

Результаты экспериментов.
Конструкция отливки- пробы для исследования деформационных свойств формы построена по схеме затруднения усадки отливки конкретной опорной поверхностью. В этом случае один конец закрепляется в захватах, а другой имеет выступы в форме. Конструкция установки позволяет проводить измерение перемещения опорных частей отливки, которые внедряются в форму. Конец отливки, который помещается в захватах, условно неподвижен, хотя допускает перемещение для измерения усилия, развиваемого при усадке образца.
Экспериментальная установка, выполненная по описанной схеме, позволяет фиксировать перемещение опорной границы раздела отливка-форма и усилие, возникающее в отливке.
Конструкция установки позволяет проводить измерение перемещения опорных частей отливки, которые внедряются в форму. Конец отливки который помещается в захватах условно неподвижен, хотя допускает перемещение, для измерения усилия, развиваемого при усадке образца.
Экспериментальная установка, выполненная по описанной схеме позволяет фиксировать перемещение опорной границы раздела отливка-форма и усилие возникающее в отливке. На рис представлен график перевода фиксируемого перемещения в величину развиваемого усилия.
Расшифровка компьютерных записей датчиков перемещения показала ход перемещения конца отливки с упорными частями. На этой основе построена кинетика реализованной усадки от времени. На рис.4.68 показана экспериментальная кривая действительной усадке в форме из песчано-глинистой смеси.
Результаты моделирования деформаций.
Одновременно выполняется компьютерное моделирование напряженно-деформированного состояния силового взаимодействия между отливкой и формой. В результате моделирования также определяется перемещение опорной границы раздела отливка-форма и усилие в отливке.
Одной из целей моделирования является определение упругих свойств формы. Упругие свойства формы зависят от множества факторов, в простейшем случае, от плотности. В модели деформации отливки в условиях опорной стенки присутствует изменения величины упругости. В данном случае задается величина упругости и ее зависимость от плотности, которая увеличивается при внедрении опорной стенки в форму.
