

1.2.1. Установка для моделирования затвердевания отливок сложной конфигурации.
Исследование процесса затвердевания отливок сложной конфигурации всегда представляло значительный интерес. Самое эффективное исследование – непосредственное наблюдение за процессом затвердеванием. Эта возможность реализована с помощью специальной установки. Условия моделирования затвердевания стали в песчаной формы соблюдаются при затвердевании парафина в деревянной форме. Однако просмотр непосредственного процесса невозможен без специальных обогреваемых поверхностей.
Для реализаций этих условий форма с двух сторон закрывается стеклопакетами, внутри которых протекает подогретая вода. Температура подогреваемой воды равна температуре затвердевания парафина. В результате на стеклах затвердевания парафина не происходит. Таким образом можно наблюдать весь процесс затвердевания на деревянных поверхностях.
Для удобства фотографирования с противоположной стороны устанавливается лампочка для подсветки.
Натуральные фотографии представлены ниже. Здесь хорошо видны сложные явления процесса затвердевания.
Рис.1.4. Схема термостата для постоянного подогрева стекол для просмотра процесса затвердевания. 1-обогреваемый стеклопакет; 2-деревянная модель.
Рис.1.5. 4 мин. после заливки.
Рис.1.6. 10мин. после заливки.

Рис.1.7. 15мин. после заливки.
Рис.1.8. 20мин. после заливки.
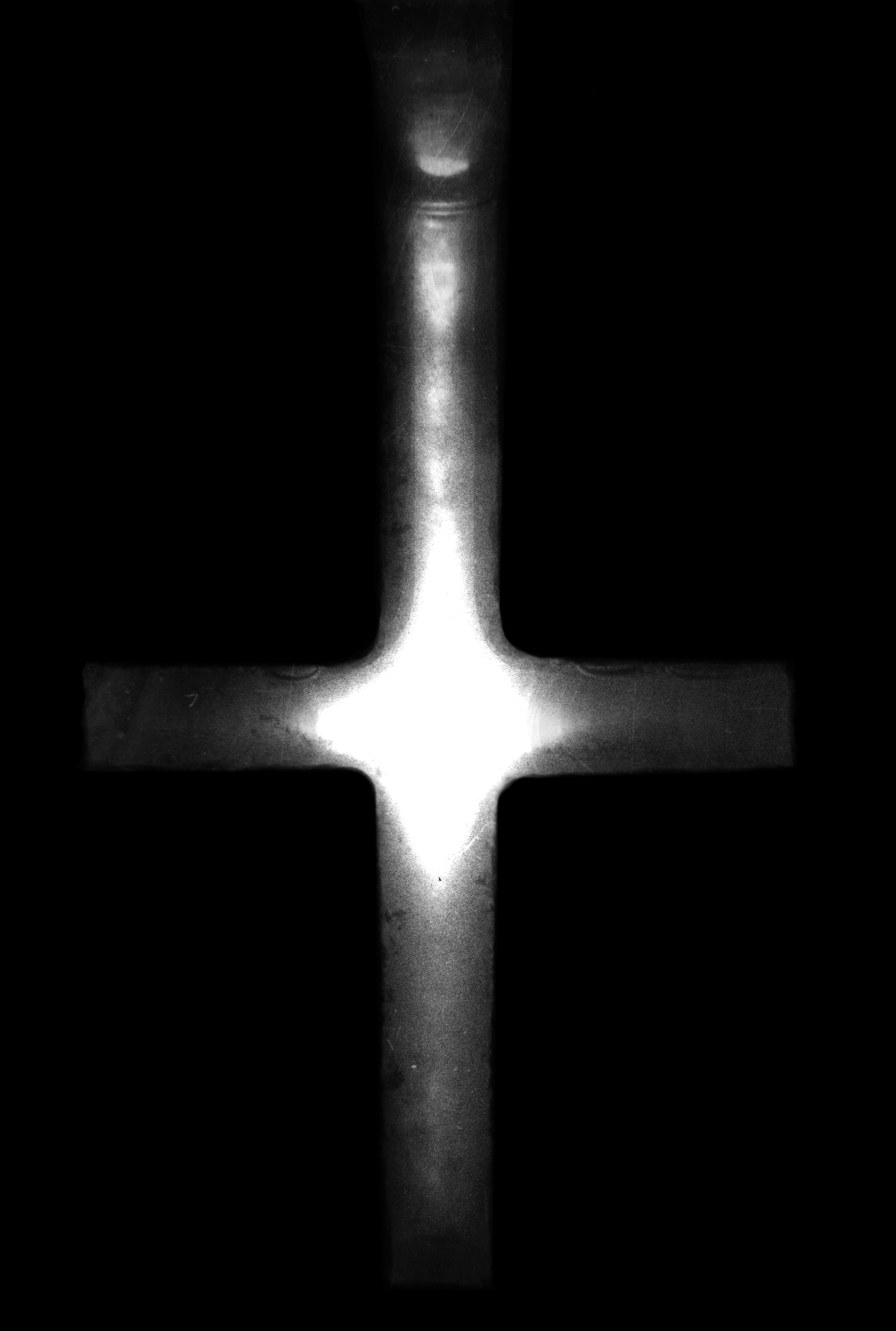
