

Тема 8. Ультразвуковая обработка материалов
1. Сущность, классификация и область применения процесса.
2. Источники ультразвуковых колебаний и их характеристика.
3. Ультразвуковая абразивная и ультразвуковая механическая обработка резанием.
4. Ультразвуковая обработка давлением.
5. Ультразвуковое соединение материалов и металлизация, ультразвуковая очистка.
Ультразвуковая обработка (УЗО) охватывает большую группу технологических процессов и операций различного назначения, осуществляемых различными методами (химическими, механическими и др.) и выполняемых при обязательном воздействии на обрабатываемую заготовку, обрабатывающий инструмент или среду, в которой ведется обработка, механических колебаний ультразвуковой частоты (свыше 16 кГц).
Характер этого воздействия различен для различных технологических процессов.
В одних – ультразвуковые колебания (УЗК) передают в рабочую зону энергию, необходимую для выполнения технологических операций непосредственно, например при ультразвуковой абразивной обработке (УЗАО) твердых хрупких материалов.
В других – УЗК используют как средство интенсификации технологических операций, выполняемых традиционными методами, например механической обработкой резанием. И тогда УЗК являются дополнительным источником энергии.
К преимуществам УЗО относят:
- возможность преобразования электрической энергии в акустическую при небольших затратах;
- сравнительно простые способы введения УЗК в рабочую зону;
- относительно несложное и во многих случаях традиционное конструктивное решение средств механизации и автоматизации операций и др.
Недостатками УЗО являются необходимость применения специальных генераторов тока, которые занимают определенную производственную площадь и требуют ухода специально подготовленным персоналом, а также более высокая стоимость акустической энергии по сравнению с другими ее видами.
Физическая сущность всех разновидностей УЗО основана на применении УЗК, представляющих собой упругие волны, распространяющиеся в газах, жидкостях и твердых телах. Гармоническое волновое движение (рис. 6.1), имеющее место при УЗК, характеризуется длиной волны λ и амплитудой колебаний АК. Значение λ зависит от скорости распространения звуковых волн с в технологической среде и частоты колебаний f или периода колебаний Т:
![]() , (8.1)
, (8.1)
где λ – длина волны, м;
с – скорость распространения волн, м/с;
f – частота колебаний, с-1;
Т – период колебаний, с.
Согласно ГОСТ 13952-83 и ГОСТ 16165-80 диапазон частот УЗК, применяемых в технологических целях, определен полосами:
16,65 … 19,35 кГц
20,35 … 23,65 кГц
39,6 … 48,4 кГц
59,4 … 72,6 кГц
При возбуждении продольных волн частицы среды колеблются в направлении распространения волны. При смещении частиц среды в направлении, перпендикулярном к направлению распространения полны, возникают поперечные (сдвиговые) волны. Комбинациями этих двух типов волн являются крутильные, изгибные и поверхностные волны (распространяются на границе твердого полупространства с вакуумом, жидкостью, газом и другим полупространством).
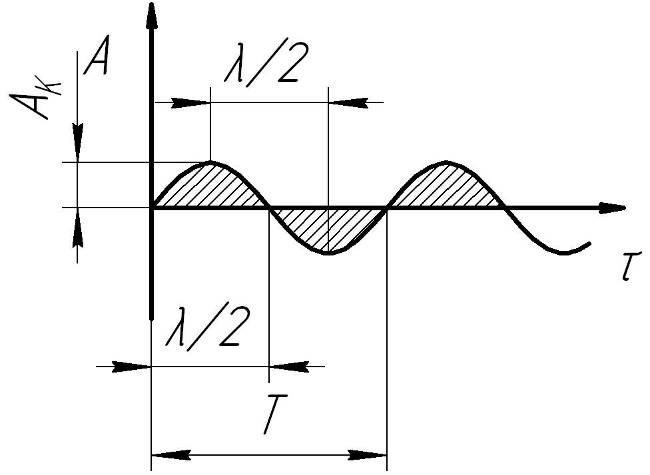
Рисунок 8.1 Гармонические колебания
В жидкостях и газах возникают только продольные волны. Скорость распространения звуковых волн в жидкостях определяют по формуле:
![]() , (8.2)
, (8.2)
где β – сжимаемость среды, Па-1 (для воды
β = 4,47×10-11);
плотность среды, кг/м3.