Набор этих зависимостей, среди которых следует найти близкую к достоверной величине представлен на рис.4.69.
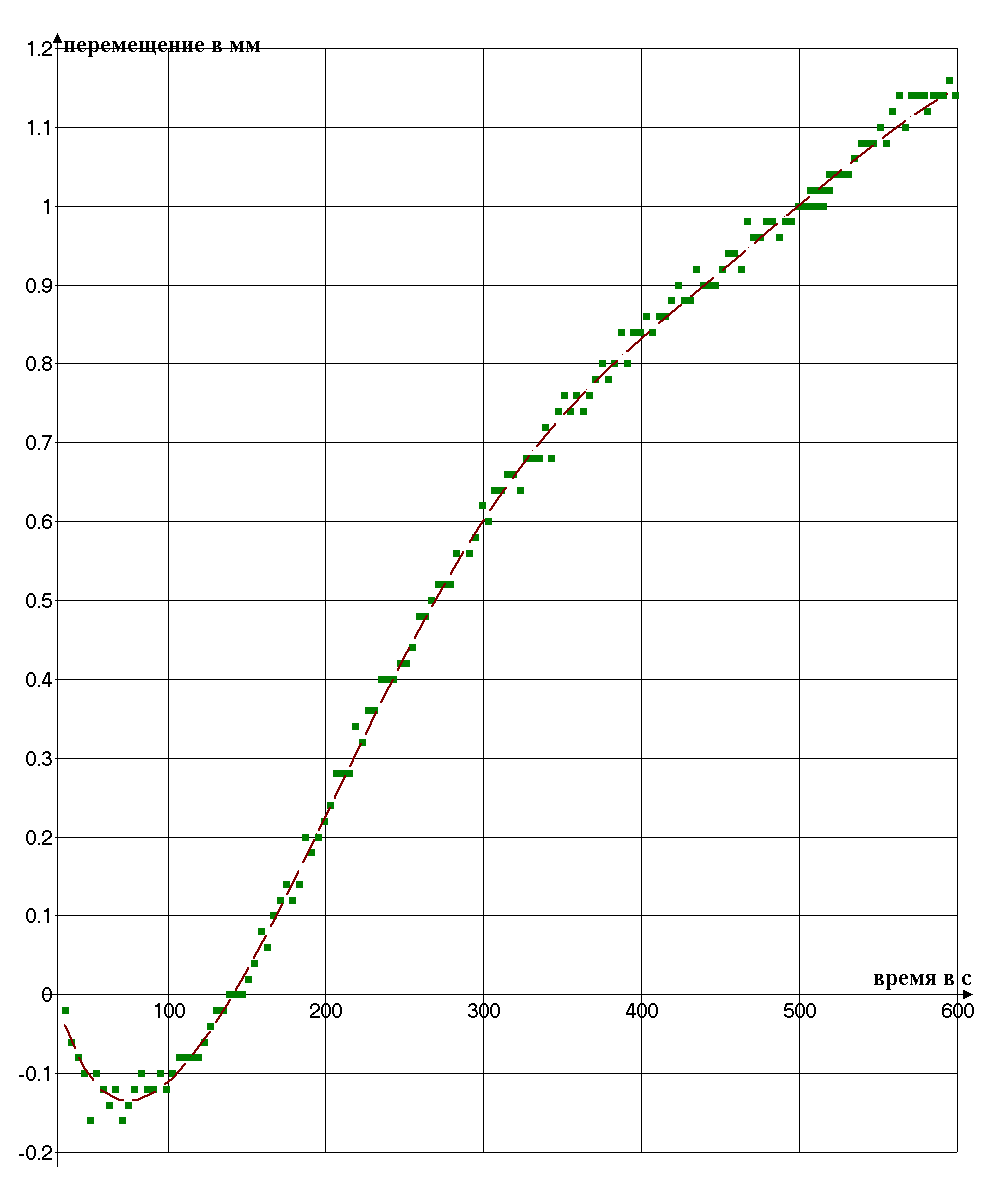
Рис.4.68. Действительная усадка отливки в форме из песчано-глинистой смеси.
Р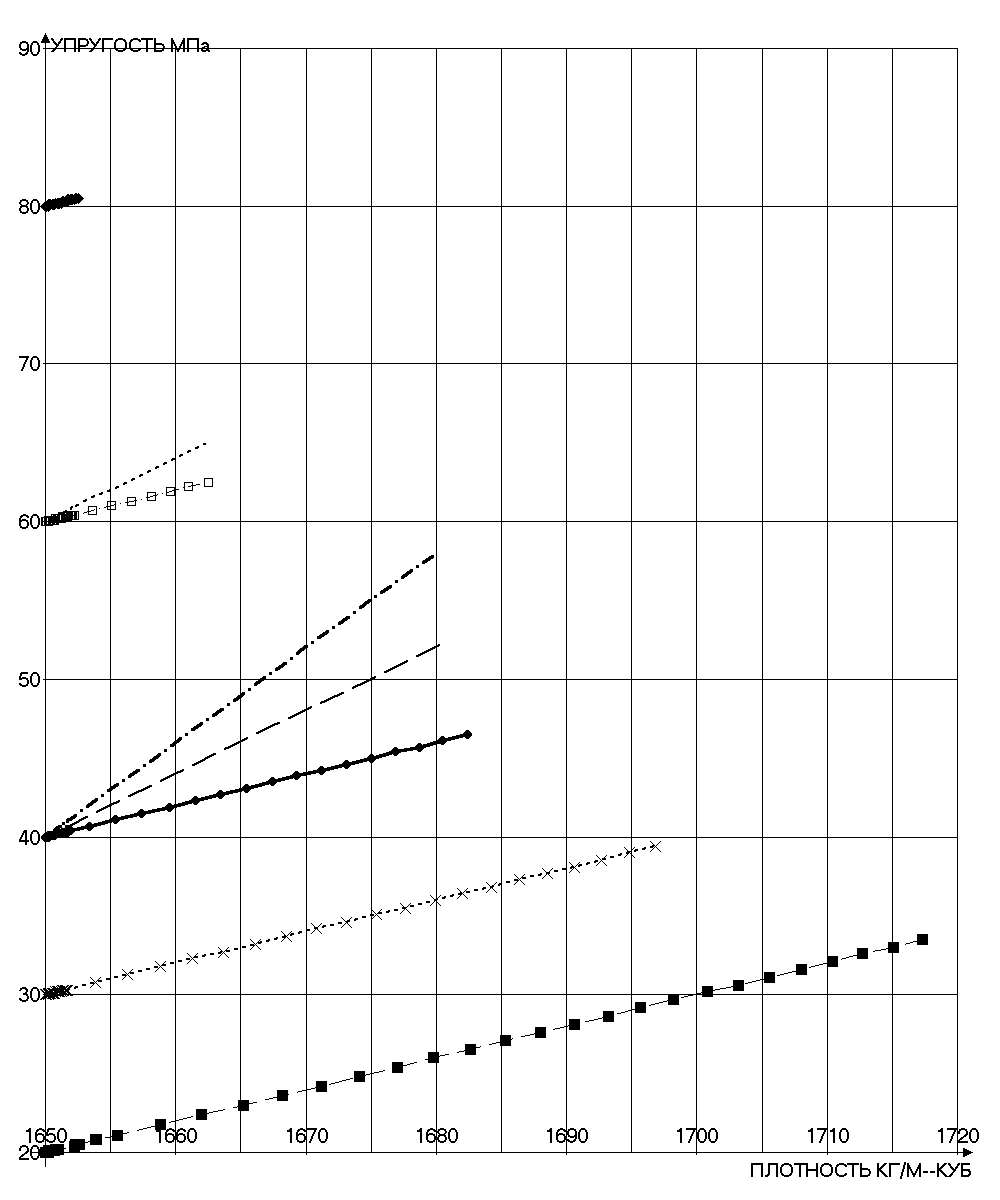 ис.4.69.
Набор задаваемых зависимостей упругости
от плотности формы.
ис.4.69.
Набор задаваемых зависимостей упругости
от плотности формы.
Перемещение границы металл – форма во времени рассчитывается по описанной выше модели, где на каждом шаге повремени, отыскивается баланс усилий и деформаций, которые развиваются при силовом взаимодействии между отливкой и формой. Распечатываются только результаты поиска баланса усилий и деформаций. В результате на каждом шаге по времени, имеем значения напряжений, перемещений, температуры, упругости металла отливки, плотности и упругости формы.
Для набора заданных упругостей формы рассчитали кинетику усадки отливки и результаты представили на рис. в тех же обозначениях.
