

http://ghpmaker.narod.ru/index.html
Фотонаборный автомат (ФНА)
В допечатной стадии классического полиграфического процесса, основанного на создании промежуточных растровых изображений на фотопленке (растровых фотоформ), ФНА в комплексе с растровым процессором (RIP) занимает ключевое место. От качества работы ФНА зависят основные параметры полиграфического оттиска.
Общие положения
ФНА принято разделять на три основные категории (Рис.1 A, B, C):
плоскостные ролевого типа (Рис.1A);
барабанные с вращающимся барабаном (Рис.1B);
барабанные с неподвижным барабаном (Рис.1C).
Рис. 1
Все технические параметры, используемые для сравнительной оценки ФНА, существенно выше в барабанных устройствах. Для примера ниже приведены основные параметры барабанного и плоскостного фотовывода одного производителя.
ФНА с неподвижным барабаном и внутренним креплением фотопленки:
максимальный формат вывода по ширине 1070 мм
максимальный формат вывода по длине 770 мм
максимальная линиатура 305 lpi
максимальная разрешающая способность 3386 dpi
минимальный размер пятна лазера 12 мкм
тип лазера – лазерный диод 658 нм
повторяемость ± 5 мкм на восьми последовательно выведенных формах максимального формата
150 lpi/2540dpi, 175 lpi/3386 dpi, 200 lpi/3386 dpi
Плоскостной ФНА:
максимальный формат вывода по ширине 400 мм
максимальный формат вывода по длине 600 мм
максимальная линиатура 200 lpi
максимальная разрешающая способность 2380 dpi
минимальный размер пятна лазера 18 мкм
тип лазера – лазерный диод 658 нм
повторяемость ± 35 мкм на восьми последовательно выведенных формах максимального формата
150 lpi/2380dpi, 175 lpi/2380 dpi, 200 lpi/2380 dpi
Оценка реальных характеристик ФНА выполняется при его тестировании в режиме выполнения пробных записей с последующими измерениями или экспертными оценками и при измерении оптических и электрических параметров ФНА в процессе работы.
Формат записи
Формат должен перекрывать запечатываемую область печатных машин соответствующего класса с учетом приводочных отверстий, расстояния от них до начала печатаемой области, контрольных шкал и т. д. Для различных печатных машин величина клапана (расстояние от края формы до начала печатной области) различается, но в первом приближении область экспонирования ФНА должна превышать длину и ширину запечатываемой области минимум на 5-10 мм. В наибольшей степени это относится к дизайн-студиям и репроцентрам, работающим с разными типографиями и заказчиками.
Повторяемость и геометрические искажения
Несовмещение фотоформ, как и последующее несовмещение печатных форм и красок на оттиске – один из главных факторов, определяющих качество печатной продукции. Максимальная величина несовмещения может определять реально достижимую линиатуру печати. Традиционно одним из основных параметров ФНА считается разрешение. Однако достаточно высокое для воспроизведения максимальных линиатур разрешение имеет практически любой ФНА. Тем не менее качество фотоформ, в зависимости от типа конструкции и качества реализации ФНА, значительно отличается.
Необходимое условие качественной цветной печати - совмещение растровых структур на оттиске с высокой точностью. Установлено, что для качественной печати точность совмещения печатных форм должна быть не хуже четверти величины растровой точки. Например, при линиатуре 200 lpi (80 лин/см) печатные формы должны быть совмещены с погрешностью не более 30 мкм. При этом в указанную величину включаются погрешности, возникающие на всех технологических этапах - от растрового процессора до печатной машины.
Погрешности растрирования при расчете углов и линиатур в равной степени с другими технологическими факторами вносят свою долю в формирование общей ошибки совмещения растровых структур. Особенность этих погрешностей - трудность объективного контроля за ними, так как даже идеальное совмещение приводочных крестов ничего не говорит о точности углов и линиатур. Если исходить из вышеуказанного требования к качественной печати, то, без учета погрешностей других технологических операций, для ФНА формата А2 при линиатуре 150 lpi (60 лин/см) требуемая точность расчета составляет 0,003 градуса и 0,00005 lpi.