В твердых телах, обладающих упругостью, могут возникать сдвиговые волны. Они имеют место, как правило, при неограниченных размерах твердого тела, когда λ меньше его размеров в поперечном сечении. Скорость распространения этих волн сП составляет примерно 0,63 скорости продольных сВ.
При распространении продольной звуковой волны в среде возникают чередующиеся между собой области сжатия (пучности) и разрежения (узлы). В первых амплитуда колебаний частиц среды будет иметь максимально достижимое значение Ак = Аmax, а во вторых, - Ак = 0.
Распространение звуковых волн вызывает колебания упругой среды и ее материальных частиц. Каждая частица среды, выведенная из исходного положения равновесия, занимает в процессе колебаний поочередно одно из крайних положений: происходит колебательный процесс. При этом осуществляется перенос энергии УЗК. Соответственно возникают (особенно в твердых телах) потери энергии, обусловленные внутренним трением, теплопроводностью.
УЗК интенсивно поглощаются в газах, воздухе и пористых материалах (резине, пенопластах и т. п.). Соответственно уменьшается значение АК. Воздушная среда практически полностью поглощает звуковые волны. На границе раздела двух однородных или разнородных сред часть энергии УЗК переходит в смежную с источником энергии среду, а часть отражается. Наложение падающей и отраженной волн (интерференция) приводит к возникновению стоячих волн.
Технологическая сущность УЗО состоит в использовании явлений и эффектов, возникающих в различных средах под воздействием УЗК. В одних технологических процессах эти явления и эффекты будут решающими, в других – сопутствующими, интенсифицирующими осуществляемую и без УЗК операцию (рисунок 8.2).

Рисунок 8.2. Явления и эффекты, возникающие при УЗО
Генерирование тепла в результате потерь энергии при передаче УЗК в ряде случаев является положительным фактором и реализуется, например, при ультразвуковой сварке.
Кавитационные явления – основа всех технологических процессов УЗО, проводимых в жидких средах (очистка, диспергирование и др.).
Акустические потоки в ультразвуковом поле также интенсифицируют проведение технологических процессов в жидкостях за счет образования характерных микро-потоков.
Химические эффекты при УЗО ускоряют проведение химических реакций, например при оксидировании и подобных процессах.
Механические эффекты связаны с возникновением больших знакопеременных напряжений в твердых телах и приводят к усталостным явлениям. Они, в частности, активизируют ультразвуковую сварку, обработку давлением и др.
Диффузионные явления в результате распространения ультразвуковой энергии способствуют интенсивному перемешиванию жидкостей.
Вакуумный эффект снижает температуру кипения жидкости и интенсифицирует удаление влаги: ускоряется сушка порошкообразных и пористых материалов.
Капиллярные эффекты возникают под воздействием ультразвуковой энергии; они улучшают процессы в жидкостях и расплавах (ультразвуковые пайка, лужение и др.).
Классификация процессов. Все процессы, проводимые с воздействием УЗК, можно классифицировать по технологическим особенностям на следующие группы.
1. Ультразвуковая абразивная обработка (УЗАО). Эту группу процессов (наиболее многочисленную) можно разделить на операции, выполняемые свободными (незакрепленными) абразивными зернами (в основном обработка твердых хрупких материалов) и УЗАО абразивно-алмазными инструментами (кругами и брусками). При осуществлении операций, выполняемых свободными абразивными зернами, определяющим является воздействие УЗК, за исключением ЭХУЗО твердых сплавов, где превалирует ЭХО. Во второй группе операций УЗАО - абразивно-алмазными инструментами - УЗК оказывают интенсифицирующее воздействие; здесь абразивная обработка - основной фактор осуществления операций, поэтому эта группа операций относится к УЗКО.