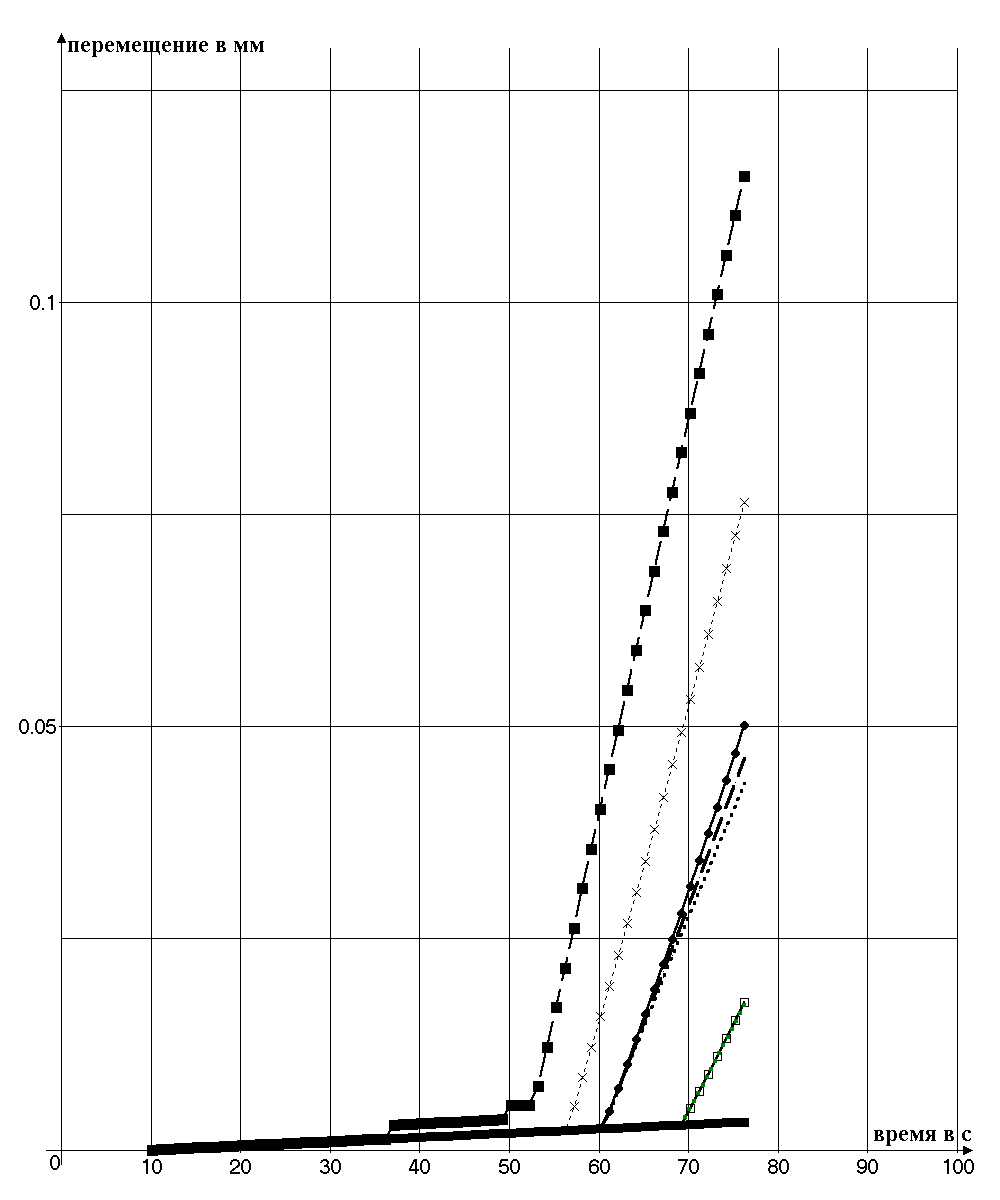
Рис.4.70 Перемещение границы металл – форма во времени для различных упругостей формы.
Изменение напряжений в отливке от времени изменяются как показано на рисунке 4.71.
