

4.3. Предупреждение образования горячих трещин при проектировании технологии изготовления отливок.
4.3.1. Механизм образования напряжений в отливке.
Деформационные процессы обусловлены сложным силовым взаимодействием отливки и формы и взаимодействием одних частей отливки с другими. Сложность их изучения связана с тем, что геометрическая индивидуальность отливок имеет очень большое разнообразие, а свойства материала отливки и формы изменяются от температуры и от степени деформаций.
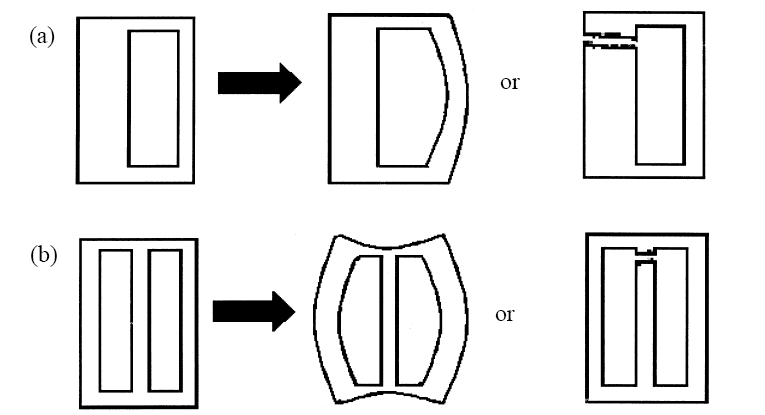
рис.4.18. (а)Схема искажения формы отливки толстой/тонкой секций из-за возникающих напряжений при наличии стержня
(b)Схема искажения секции отливки из-за возникновения термических напряжений.
Если представить себе, что сопротивление усадки стержням нулевое или бесконечное, то отливка имела бы предсказуемый размер и правильную форму в обоих случаях.
Если бы отливки не подвергались бы никакому сопротивлению усадке со стороны формы, они бы испытывали термическое сопротивление усадки в результате неравномерного охлаждения. Хорошо известным примером этого эффекта является отливка смешанного профиля, изображенная на рисунке 6а. Поломка обычно происходит в более толстой части. Это может показаться удивительным на первый взгляд. Объяснение такого поведения требует тщательной аргументации. Во-первых, тонкий профиль затвердевает и охлаждается. Его сжатие по длине легко компенсируется более толстым профилем, который просто сжимается под действием сжимающей нагрузки, так как он находится в горячем состоянии и поэтому пластичен, если уже не находится в расплавленном состоянии. Позднее, однако, когда тонкий профиль уже практически закончил сжатие, начинает сжиматься более толстый профиль. Он не может сжать тонкий профиль, который к этому моменту ещё стал твердым и прочным. Таким образом, в толстом профиле возникает напряжение. В зависимости от температуры в нем произойдет пластическое растяжение или горячий надрыв или холодная трещина.
Пример, показанный на рисунке 4.18-б, представляет собой другой обычный вид поломки. Внутренние стенки отливок очень долго остаются горячими, хотя отливка была сконструирована с равными профилями стенок. Это является результатом того, что внутренние профили окружены другими горячими профилями. Аргументы, таким образом, те же, что и для отливки с толстым/тонким профилем, приведенной выше. Внутренние стенки отливки испытывают напряжение на поздней стадии охлаждения. Это напряжение может сохраняться в качестве остаточного напряжения в готовой отливке или может привести к поломке вследствие разрыва или трещины.
При проектировании литейной технологии технолог часто учитывает вероятность образования горячих трещин. Причин образования горячих значительное количество и реально предусмотреть, на интуитивном уровне, только часть причин.
На рис. 4.19 представлена отливка арматуры. Этот тип отливки всегда считался дефектоносным вследствие большого количества переходов стенок от толстых к тонким, сочленением стенок, образующих тепловой узел, наличием стержня, который вызывает значительное сопротивление усадке.
Обеспечение питания из прибыли реализовано через один фланец, на котором предусмотрен значительный припуск на механическую обработку (рис.4.21).
Другие патрубки арматуры подготовлены под сварное соединение и имеют значительный припуск и наружный холодильник, обеспечивающий плотное строение в местах сварного соединения (рис.4.22).
Установка прибыли выполнена на обрабатываемую часть фланца, имеет сложный по конфигурации подприбыльный напуск, шейка на прибыли обеспечивает точность отрезания огнерезкой (рис.4.23).