2. Ультразвуковая комбинированная обработка. (УЗКО). Процессы, относящиеся к ней, делят па группы операции обработки давлением (УЗОД), ультразвуковой механической обработки резанием (УЗМО) и электрохимической ультразвуковой обработки (ЭХУЗО). Для них характерно интенсифицирующее (дополнительное) действие УЗК; основой их являются соответственно работка давлением, резанием, ЭХО.
3. Ультразвуковая интенсификация металлургических процессов. Характеризуется кавитационными эффектами и акустическими потоками. УЗК способствуют протеканию тепломассообменных процессов в расплавах, что улучшает качество отливок.
4. Ультразвуковая интенсификация гальванических процессов. Включает следующие операции: Меднение, никелирование, хромирование, латунирование, цинкование, серебрение и т.п.
5. Операции соединения металлов (УЗСМ). Ультразвуковая металлизация (УЗМе). Ультразвуковая пайка (УЗП). Ультразвуковая сварка (УЗС).
6. Ультразвуковая очистка (УЗОч) (рис. 8.3).
Источники УЗК включают ультразвуковой генератор (УЗГ) и колебательную систему, нагрузкой которой является рабочий инструмент или технологическая среда. УГЗ преобразует электрический ток промышленной частоты в ток ультразвуковой частоты, предназначенный для питания колебательных систем, которые состоят из магнитострикционного или пьезокерамического преобразователя (ПМС или ППК) – источника механических УЗГ – и согласующего элемента: волновода, концентратора, пластины (излучателя).

Рисунок 8.3. Классификация видов ультразвуковой обработки
Ультразвуковые генераторы. УЗГ подразделяют на ламповые, транзисторные и тиристорные. Они могут быть универсальными, допускающими изменения параметров работающих от них преобразователей в широких пределах, или специализированными, питающими преобразователь с определенными параметрами.
Основные выходные электрические характеристики УЗГ:
- выходная мощность мощность, подводимая к колебательной системе;
- КПД - отношение выходной мощности ко всей потребляемой УЗГ электрической мощности.
Структурная схема УЗГ представлена на рисунке 8.4.

Рисунок 8.4. Схема ультразвукового генератора
Ультразвуковая абразивная обработка (УЗАО) объединяет операции, при выполнении которых съем материала осуществляется множеством свободных (не закрепленных на инструменте) абразивных зерен или абразивными инструментами при вибрации инструмента или заготовок.
УЗАО свободными абразивными зернами основана на хрупком выкалывании частиц обрабатываемого (хрупкого) материала под воздействием множества абразивных зерен, по которым ударяет колеблющийся с ультразвуковой частотой инструмент. Кинематические схемы некоторых процессов приведены в таблице 8.1.
Операция ультразвуковой механической обработки резанием (УЗМОР), относящейся к УЗКО, связана со снятием поверхностного слоя материала с заготовки и образованием стружки; при этом формообразование новых поверхностей сопровождается деформированном и разрушением поверхностных слоев материала (ГОСТ 3.1109—82). Классификация некоторых операции УЗМОР приведена на рисунке 8.5.