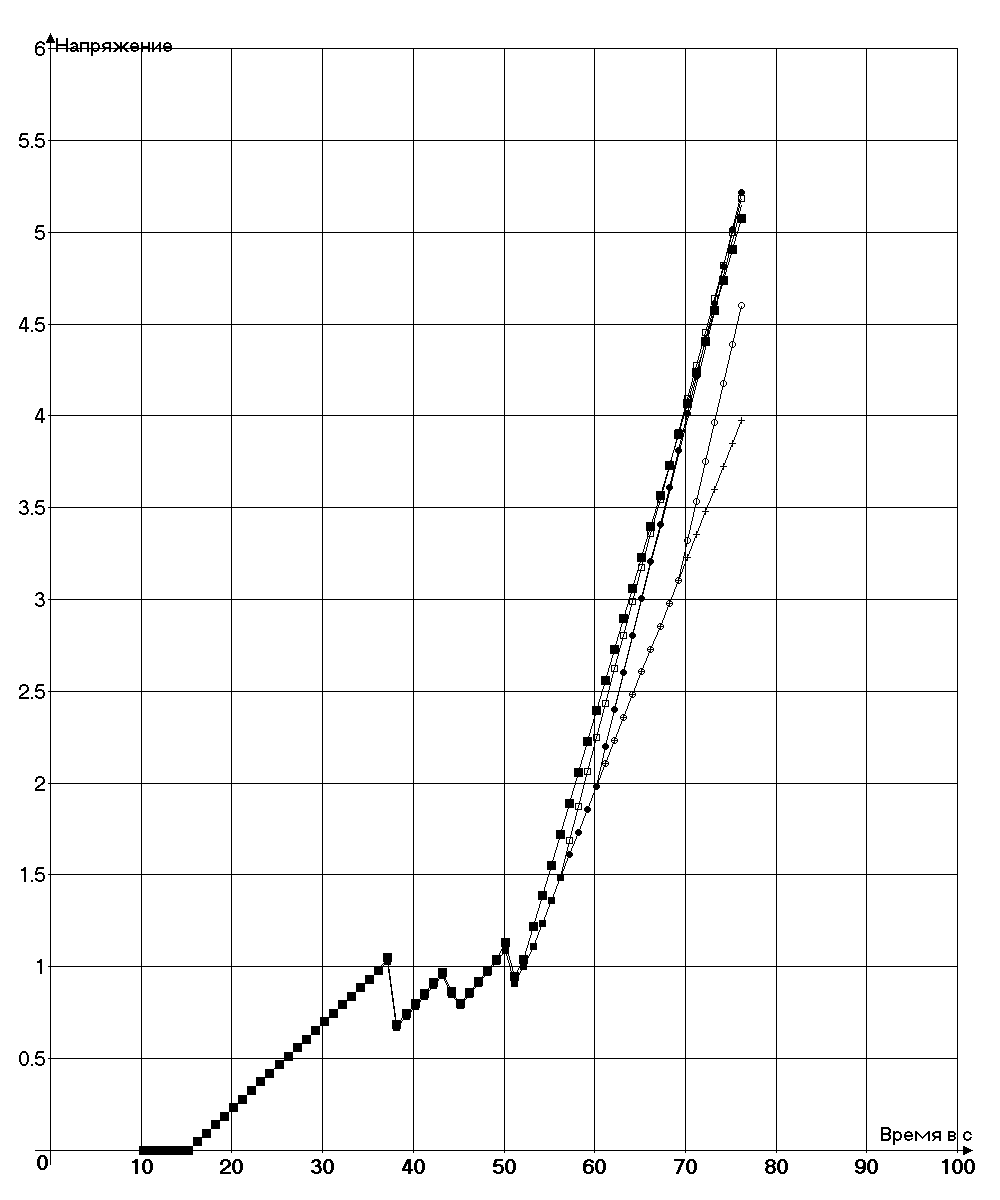
Рис.4.71. Усилие в отливке от времени.
Изменение напряжений в форме от времени изменяются, как показано на рисунке 4.72.