Такую точность обеспечивают растровые процессоры, использующие т.н. иррациональное растрирование. Например, для случая иррационального растрирования, применяемого в Delta Technology IS компании Heidelberg, точность расчета растра равна 0,0000012 градуса и 0,000000015 lpi, т. е. первое систематическое отклонение от номинальной позиции на величину одного субэлемента ФНА произойдет при размере фотоформы более 80х80 м (т. е. никогда). Точности расчета растровых процессоров, использующих метод суперячейки (таких большинство на рынке), достаточно для работы с ФНА до формата А3. В случае больших форматов нужно учитывать вносимую процессорами погрешность.
Техническим параметром фотонаборного оборудования, определяющим точность совмещения фотоформ, является повторяемость. Она указывает, на какую максимальную величину не совместятся приводочные метки. Лучшее значение повторяемости для современных барабанных ФНА - 5 мкм на восьми последовательно выведенных фотоформах максимального формата. Для хороших фотонаборов ролевого (capstan) типа - 25 мкм. Определим максимальную линиатуру, удовлетворяющую требованию качественной печати, в зависимости от суммарного несовмещения.
![]()
где n - это суммарное несовмещение в миллиметрах.
Процессы монтажа фотоформ, производства печатных форм и собственно печати, в зависимости от используемого оборудования и профессионализма персонала типографии, добавляют от 25 до 100 мкм к общему несовмещению. Приняв погрешности растрового процессора равными нулю, а погрешности типографии при монтаже и приладке 25 мкм, получим, что при несовмещении фотоформ на 5 мкм (барабанный ФНА хорошего класса) максимальная линиатура качественной печати - 211 lpi (83 лин/см). При прочих равных условиях несовмещение фотоформ на 25 мкм (ролевые ФНА и некоторые барабанные) приводит к максимальной линиатуре печати 127 lpi (50 лин/см). В рассмотренных примерах предполагалось, что разрешающая способность ФНА обеспечивает формирование линиатур 250 lpi и более. Таким образом, основными факторами, ограничивающими линиатуру полиграфического растра, является не разрешение, а такие параметры, как величина повторяемости ФНА, точность и качество алгоритма растрирования, размер и жесткость точки.
Повторяемость определяется факторами, регламентированными производителем ФНА и факторами, связанными с его эксплуатацией, например, климатическими условиями.
Климатические параметры (влажность и температура) влияют на основу фотопленки и на ее эмульсионный слой. Это влияние выражается, в основном, изменением геометрических размеров пленок, составляющих комплект цветоделений одного изображения (полосы издания). Изменение во время экспонирования фотоформ относительной влажности воздуха на 1% или температуры воздуха на 0,5 °С приводит к несовмещению порядка 5 мкм на формате А2, что соизмеримо с точностью работы ФНА барабанного типа. В помещении, где установлено фотонаборное оборудование, желательно избегать сквозняков, соседства с нагревательными и охладительными приборами, потоков холодного и теплого воздуха, прямого солнечного света.
Фотопленка упаковывается на заводе при 50% относительной влажности и температуре 20°С. Использование фотопленки сразу после разгерметизации упаковки при других климатических условиях может привести к несовмещению фотоформ порядка 200 мкм на больших форматах. Фотопленку необходимо распаковать и выдержать в помещении, где будет происходить экспонирование, в течение как минимум 12 часов. Идеальные параметры для фотонаборного оборудования: относительная влажность 50% и температура 20°С. Современные ФНА работают в комплексе с проявочной машиной. Мощные нагревательные элементы и емкости с жидкостями проявочной машины могут создавать при своей работе большие перепады температуры и относительной влажности. В этом случае обязательно наличие системы кондиционирования с принудительной вентиляцией.