Наложение УЗК на режущие инструменты обеспечивает:
- резание инструментами с большими передними углами; изменение силы резания по синусоидальному закону; уменьшение среднего сопротивления резанию (при наложении УЗК в осевом направлении подачи);
- получение тонкой стружки, изменение силы резания по синусоидальному закону, уменьшение среднего сопротивления резанию;
Таблица 8.1
Виды ультразвуковой абразивной обработки
Ультразвуковая отрезка (УЗОт) |
|
Инструмент 2 совершает продольные УЗК с амплитудой АК: рабочая подача осуществляется вертикальным перемещением инструмента или заготовки 1, наклеенной на подложке 4, с усилием FСТ. |
Ультразвуковое вырезание (УЗВ) |
|
Инструмент – проволока 3 перематывается с катушки 1 на катушку 5 и получает УЗК от концентратора 2; заготовка 4 прижимается к инструменту с усилием FСТ и перемещается в горизонтальной плоскости по требуемой траектории. |
Ультразвуковое объемное копирование (УЗОК) |
|
Инструмент 2 совершает УЗК с амплитудой 2АК; рабочая подача осуществляется вертикальным перемещением инструмента или заготовки 1 с усилием FСТ. |
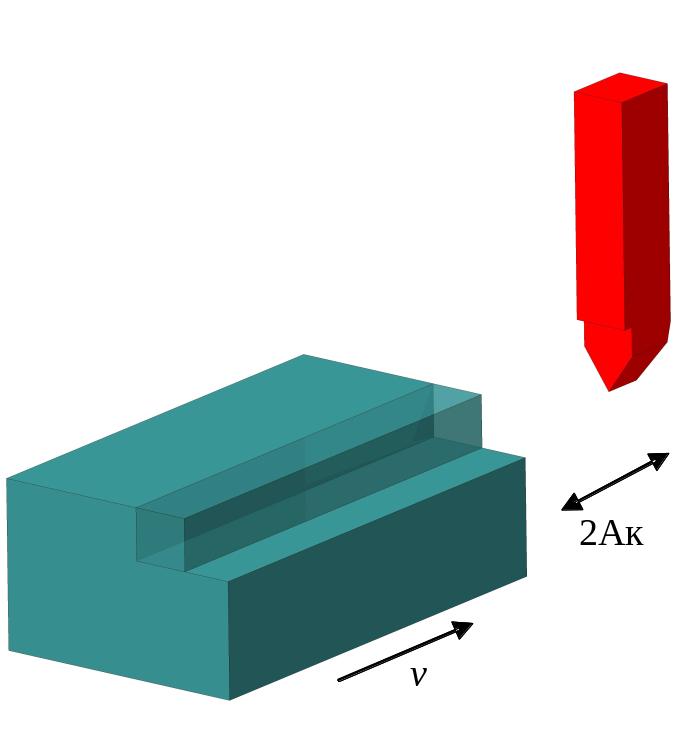
Ультразвуковое гравирование (УЗГр) |
|
Инструменту придают УЗК с амплитудой 2АК; и прижимают к поверхности заготовки с усилием FСТ. |


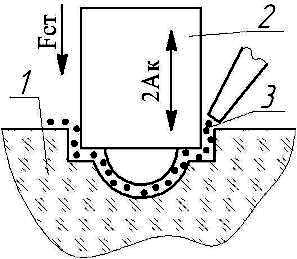


Рисунок 8.5. Ультразвуковая механическая обработка резанием
- возможность определения толщины стружки, угла сдвига и шага ее плоскостей (при наложении УЗК в радиальном направлении по нормали);
- уменьшение сопротивления резанию, повышение точности обработки, значительное снижение средней температуры резания, исключение образования нароста (при наложении УЗК и направлении главной составляющей силы резания).
Во всех случаях УЗК позволяют: уменьшить пластическую деформацию обрабатываемой поверхности; исключить образование заусенцев; обеспечить плавный сход стружки; улучшить смазывающее и охлаждающее воздействие смазочно-охлаждающей жидкости (СОЖ); повысить стабильность микрогеометрических параметров, износостойкость и коррозионную стойкость обработанных заготовок. Примеры УЗМОР приведены на рисунке 8.6.

а) б)
Рисунок 8.6. Примеры ультразвуковой механической
обработки резанием: а) строгание; б) точение
Основные процессы ультразвуковой обработки давлением (УЗОД) были приведены на рисунке 8.7. Применение УЗК при обработке давлением позволяет повысить скорость деформирования и стойкость инструментов, улучшить состояние поверхностного слоя заготовок, обеспечить обработку материалов, деформация которых без УЗК; приводит к их разрушению, и уменьшить энергоемкость операций.

Рисунок 8.7. Классификация видов ультразвуковой обработки
давлением
Ультразвуковые колебательные системы для УЗОД различают по способам согласования генератора с преобразователем (на холостом ходу), а также по способам соединения с неподвижными деталями оснастки или оборудования (фланцами в узловой плоскости, четвертьволновыми или дисковыми элементами).