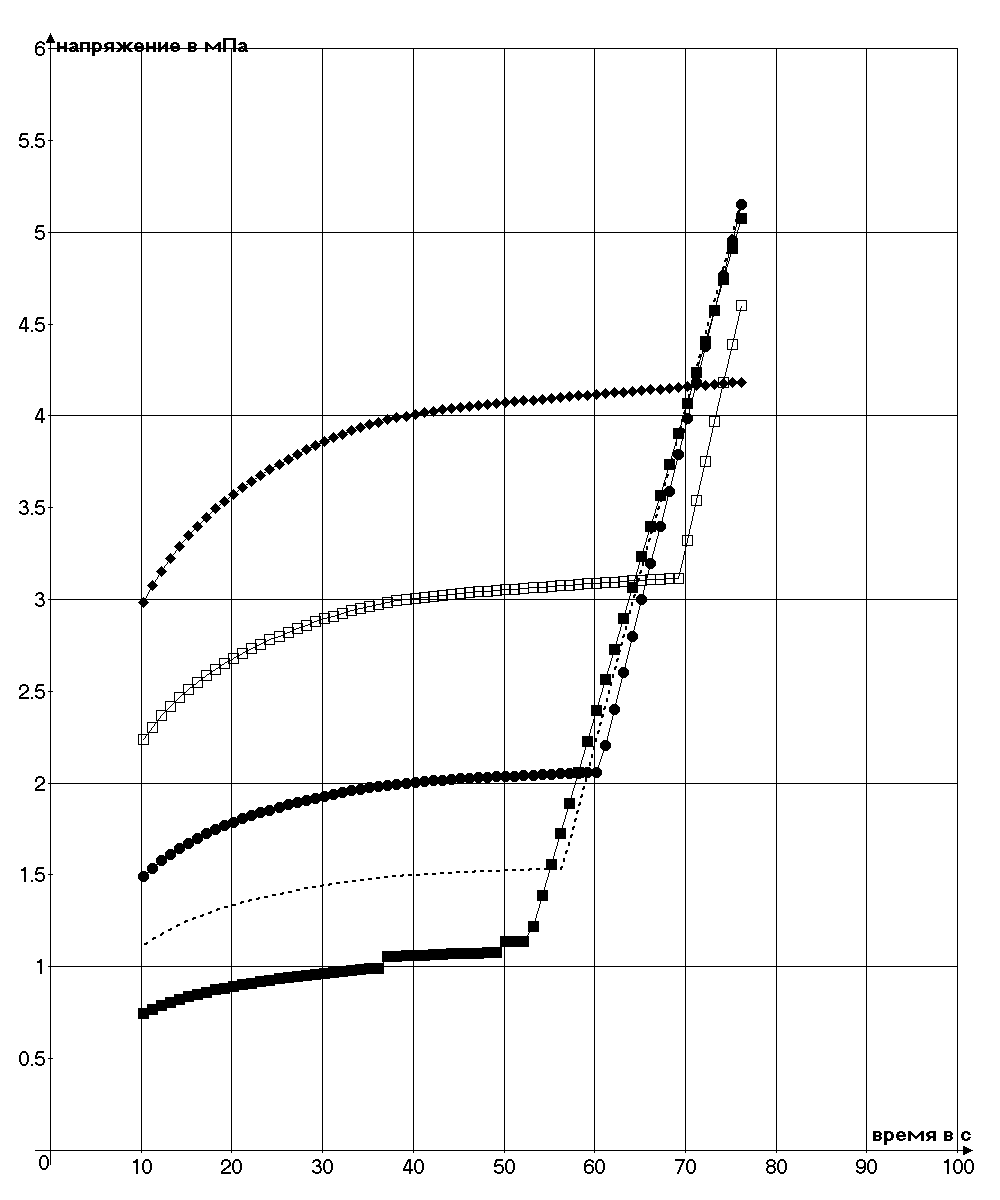
Рис.4.72. Напряжение в форме от времени.
