Системой называется совокупность фаз, находящихся в равновесии при определенных внешних условиях (температуре, давлении). Система может быть простой, если она состоит из одного элемента, и сложной, если она состоит из нескольких элементов.
Компонент – вещество, образующее сплав.
Фаза – пространственно ограниченная и отличная от других часть системы, имеющая свою кристаллическую решётку и свои свойства. Гомогенные вещества имеют одну фазу, а гетерогенные – несколько фаз.
9. Структурные образования при кристаллизации сплавов: твердые растворы, механические смеси, химические соединения.
Строение металлического сплава зависит от того, в какие взаимодействия вступают компоненты, составляющие сплав. Почти все металлы в жидком состоянии растворяются друг в друге в любых соотношениях. При образовании сплавов в процессе их затвердевании возможно различное взаимодействие компонентов. В зависимости от характера взаимодействия компонентов различают сплавы:
механические смеси, химические соединения, твердые растворы.
Сплавы механические смеси образуются, когда компоненты не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Образуются между элементами значительно различающимися по строению и свойствам, когда сила взаимодействия между однородными атомами больше чем между разнородными. Сплав состоит из кристаллов и входящих в него компонентов. В сплавах сохраняются кристаллические решетки компонентов.
Примеры: Fe–Pb, Pb–Si. Сплавы химические соединения образуются между элементами, значительно различающимися по строению и свойствам, если сила взаимодействия между разнородными атомами больше, чем между однородными.
Сплавы твердые растворы – это твердые фазы, в которых соотношения между компонентов могут изменяться. Являются кристаллическими веществами. Характерной особенностью твердых растворов является: наличие в их кристаллической решетке разнородных атомов, при сохранении типа решетки растворителя. Твердый раствор состоит из однородных зерен.
Примеры: Cu (29) и Ni (28) (ΔR=2.7%), Ag и Au (ΔR=0.2%), Mo и W (ΔR=9.9%), Fe (26) и Cr (24), Fe (26) и Ni (28), V и Ti (ΔR=2.0%)
10. Диаграмма состояния железо-цементит.
Диаграмма состояния железо - цементит. В диаграмме состояния железо – цементит (Fe-Fe3C) рассматриваются процессы кристаллизации железоуглеродистых сплавов (стали и чугуна) и превращения в их структурах при медленном охлаждении от жидкого расплава до комнатной температуры. Диаграмма (рис.18) показывает фазовый состав и структуру сплавов с концентрацией от чистого железа до цементита (6,67% С). Сплавы с содержанием углерода до 2,14% называют сталью, а от 2,14 до 6,67% - чугуном.
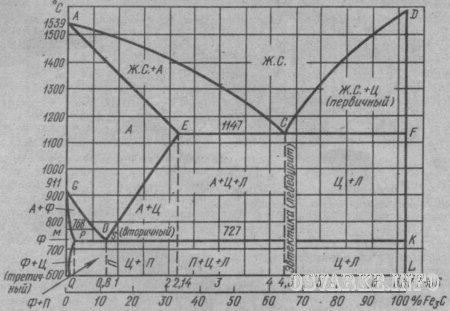
Рис. 18. Диаграмма состояния железо-цементит (в упрощенном виде): А – аустенит, П – перлит, Л – ледебурит, Ф – феррит, Ц – цементит
11.
Диаграмма изотермического превращения
аустенита. И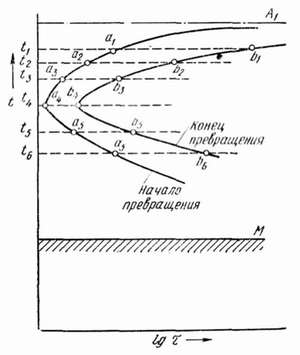 зотермическое
превращение аустенита - это превращение
переохлаждённого аустенита при
постоянной температуре.
зотермическое
превращение аустенита - это превращение
переохлаждённого аустенита при
постоянной температуре.
Превращение аустенита в перлит заключается в распаде аустенита - твёрдого раствора углерода в γ-железе, на почти чистое α-железо и цементит.
Реакция изотермического превращения аустенита: Feγ(C) → Feα + Fe3C (Цементит)
При температуре равновесия A1 превращение аустенита в перлит невозможно, так как при этой температуре свободные энергии исходного аустенита и конечного перлита равны. Превращение может начаться лишь при некотором переохлаждении...
12. Мартенситное превращение.