Пленка, долгое время находившаяся внутри фотонаборного автомата (при больших перерывах в работе), может иметь другие размеры по сравнению с пленкой в рулоне. Это связано как с механическими усилиями, прикладываемыми к ней механизмом ФНА, так и различиями в климатических условиях внутри ФНА и рулона. Тот же процесс наблюдается при длительном хранении фотопленки. Поскольку это определяется параметрами внешней среды, хранить пленки нужно в одинаковых условиях и, желательно, герметично упакованными.
В зависимости от добротности аппарата требования к климатическим условиям могут значительно отличаться для устройств разных производителей - жесткие требования связаны, как правило, с более простой, "облегченной" конструкцией с обилием пластмассовых деталей. Типовые проблемы таких ФНА - плохие повторяемость и геометрия. Нередки проблемы со статическим электричеством, проявляющиеся в виде “прострелов” , экспонирующих фотоматериал.
Большое влияние на качество фотоформ оказывает тип конструкции аппарата. ФНА, выполненные по схеме "внутренний барабан", обеспечивают повторяемость 5-10 мкм. Этот параметр, как правило, указывается только для режима экспонирования максимального для данного ФНА формата. Если на барабан ФНА экспонируются без продвижки пленки несколько фотоформ для различных красок одного задания, то величина повторяемости для этого случая в технической документации не оговаривается и может быть существенно хуже. Этот эффект связан с систематической погрешностью перемещения оптической системы. Вдоль геометрической оси барабана, внутри которого находится неподвижная пленка (см. рис..1C), во время экспонирования медленно движется оптическая сканирующая система, состоящая из лазера и вращающегося с большой скоростью (порядка 40 000-80 000 об./мин) зеркального или призматического дефлектора. Этим определены два направления сканирования - быстрое и медленное. Прямая линия, нарисованная в направлении медленного сканирования (поперек пленки), на исправном оборудовании имеет минимальную (менее 1 мкм) кривизну. Это контролируется оптическим датчиком начала строки сканирования системой регулирования электропривода дефлектора. Кривизна линии, нарисованной в направлении быстрого сканирования, не контролируется и зависит только от качества оптической системы и ее настройки. В идеальном случае луч лазера, ось вращения зеркала и геометрическая ось барабана совпадают, зеркало имеет идеальную поверхность и повернуто точно на 45 градусов относительно геометрической оси барабана. На практике линия в направлении быстрого сканирования может иметь кривизну различной формы с амплитудой отклонения до 50 мкм, причем даже на новом оборудовании.
При полноформатном экспонировании несовмещение отсутствует, т. к. геометрические искажения всех фотоформ одинаковы, повторяемы с регламентированной точностью и накладываются друг на друга. Когда фотоформы различных красок одного задания экспонируются в разных местах барабана (Рис. 2) фотоформы имеют различные геометрические искажения, что приводит к их несовмещению на существенно большие значения, чем предусмотренные изготовителем оборудования.
Типовая рекомендация изготовителей ФНА - экспонирование цветоделенных фотоформ непосредственно друг за другом, на одном и том же месте барабана ФНА, что гарантируют паспортные характеристики повторяемости большинства барабанных фотонаборных автоматов. Этот режим достигается выключением всех функций автоматического размещения страниц на пленке и использованием программ электронного монтажа и спуска полос. При этом выполняются все условия совмещения с паспортной точностью, т. к. фотоформы для всех красок каждого задания всегда экспонируются на одном месте барабана.