Штамповка. Использование УЗК при выполнении разделительных или формоизменяющих операций листовой штамповки дает возможность снизить напряжения, соответствующие данной степени деформации, повысить пластичность материала заготовки, уменьшить трение в месте деформации, улучшить состояние поверхностей заготовки после штамповки, значительно снизить вероятность образования дефектов при штамповке труднодеформируемых материалов. В месте деформации УЗК вводят посредством пуансона (штемпеля или верхнего бойка), матрицы (нижнего бойка) или через оба инструмента.
Волочение. При волочении УЗК уменьшают среднее (за период) статическое усилие волочения за счет уменьшения сил контактного трения, формирования знакопеременных напряжений, снижения предела текучести металла, разупрочнения, дробного характера деформации.
Выдавливание. В данном случае УЗК уменьшают сопротивление металла деформации и силы контактного трения, возникающие из-за перемещения заготовки относительно рабочих элементов.
Ультразвуковая сварка (УЗС). Представляет собой сварку давлением (ГОСТ 2601—74), осуществляемую при воздействии УЗК (рис. 8.8). УЗС сопровождается повышением температуры в зоне сварки, деформированием и диффузией соединяемых материалов. В применении к металлам сущность УЗС состоит в образовании узлов схватывания, в которых стираются поверхностные пленки под воздействием температуры и больших давлений образуются металлические связи.

Рисунок 8.8. Схемы ультразвуковой сварки:
а — точечная (контактная) УЗС металлов; б — точечная УЗС пластмасс; в — передаточная УЗС пластмасс;
1 — концентратор; 2, 3 — сварочные наконечники;
4, 5 — свариваемые материалы; 6 — опора
Одним из условий свариваемости металлов является малая разница в диаметрах их атомов и совпадение зерен по кристаллографическому строению. Посредством УЗС соединяют листы из алюминия и его сплавов, меди и медных сплавов, коррозионно-стойкой стали толщиной до 1,5 мм. Важным положительным качеством УЗС является низкий уровень остаточных напряжений в зоне соединения.
УЗС пластмасс производят, используя продольные УЗК сварочного инструмента. Свариваемость пластмасс определяют коэффициентом затухания β, который характеризует степень поглощения пластмассами энергии УЗК, и модулем упругости Е свариваемого материала. Посредством УЗС соединяют винипласт, полиэтилен, органическое стекло, полистирол, полиамиды, синтетические и смесовые ткани, искусственные кожи.
Ультразвуковая металлизация (УЗМе). Представляет собой нанесение металлического покрытия, находящегося в расплавленном состоянии, па поверхность твердого тела под воздействием УЗК (рис. 8.9).
Ультразвуковое лужение (УЗЛ) — частный случай УЗМе; здесь основным компоненте покрытия является олово.
Ультразвуковая пайка (УЗП) — соединение деталей, предварительно прошедших УЗМе. Необходимым условием УЗМе является нагрев металлизируемой детали (твердого тела) до температуры, превышающей на 20—30° температуру покрытия.
Сущность УЗМе состоит в интенсивном воздействии УЗК на все последовательные стадии формирования соединения в системе покрытие — деталь. Возбуждаемые в металлическом расплаве УЗК за счет возникновения кавитации, радиационных напряжений и акустических течений обусловливают смачивание поверхности детали расплавом, создание развитого рельефа ее поверхности диффузию расплава и химическое взаимодействие контактирующих материалов. Одним из условий образования прочных соединений при УЗМе является наличие физико-химического сходства материалов покрытия и детали.
Типовой технологический процесс ультразвуковой очистки (УЗОч) состоит из собственно очистки и дополнительных операций: промывки, пассивирования и сушки. Возможны его модификации, заключающиеся в исключении некоторых операций, их совмещении и использовании дополнительных операций (предварительные замочка и нагрев, дополнительная очистка, паровая обработка, охлаждение, обезвоживание и т. д.).
