

62. Дуговая сварка в защитных газах. Сущность, применяемое оборудование и материалы.
Сварка в защитных газах — один из распространенных способов сварки плавлением. По сравнению с другими способами он имеет ряд преимуществ, из которых главные: возможность визуального, в том числе и дистанционного, наблюдения за процессом сварки; широкий диапазон рабочих параметров режима сварки в любых пространственных положениях; возможность механизации и автоматизации процесса, в том числе с применением робототехники; высокоэффективная защита расплавленного металла; возможность сварки металлов разной толщины в пределах от десятых долей до десятков миллиметров.
Определения, классификация и основные схемы
Сварка в защитных газах (СЗГ) — общее название разновидностей дуговой сварки, осуществляемой с вдуванием через сопло горелки в зону дуги струи защитного газа. В качестве защитных применяют: инертные (Аr, Не), активные (СO2, O2, N2, Н2) газы и их смеси (Аr+СO2+O2, Аr+O2, Аr+ +СO2 и др.).
Разновидности СЗГ можно классифицировать по таким признакам, как: тип защитных газов, характер защиты в зоне сварки, род тока, тип электрода и т. д.
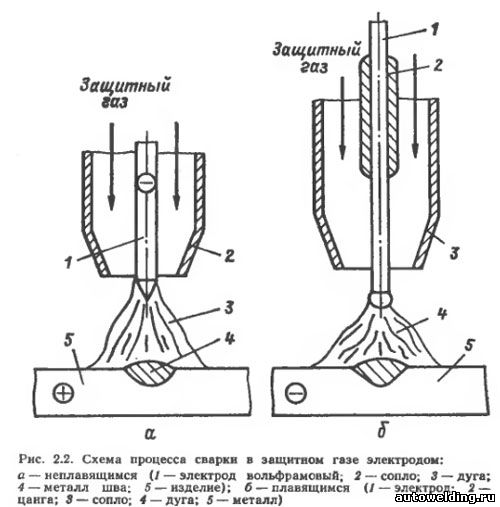
По совокупности основных физических явлений процесс дуговой сварки в защитных газах можно классифицировать по двум основным схемам — это сварка неплавящимся (СНЭЗГ) (рис. 2.2, а) и плавящимся (СПЭЗГ) (рис. 2.2,б) электродами.
Сварочная дуга в среде защитных газов характеризуется относительно большим разрядным током (от 5 до 500 А и выше) и низким катодным падением напряжения.
63. Сварка давлением. Сущность, применяемое оборудование и материалы.
Под сваркой давлением понимают все виды сварки (контактная, трением, холодная, взрывом, диффузионная и т.д.), при которых происходит пластическая деформация металлов в зоне контакта, в результате чего образуется сварное соединение. Этот процесс становится возможным при условии образования между двумя деталями межатомных связей кристаллических решеток. Для образования сварного соединения поверхности деталей сближают между собой настолько, что происходит взаимодействие атомов металла, расположенных на одной поверхности с атомами металла другой поверхности. После чего происходит объединение электронных оболочек, формируя металлургические связи. Граница соединения перестает быть барьером и происходит взаимная диффузия атомов, сопровождающаяся структурными изменениями в зоне контакта и деформацией с выделением большого количества тепла. Добиваются этого различными методами.
Качество сварного соединения, полученного давлением, во многом зависит от подготовки поверхностей, от способности металла подвергаться пластической деформации и от приложенных усилий. В некоторых случаях свариваемые поверхности подвергают предварительному нагреву до температуры меньшей, чем требуется для образования жидкой фазы. Такую сварку называют термокомпрессионной[1].
Сварка с применением давления, осуществляемая за счет пластической деформации свариваемых частей при температуре ниже температуры плавления и происходит в твердой фазе[2]. Способами сварки давлением можно соединять практически любые металлические сплавы в однородном и разнородном сочетаниях, металлы с полупроводниками и керамиками, пластмассы и т. д. Чем выше степень локализации пластической деформации в зоне соединения, тем эффективнее способы сварки в твердой фазе обеспечивают точность размеров изделий, сохранение механических и специальных свойств свариваемых материалов и тем легче они позволяют соединять хрупкие материалы, особенно в разнородных сочетаниях[3].
Способы сварки давлением обеспечивают сварное соединение, прочность которого часто превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.)
64. Контактная сварка. Сущность, применяемое оборудование и материалы.
Контактная сварка — один из наиболее распространенных и быстро разбивающихся способов получения неразъемных соединений самых разнообразных конструкционных материалов в широком диапазоне толщин и сечений. В настоящее время ~30 % всех сварных соединений выполняются с помощью контактной сварки, а по существующим прогнозам к 2000 г. доля этого способа в мировом сварочном производстве достигнет 40 %.
Широкое использование и перспективы контактной сварки в промышленности, особенно в массовом производстве, обусловлены следующими причинами:
1. Высокой технико-экономической эффективностью и, в частности, очень высокой производительностью процесса, намного превышающей производительность других способов сварки.
2. Возможностью легкой механизации, автоматизации и роботизации процесса сварки
3. Весьма благоприятным термодеформационным циклом, обеспечивающим достаточно высокое качество соединений большинства конструкционных материалов.
4. Высокой культурой и хорошими гигиеническими условиями технологического процесса.
Контактная сварка — процесс образования неразъемных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия, со стороны электродов.
Контактная сварка — электротермодеформационный процесс, так как нагрев осуществляется проходящим током за счет выделения теплоты на электрических сопротивлениях разных участков соединения, в частности в общем случае и на контактных сопротивлениях, что послужило причиной появления термина «контактная сварка». В других странах (США, Япония, Великобритания) для определения этого способа получения соединений используют термин «сварка сопротивлением», который также подразумевает нагрев металла импульсным проходящим током — за счет действия внутренних источников теплоты. Как и при большинстве других наиболее распространенных способах сварки, например дуговой, металл нагревают до расплавления (точечная сварка, стыковая сварка оплавлением и т. п.), что гарантирует удаление поверхностных пленок и образование физического контакта по заданной площади.
Значительная пластическая деформация зоны сварки позволяет получать высокие механические свойства соединений разных конструкционных металлов, обеспечивает надежный электрический контакт между деталями, устойчивость процесса расплавления металла и защиту его от взаимодействия с окружающей средой (контактная точечная и шовная сварка).
Контактную сварку (табл. XIII.1, рис. XIII.1) осуществляют с применением нагрева и давления, при этом для нагрева используют тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.