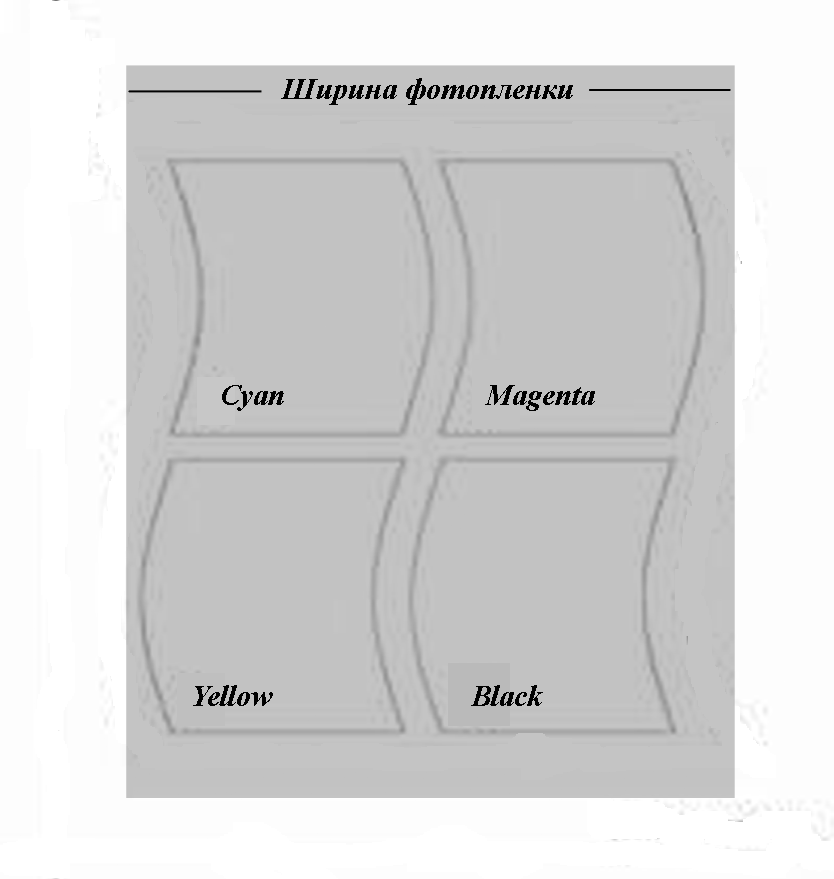
Рис. 2
ФНА конструкции "внешний барабан" (Рис. 1B) обеспечивают повторяемость, сравнимую с предыдущей конструкцией. В этих аппаратах экспонирование происходит на пленку, закрепленную вакуумом или сшивками и специальной лентой на внешней поверхности барабана. Во время экспонирования вдоль вращающегося барабана на небольшом расстоянии от него движется оптическая система. Основной источник искажений - механические биения барабана, вызванные неточностью изготовления деталей, их износом и т. д. ФНА конструкции "внешний барабан" не позволяют увеличить скорость врвщения барабана более 3000 об/мин из-за действия центробежных сил на пленку. Для получения достаточной производительности при ограниченной скорости вращения барабана используется многострочный или блочный принцип записи, что приводит к появлению дополнительных ошибок.
ФНА ролевого типа (Рис. 1A) по сравнению с барабанными имеют ряд принципиальных отличий, существенно ухудшающих повторяемость и совмещение фотоформ. Эти особенности - экспонирование на подвижную пленку и разница в длине оптического пути от развертывающего зеркала до различных участков пленки. Для таких ФНА характерны геометрические искажения как вдоль, так и поперек пленки. В ФНА ролевого типа направления быстрого и медленного сканирования меняются местами относительно пленки. Направлением медленного сканирования здесь является направление протяжки пленки, неравномерность которой может возникать по нескольким причинам. Одна из них - не идеальная точность изготовления валов протяжки, приводящая к эксцентриситету. При постоянной угловой скорости валов, линейная скорость на их поверхности меняется синусоидально с периодом, равным периоду вращения ведущего вала. Соответственно, частота линий сканирования пленки лазерным лучом меняется по тому же закону, приводя к геометрическим искажениям изображения. В Linotronic 330 и выше компании Linotype-Hell проблема решается так: поскольку ошибка повторяется циклически, нужно выводить каждый цвет комплекта фотоформ, начиная с одного и того же положения ведущего вала. Для этого требуется включить Color Separation Mode (по умолчанию установлен Black&White Mode). Хотя недостаток данного подхода - повышенный расход пленки (дополнительно до 20 см на каждый цвет), он помогает получить фотоформы с хорошим совмещением.
