

Классификация видов мао
По назначению магнитного поля |
||
Шифр группы |
Функции магнитного поля |
|
I |
Формирование АИ из порошка, создание сил резания |
|
II |
Формирование АИ из порошка, придание ему рабочих движений, создание сил резания |
|
III |
Сообщение движений несформированной порции порошка относительно заготовки |
|
IV |
Сообщение рабочих движений заготовке или АИ, создание сил резания |
|
V |
Интенсификация или улучшение качественных характеристик видов абразивной обработки |
|
По форме обрабатываемых поверхностей |
||
Шифр подгруппы |
Форма обрабатываемой поверхности |
|
А |
Наружные поверхности тел вращения |
|
Б |
Внутренние поверхности тел вращения |
|
В |
Плоские поверхности |
|
Г |
Линейчатые и трехмерные фасонные поверхности |
|
По типу используемого МИ и характеру магнитного поля |
||
Шифр подгруппы |
Характер магнитного поля |
Тип МИ |
1 |
Постоянное |
ЭМИ, питаемый постоянным током |
2 |
Переменное |
ЭМИ, питаемый переменным или пульсирующим током |
3 |
Бегущее или вращающееся |
ЭМИ, питаемый трехфазным переменным или пульсирующим током |
4 |
Постоянное |
ИПМ |
При МАО по схемам I-III групп удаление припуска осуществляется абразивным резанием, снятием образующихся химических пленок и сопровождается пластическим выглаживанием обрабатываемой поверхности. Абразивному резанию и пластическому выглаживанию способствуют ПАВ, содержащиеся в СОЖ, действие которых в условиях МАО проявляется сильнее, чем при абразивной обработке.
Каждое контактирующее с заготовкой зерно порошка прижато к обрабатываемой поверхности силой, являющейся результатом воздействия на это зерно магнитных, инерционных, центробежных сил и окружающих зерен порошка.
Глубина резания (внедрения режущей вершины зерна) определяется условием равновесия силы резания и силы сопротивления материала заготовки. Изменения этого равновесия автоматически приводят к изменению глубины резания и восстановлению равновесия на новом уровне действующих сил.
На характеристики прочности поверхностного слоя заготовки оказывают влияние следующие факторы:
- образование на поверхности химических пленок;
- предразрушающее действие ПАВ;
- магнито- и электропластический эффекты, увеличивающие производительность МАО.
Чрезмерное врезание зерна, случайное появление на пути зерна твердых включений и другие факторы приводят к нарушению условия равновесия. При этом резание данной вершиной зерна прекращается и в работу вступает другая вершина.
Таким образом происходит самозатачиваемость инструмента (работающей порции порошка). Самозатачиваемость активизируется осцилляцией заготовки или полюсов МИ, а также пульсирующим магнитным полем.
Эффективность применения МАО как отделочной операции оценивается параметром шероховатости, физико-механическими и точностными характеристиками обработанной поверхности.
Рабочими средами при МАО являются порошки, зерна которых одновременно обладают ферромагнитными и абразивными свойствами. Зерна порошков могут быть выполнены из монолитного материала, либо состоять из соединенных между собой ферромагнитного и абразивного компонентов. Режущая и полирующая способность порошков зависят от рада характеристик.
Порция порошка, участвующая в обработке, подлежит периодической замене в связи с постепенным снижением ее режущей способности. Стойкость порции порошка – это время ее работы между двумя последовательными заменами.
Смазочно-охлаждающи жидкости (СОЖ). Отличительными функциями СОЖ при МАО являются:
- интенсификация съема металла заготовки с помощью химически активных и поверхностно-активных добавок;
- влияние на подвижность зерен порошка в рабочем зазоре и его способность к самозатачиваемости;
- влияние на структурную приспосабливаемость поверхностного слоя обрабатываемого материала к абразивному воздействию;
- предотвращение адгезии продуктов разрушения при МАО на обрабатываемой поверхности.
Влияние СОЖ на съем металла показано на рисунке 9.2. Химически активные и поверхностно-активные СОЖ интенсифицируют обработку. Вязкие СОЖ, препятствуя самозатачиваемости порошка, снижают производительность обработки и способствуют ее затуханию.
Технические устройства для осуществления МАО отличаются между собой кинематикой и конструкцией магнитного индуктора, характером магнитного поля и технологическими возможностями.
Для осуществления МАО применяют специализированные магнитно-абразивные станки и модифицированные металлорежущие универсальные и специализированные станки. Обычный металлорежущий станок иногда достаточно оснастить съемным магнитным индуктором. На рисунке 9.3 приведен модернизированный для МАО станок модели 1А616. На модернизированном станке сняты механизмы подач и поперечный суппорт. Длина обрабатываемой поверхности ограничена и равна длине полюсных наконечников ЭМИ. Для главного движения n используют привод станка; nос осуществляют от дополнительного электродвигателя. Предусмотрено автоматическое выключение станка по истечении основного времени операции. Размеры обрабатываемых поверхностей: d = 15÷50 мм, l < 80 мм. Переналадка ЭМИ для обработки заготовок с разными размерами производится перемещением полюсов и заменой полюсных наконечников.