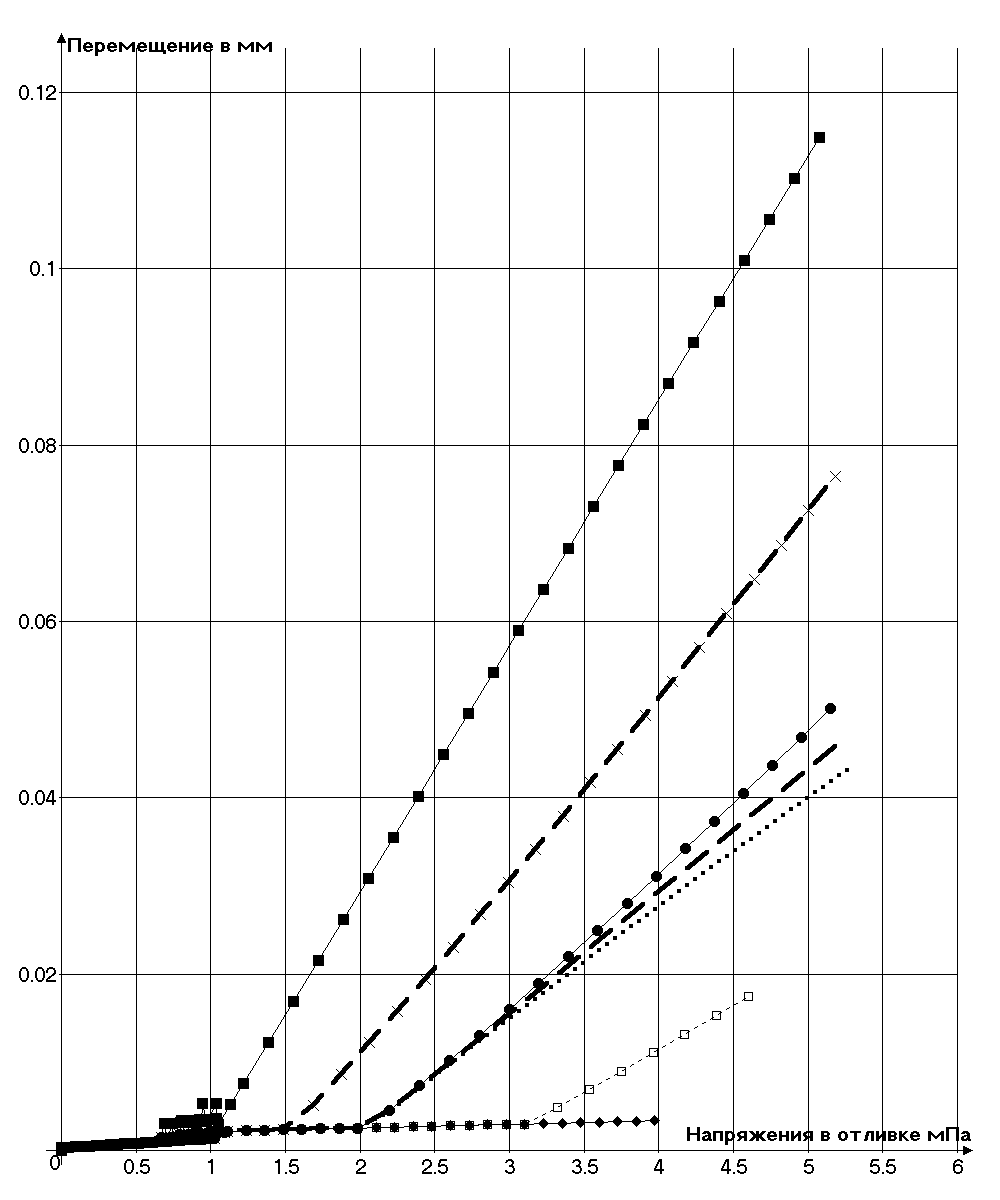
Рис.4.73. Перемещение границ раздела от напряжений в отливке.
Сличение результатов моделирования и экспериментов позволяет определять неизвестные величины деформационных свойств формы в зависимости от времени, величины усилия, плотности формы и температуры. Сличение результатов показано на рис.4.74, где имеет близкое соответствие расчетов и экспериментов без учета предусадочного расширения при упругости формы 40 МПа.