Неравномерность при протяжке пленки также может возникать из-за ее проскальзывания по ведущему валу. При том, что в некоторых ФНА, например серии Linotronic, механизм протяжки оснащен рядом технических решений, которые обеспечивают постоянное натяжение, проблема проскальзывания существует, и ее надо учитывать. Наибольший вклад в проскальзывание пленки вносят приемная и подающая кассеты. Чем меньше пленки в подающей кассете и чем больше в приемной, тем проскальзывание сильнее (уменьшается диаметр роля пленки, увеличивается угловая скорость его вращения и, соответственно, прикладываемое усилие). По мере заполнения приемной кассеты усилие, необходимое на укладку пленки, возрастает, т. к. приемная кассета, как правило, не имеет системы подмотки. В аппаратах с контролем натяжения после 15-минутного перерыва в работе (и более длительного) нужно промотать 15-20 см пленки для выравнивания натяжения.
Большие ошибки по повторяемости возникают при выводе комплекта цветоделенных форм, если он не умещается на оставшийся в подающей кассете метраж. Замена в процессе вывода на новый рулон приводит к резкому изменению нагрузки на механизм протяжки, что влечет за собой несовмещение фотоформ. Серьезные работы рекомендуется выводить в пустую приемную кассету и не рекомендуется сразу после загрузки пленки в ФНА. Аппарату необходимо промотать до двух метров пленки, чтобы окончательно закончить процесс ее выравнивания по валам после загрузки.
Искажения в направлении быстрого сканирования (поперек пленки) возникают вследствие разной длины оптического пути лазерного луча от центра к краю формата экспонирования и изменения апертурного угла.. В ФНА хорошего класса вносимые геометрические искажения не превышают нескольких микрометров благодаря используемым схемам оптической и электронной (программной) коррекции. Искажения в направлении быстрого сканирования практически идеально повторяемы и, в случае достаточно большой их величины, по аналогии с барабанными ФНА, все краски комплекта фотоформ нужно размещать в одном и том же месте относительно краев пленки (например по центру).
Несовмещение - сложное, комплексное явление, далеко не всегда являющееся следствием неисправности ФНА или его технических ограничений. Опыт работы показывает, что при правильном использовании всех технических возможностей на ролевом фотонаборном автомате вполне реально производство хороших фотоформ с линиатурой до 150 - 175 lpi. ФНА барабанного типа, при учете вышесказанного, обеспечивают совмещение, достаточное для изготовления фотоформ с линиатурой до 300 lpi.
Разрешение и линиатура
Линиатура - базовая величина для определения требуемого качества печати. Распространенными значениями линиатуры являются:
75-110 lpi для газетной печати;
150 lpi для качественной черно-белой печати и простых полноцветных работ;
175-200 lpi для качественной полноцветной печати.
Значения линиатур качественной печати базируются на свойствах человеческого глаза. Большинство людей перестают замечать растровую структуру черно-белого изображения начиная с линиатуры 150 lpi. При полноцветной печати информация передается не отдельными точками, а растровыми розетками, линиатура которых ниже линиатуры растра составляющих ее цветов. Визуальная линиатура полноцветной печати 150 lpi достигается, когда линиатура растров составляющих цветов примерно равна 175 lpi. Линиатура газетной печати, как правило, ограничивается возможностями печатного оборудования. В ряде случаев соотношения могут быть иными. Так, например, стохастическое растрирование, изначально предназначавшееся для высококачественной печати, получило преимущественное распространение при выпуске газетной продукции. При размере точки 30-40 мкм, стабильно передающейся при газетной печати, визуальное качество существенно выше по сравнению с традиционным растром из-за отсутствия растровой структуры изображения.