Если переохладить аустенит до точки Mн, то начнется так называемое мартенситное превращение, происходящее при непрерывном охлаждении в интервале температур от точки Мн„ до точки Мк, лежащей ниже О °С при С > 0,8%.
Интервал температур Mн …Mк зависит от количества углерода в аустените стали (рис.2)
Так при содержании углерода больше 0.6% точка Мн находится в области отрицательных температур. Скорость охлаждения практически не влияет на температуру Мн и Мк.
Минимальная скорость охлаждения Vk, при которой весь аустенит переохлаждается до температуры точки Mн, и превращается в мартенсит, называется критической скоростью закалки. Суть данного превращения состоит в том, что в этих условиях происходит только бездиффузионное аллотропическое превращение γ-Fe в α-Fe. Что касается растворенных в аустените атомов углерода, то вследствие отсутствия диффузионных процессов они не могут выйти из образовавшейся новой решетки и поэтому остаются в ней, внося в нее существенные изменения и внутренние напряжения.
Для сталей с С>0.6% после охлаждения до 0°С в структуре закаленной стали сохраняется некоторое количество непревращенного (остаточного аустенита) Аост, количество которого увеличивается в высокоуглеродистых сталях с низким значением точек Мн и Мк,
Важнейшим условием А→М-превращения является непрерывное охлаждение аустенита в интервале от Мн до Мк. При остановках фиксируется нераспавшийся аустенит с неприятными последствиями (снижение твердости, изменение размеров и т. д.).
Мартенситное превращение очень чувствительно к напряжениям, а деформация аустенита может вызвать превращение даже при температурах выше Мн (мартенсит деформации).
Схему превращения А→M можно записать в виде
γ-Fe(C) -> α-Fe(C). При А->M происходит перестройка решетки γ-Fe г.ц.к. в решетку α-Fe о.ц.к. по сдвиговому механизму без выделения углерода из решетки α-железа.
Атомы растворенного в мартенсите углерода размещаются в октаэдрических порах тетрагональных кристаллов.
13. Классификация видов термической обработки.
Существуют 4 группы:
1. Отжиг первого рода – нагрев металла для устранения неустойчивого состояния (наклепа), возникающего вследствие предварительной обработки методами холодной пластической деформации.
2. Отжиг второго рода – нагрев металла выше температуры превращения с последующим медленным охлаждением для получения устойчивого состояния.
3. Закалка – нагрев выше температуры превращения с последующим быстрым охлаждением. Закалку, фиксирующую при обычных температурах высокотемпературное состояние твердого раствора, называют истинной.
4. Отпуск – нагрев закаленных сплавов ниже температуры превращения с последующими выдержкой и охлаждением для получения устойчивого состояния. Отпуск, протекающий в период выдержки при обычных температурах, называют старением. Закалку с высокотемпературным отпуском называют улучшением.
Есть еще два вида сложной обработки сплавов: химико-термическая обработка и термомеханическая обработка.
Для получения мелкозернистой структуры, устранения химической и структурной неоднородности, уменьшения внутренних напряжений, понижения твердости стали, для облегчения механической обработки производят отжиг или нормализацию.
14. Отжиг, нормализация.
Отжиг является видом термической обработки, целью которого является главным образом снижение твердости стали, восстановление структуры перегретой стали или просто снятие остаточных напряжений после механической обработки вхолодную.
Отжиг заключается в нагреве стали до температуры аустенизации (от 800ºC до 950ºC в зависимости от типа стали) с последующим медленным охлаждением.
По классификации А. А. Бочвара различают 2 вида отжига:
Отжиг 1-го рода — без фазовой перекристаллизации — применяется для приведения металла в более равновесное структурное состояние: снимается наклёп, понижается твёрдость, возрастают пластичность и ударная вязкость, снимаются внутренние напряжения (в связи с процессами отдыха и рекристаллизации).
Отжиг 2-го рода осуществляется с фазовой перекристаллизацией: сталь нагревается до температуры выше критических точек, затем следует выдержка различной продолжительности и последующее сравнительно медленное охлаждение.
Нормализация является процессом отжига с целью вернуть материал в нормальное состояние – без внутренних напряжений и с однородным распределением углерода. Для этого поддерживается высокая температура до полного превращения стали в аустенит с последующим охлаждением на воздухе.
Нормализация обычно применяется в качестве последующей обработки после ковки и предварительной перед закалкой и отпуском.
Индукция применяется в большинстве процессов отжига и нормализации в сравнении с традиционными печами.