Рис.1.9. 40мин. после заливки.
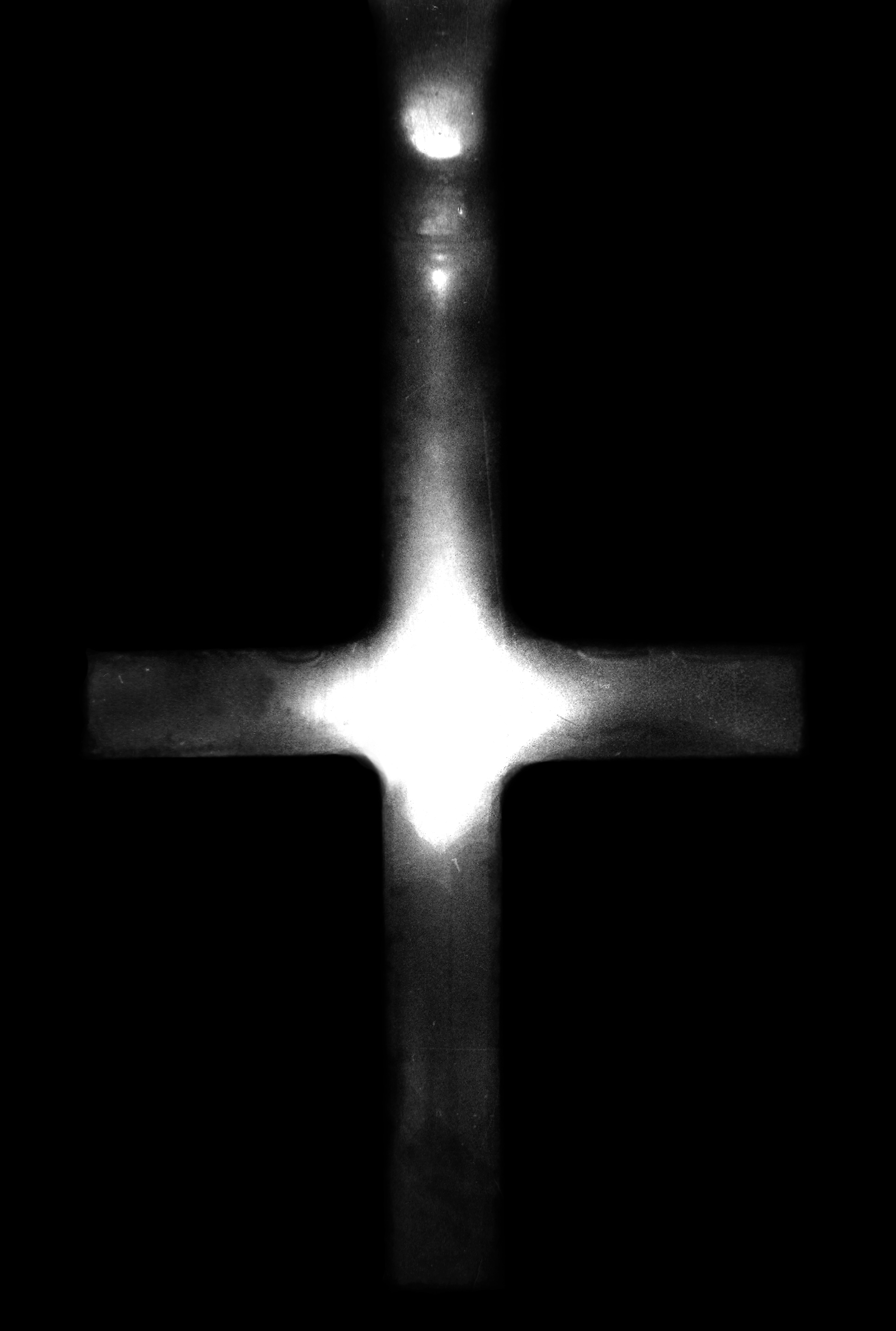
Рис.1.10. 40мин. после заливки.
1.2.2. Установка для моделирования гидравлических и тепловых процессов. Выбор материала формы и конструкции установки.
Дерево обладает свойствами, которое моделирует свойства песчаной формы. Исходя из этого, опыты проводились именно с этим материалом. Восемь прямоугольных листов фанеры, составленных в одну стопку и стянутых между собой выполняют роль формы. В каждом листе выпилен профиль исследуемой отливки. В первом листе также выпилен литник, а в четырех средних - прибыли с каналами для отвода воздуха. Вся модель формы помещается на установку так, что перед первым и за последним листом фанеры устанавливаются стекла для визуального наблюдения за происходящими процессами во время заливки и затвердевания.
Выбор моделирующего материала для стали.
Парафин отвечает всем требованиям моделирования литейного материала. В жидком, т.е. расплавленном состоянии он прозрачен. Это дает нам возможность наблюдать, как металл попадает в форму, как заполняет ее. При переходе из жидкого в твердое состояние парафин мутнеет, и нам представляется картина постепенного затвердевания. Подсвечивая сзади модель, мы четко будем наблюдать границу между твердой и жидкой фазой вещества. Жидкость пропускает гораздо больше света, нежели твердое вещество, и на переднем плане мы увидим, в каком месте отливка начала затвердевать, что будет выражено потемнением этого места.
Через определенные промежутки времени картина затвердевания меняется, что с помощью фотоаппарата фиксируется на фотопленку. Из полученных фотографий мы сможем составить и наглядно продемонстрировать процесс затвердевания, объясняя те или иные явления.
Металл, попадающий в полость формы при заливке, нагревает форму. Сложные потоки металла, заполняющие полость формы по-разному выполняют разогрев формы. Выявить это различие - главная цель разработки установки, где моделирующий материал выявлял бы гидродинамические явления и одновременно моделировал теплопередачу между металлом и формой. Одновременно необходимо иметь доступ для визуального наблюдения процессов, удобство сборки, разборки и перенастройки.
Уже отмечено то, что, установка состоит из восьми фанерных листов, которые сжимаются между собой. После окончания опытов обеспечивается тем самым легкость разборки установки, чистки ее и сборки для проведения ряда опытов, что обеспечивает наибольшую чистоту эксперимента. Существует возможность изменить положение литниковой системы, располагая фанерный лист с нею в любое место модели формы. Кроме того, перед заливкой, стекла, которые устанавливается на модель, прогреваются до температуры плавления парафина. В противном случае на стекле образуется тонкая стенка застывшего парафина, что затрудняет наблюдение за происходящим.