Некоторые новые методы растрирования, например Megadot от Heidelberg, при печати линиатурой 150 lpi позволяют получить визуальное качество сравнимое с качеством печати обычным растром 175 lpi (т.е. в связи с заметной подавленностью растровой структуры отсутствует визуальный эффект понижения линиатуры при цветной печати). При этом, в отличие от стохастики, Megadot является обычным растром, не вызывающим проблем при перекопировке и печати. Высокая линиатура не всегда улучшает качество печати. При превышении некоторого порога, определяемого возможностями оборудования, качество может заметно снизиться. Разрешение и максимальная линиатура печати с 256 значениями относительной площади связаны соотношением: lpi = dpi/16, что для случая линиатуры 200 lpi, которая покрывает почти все потребности качественной печати, необходимо разрешение 3200 dpi.
Некоторые современные растровые процессоры, работающие с PostScript 3 допускают использование до 4096 значений относительной площади, при котором соотношение линиатуры и разрешающей способности lpi = dpi/64 и соответственно для линиатуры 200 lpi требуется разрешение 12 800 dpi.
Существует другой способ улучшения качества растрового изображения (в основном этого требуют градиентные переходы), применяемый в некоторых растровых процессорах - добавление псевдослучайного сигнала ("dithering technic"). В растровом процессоре Delta Technology, например, используется 12-битная (4096 уровней) расчетная матрица растровой точки, и даже в случае 8-битного представления входных данных осуществляются 12-битная обработка и цифровая фильтрация. Форма растровой точки в небольших пределах имеет псевдослучайный характер, что дает визуальное представление большего количества уровней серого, чем есть на самом деле. Такой метод используется, например, в Photoshop для создания градиентов. Его реализация дает приемлемое качество при количестве градаций серого менее 256, и заявляемая некоторыми компаниями высокая максимальная линиатура при относительно невысоком разрешении основывается, как правило, именно на этом.
Широко используется метод ассиметричного разрешения, при котором разрешающая способность системы увеличивается по направлению быстрой развертки (вращение луча лазера) по отношению к разрешению медленной развертки (продвижка оптической системы или пленки). В результате, появляется возможность либо экспонировать заданную линиатуру при более низком разрешении (и соответственно быстрее), либо получить больше чем 256 значений относительной площади, если растровый процессор допускает такой режим. Симметричное разрешение 2540 dpi позволяет получить максимальную линиатуру растра 150 lpi с 256 значениями площадей. При удвоении разрешения в направлении быстрой развертки (т. е. при разрешении 2540х5080 dpi) можно экспонировать растр с линиатурой до 225 lpi без потери числа значений относительной площади. Скорость экспонирования линиатуры 200 lpi при разрешении 2540х5080 dpi примерно в 1,5 раза выше, чем при симметричном разрещении 3386х3386 dpi.
Асимметричное разрешение позволяет увеличить скорость экспонирования и/или улучшить качество фотоформ. Однако повышать соотношение разрешений более чем вдвое практического смысла не имеет. Это связано с требованием передачи на пленке динамического диапазона, равного, как минимум, 2-98% растровой точки. Так, при экспонировании с линиатурой 300 lpi при разрешении 1270 dpi при соответствующем увеличении разрешения в направлении вращения лазера в барабанном ФНА для обеспечения 256 значений площади тоновый диапазон составит 5-95%, что не соответствует требованиям качественной печати, тем более для такой высокой линиатуры. Это определяется размером пятна лазера, который для разрешения 1270 dpi составляет 20-25 мкм. Взаимное перекрытие пятен лазера при асимметричном разрешении (при удвоении разрешения - до 50%) накладывает определенные требования на размер пятна и закон распределения энергии по его площади (жесткость).