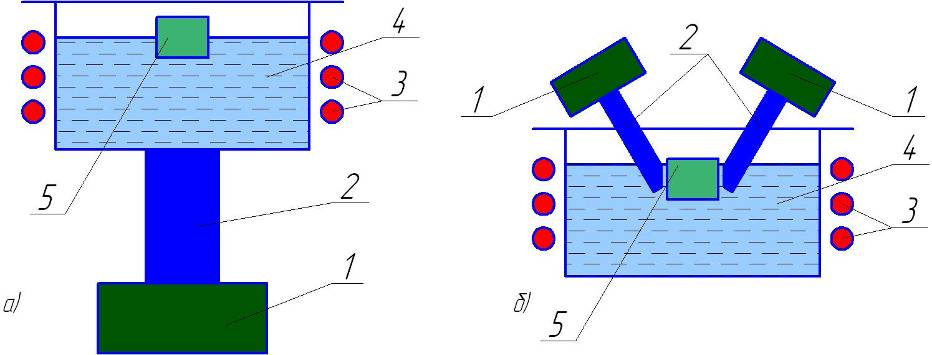
Рисунок 8.9. Варианты схемы УЗМе:
а – возбуждение УЗК при помощи элементов конструкции ванны; б – ультразвуковая ванна с независимым возбужденном УЗК в расплаве; 1 – ПМС; 2 – волновод; - 3 – нагреватель; 4 – расплав;
5 – металлизируемая деталь
УЗОч обеспечивает высокую производительность, стабильное высокое качество очистки, в том числе деталей сложной формы, позволяет механизировать ручной труд, заменить дорогостоящие, токсичные, пожаро- и взрывоопасные органические растворители водными растворами. В ряде производств УЗОч является единственно приемлемым методом удаления загрязнений.
УЗОч применяют и для предотвращения засаливания абразивно-алмазных инструментов непосредственно при выполнении основной технологической операции, например, шлифования, которая при этом значительно интенсифицируется.
Сущность процесса. УЗОч обусловлена рядом явлений и эффектов, возникающих при возбуждении в жидкости УЗК с высокой плотностью энергии: кавитацией, акустическими течениями давлением звукового излучения, звукокапиллярным эффектом и др.
Для эффективной УЗОч одного воздействия УЗК недостаточно, ее качество, время выполнения энергоемкость в значительной мере зависят от свойств моющей среды, температуры, физико-химических свойств загрязнений, степени загрязненности очищаемой поверхности и других факторов.
Загрязнения. По химическому составу загрязнения делят на:
- неорганические (механические частицы, продукты коррозии, солевые корки и т. п.);
- органические (масла, жиры, лаки, краски, герметики, смазочные материалы, эмульсии, клеи и т. п.);
- смешанные, состоящие из смеси двух первых групп (полировочные и притирочные пасты, абразивные зерна на органической связке, замасленная стружка и т. п.).
По отношению к моющим средам загрязнения подразделяют на:
- растворимые (например, масла в органических растворителях, солевые пленки (в воде);
- нерастворимые (например, масло в воде)
По характеру их взаимодействия с моющими средами на:
- химически взаимодействующие (окисные пленки с кислотами);
- и невзаимодействующие.
По способности противостоять эрозионному разрушению загрязнения относятся к кавитационно стойким и нестойким.
Технологические жидкости. В зависимости от назначения их подразделяют на моющие среды и жидкости для дополнительной обработки (предварительной замочки, промывки, пассивирования). При УЗОч используют воду (водопроводную, дистиллированную и деионизированную), водные растворы щелочей и поверхностно-активных веществ (ПАВ), растворы кислот, органические растворители и их смеси, эмульсионные составы.
К моющим средам предъявляют следующие требования:
- наличие хорошей смачиваемости загрязнений и очищаемой поверхности;
- способность разрушать связи загрязнений с поверхностью и переводить их в раствор;
- стабилизация загрязнений в моющем растворе для предотвращения их ресорбции.