

73. Технологические возможности способов резания. Точение. Сверление. Протягивание. Фрезерование.
Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки и перемещении резца. В качестве режущего инструмента при точении используются токарные резцы.
Сверление – распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия в целях увеличения их размеров, повышения точности и снижения шероховатости поверхности. Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси – главного движения и поступательного его движения вдоль оси – движения подачи. Оба движения на сверлильном станке сообщают инструменту. Режущий инструмент Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Протягивание – высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности. Протягивают многолезвийным режущим инструментом – протяжкой – при его поступательном движении относительно неподвижной заготовки (главное движение). Метод протягивания заключается в том, что каждый зуб протяжки срезает с обрабатываемой поверхности стружку небольшой толщины. Это возможно потому, что размер каждого последующего зуба протяжки больше предыдущего. Обработанная поверхность характеризуется малой шероховатостью.
Фрезерование – один из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой. Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и поступательным движением подачи, которое выполняет заготовка. Оборудование для фрезерования – фрезерные станки.
74. Токарная обработка: сущность, инструменты, параметры режима резания.
Токарная обработка — это механическая обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках. Точение — одна из самых древних технических операций, которая была механизирована с помощью примитивного токарного станка.
Вращение заготовки, посредством которого совершается процесс резания, называется главным движением, а поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса,— движением подачи. Благодаря определенному сочетанию этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности.
Наиболее характерным типом рассматриваемых станков является токарновинторезный, предназначенный для выполнения всех токарных работ, включая нарезание резьбы резцами.
Р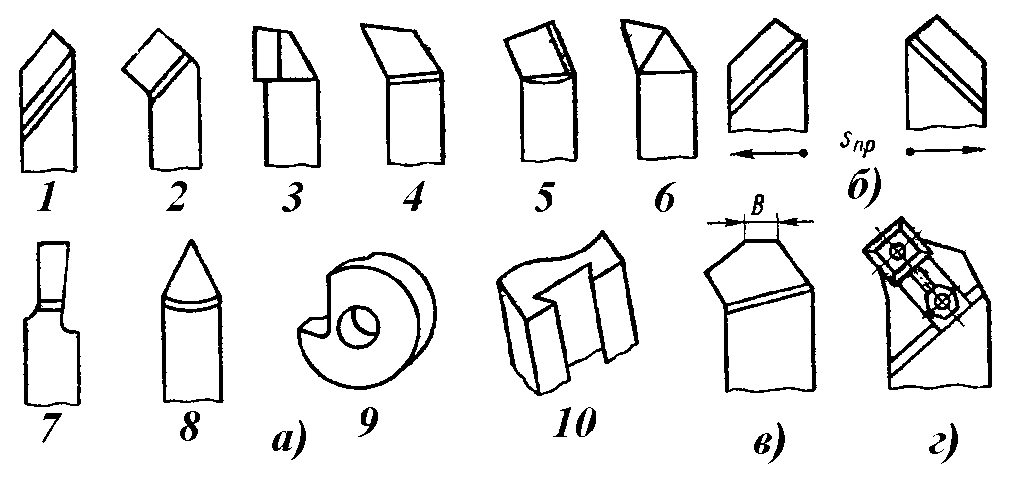 езцы:
проходные
1 – 3 для обтачивания наружных цилиндрических
и конических поверхностей; подрезные
4 для обтачивания плоских торцовых
поверхностей; расточные 5 и 6 для
растачивания сквозных и глухих отверстий;
отрезные 7 для разрезания заготовок;
резьбовые для нарезания наружных 8 и
внутренних резьб; фасонные круглые 9 и
призматические 10 для обтачивания
фасонных поверхностей; прорезные для
обтачивания кольцевых канавок
езцы:
проходные
1 – 3 для обтачивания наружных цилиндрических
и конических поверхностей; подрезные
4 для обтачивания плоских торцовых
поверхностей; расточные 5 и 6 для
растачивания сквозных и глухих отверстий;
отрезные 7 для разрезания заготовок;
резьбовые для нарезания наружных 8 и
внутренних резьб; фасонные круглые 9 и
призматические 10 для обтачивания
фасонных поверхностей; прорезные для
обтачивания кольцевых канавок