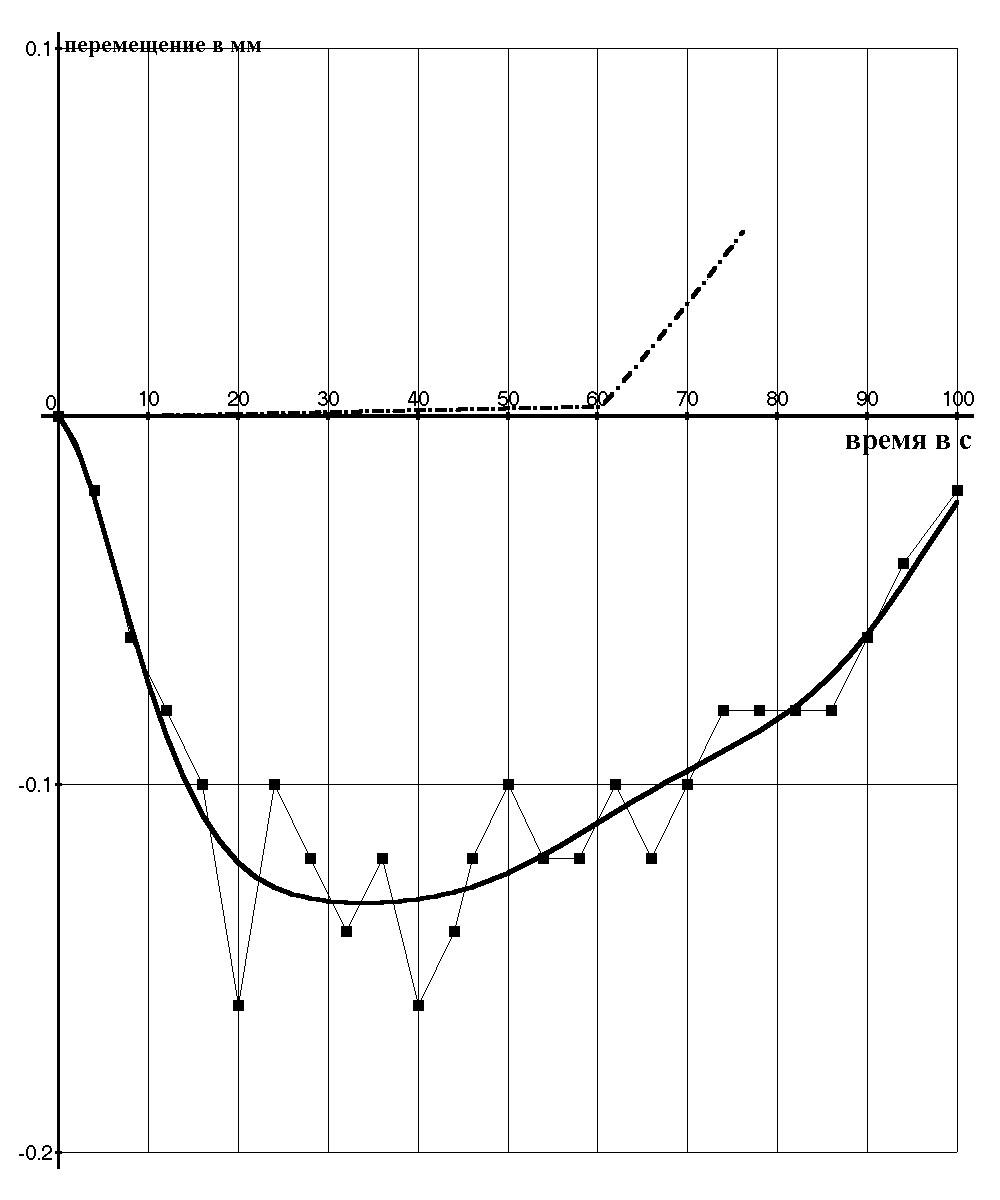
Рис.4.74. Расчётная и экспериментальная усадка отливки.
Полученные взаимосвязи необходимы для использования в рабочей программе для моделирования напряженно-деформированного состояния реальных отливок.