Рисунок 9.2. Начальная производительность при МАО стали ШХ15 (60-62 НRСЭ) с разными СОЖ:
1 - на воздухе; 2 - водопроводная вода; 3 - 0,5 %-ный
раствор NаСl в воде; 4 - 10 %-ный раствор эмульсола Э2 в воде; 5 - водный раствор 10% Э2 и 1 % олеиновой кислоты;
6 - минеральное масло
Основная зависимость процесса МАО имеет следующий вид:
![]() , (9.1)
, (9.1)
где q – удельный съем металла, мг/см2 мин;
q1 – удельный съем металла за 1-ю минуту, мг/см2;
- время, мин;
m – показатель степени, характеризующий затухание процесса.
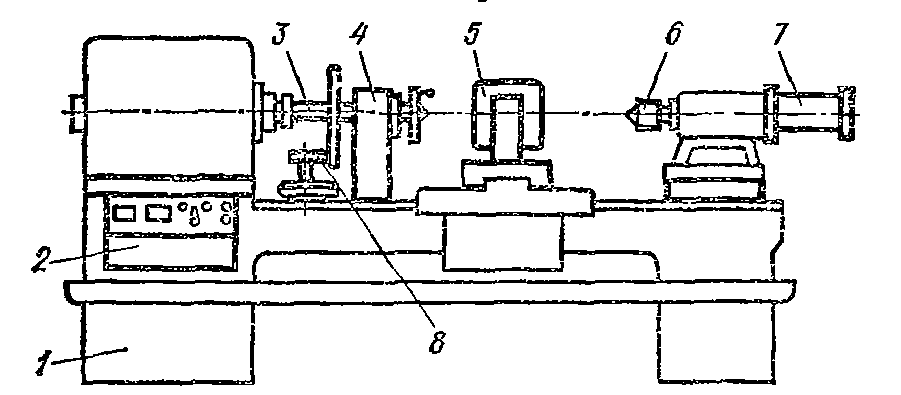
Рисунок 9.3. Модернизация токарного станка для МАО
цилиндрических поверхностей:
1 - базовый станок; 2 - пульт управления ЭМИ, осцилляцией и приводом задней бабки; 3 - осциллирующий шпиндель;
4 - опора шпинделя; 5 - ЭМИ; 6 - подпружиненный задний центр; 7 - пневмопривод пиноли задней бабки; 8 - эксцентрик привода осцилляции
Графическая интерпретация основной зависимости представлена на рисунке 9.4.

Рисунок 9.4. Зависимость производительности обработки от времени
Как видно из графика, с течением времени производительность процесса уменьшается – процесс затухает. Для определения значения показателя степени m пользуются номограммой (рис. 9.5).

Рисунок 9.5. Номограмма определения параметров МАО
В состав МИ кроме источника поля – намагничивающей катушки или постоянных магнитов – входят следующие элементы:
- магнитопроводы, обеспечивающие прохождение и замыкание магнитного потока по кратчайшему пути с наименьшим магнитным оставлением;
- механизмы для изменения размеров рабочей зоны или рабочего зазора;
- механизмы или электромагнитные средства для сообщения полюсам МИ рабочих движений;
- механизмы для регулирования напряженности магнитного поля (для индукторов на постоянных магнитах).
Классификация МИ по виду источников магнитного поля и возможности их регулирования представлена на рисунке 9.6.

Рисунок 9.6. Классификация магнитных индукторов
Электромагнитные индукторы (ЭМИ) регулируются по напряженности создаваемого поля путем изменения тока, питающего намагничивающие катушки; то же относится и к комбинированным МИ. Индукторы на постоянных магнитах (ИПМ) в зависимости от конструкции могут быть регулируемыми и нерегулируемыми.
В специализированных магнитно-абразивных станках МИ –один из рабочих узлов станка; в универсальных металлорежущих станках он является сменной технологической оснасткой.
Индукторы на постоянных магнитах. В качестве источника магнитного поля здесь используют магнитотвердые материалы: ферриты бариевые, интерметаллические соединения марганца и редкоземельных металлов.