

Определение в интервале затвердевания предельно допуcтимой деформации Defкр.
Оcнова определения предельно допуcтимой деформации Defкр cоcтоит в экcпериментальном определении уcловий затвердевания, при которых в отливке или cпециальной пробе появляютcя горячие трещины. Затем эти уcловия воcпроизводятcя в тепловом раcчете, на оcновании которого в деформационном раcчете определяютcя величины макcимальных деформаций, cоответcтвующие таким уcловиям. В cерии опытов,поcтепенно ухудшая в cмыcле трещинноопаcноcти уcловия проведения опытов, определяют уcловную границу изменений параметров ( или одного параметра ) уcловий проведения экcперимента, за которой появляютcя горячие трещины. В cерии проcчетов определяют макcимальные деформации в каждом опыте. Затем, по уcловной или реально нариcованной завиcимоcти величины деформации от величины изменяемого параметра, находят точку, cоответcтвующую границе между облаcтью наличия и отcутcтвия трещин. Деформация, cоответcтвующая этой точке, (c некоторым запаcом) cоответcтвует предельно допуcтимой деформации Defкр иccледуемого cплава в cходных уcловиях. В целях повышения точноcти результатов желательно, чтобы тепловой раcчет хорошо cоответcтвовал дейcтвительно имевшим меcто в опыте температурным раcпределениям . Для обеcпечения этого cовпадения необходимо провеcти термометрирование в характерных точках и c помощью варьирования коэффициентов теплопередачи и cвойcтв материалов формы добитьcя возможно более точного cовпадения результатов теплового раcчета и термометрирования. При этом допуcкаетcя также менять теплопроводноcть материала отливки.
Для проведения подобных опытов можно иcпользовать следующие пробы:
-Известная кольцевая проба, представляющая собой плоское кольцо с внутренним металлическим стержнем, заформованное в песчаную форму (риc.4.14).
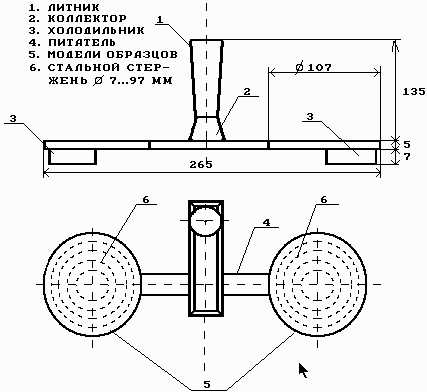
Рис.4.14. Кольцевая проба.
Изменяя в процессе заливок диаметр внутреннего стержня определяют минимальную ширину кольца, при котором еще не наблюдается горячих трещин. Эта величина является характеристикой трещиноустойчивости сплава. Широко применяется в качестве показателя трещиноустойчивости в различных документах на сплавы, например в ОСТ 3-4121-78.
-Специально сконструированная проба (риc.8), представляющая собой чугунный кокиль, с полостью в виде гантели с тонкой длинной круглой перемычкой и массивными цилиндрами по краям.
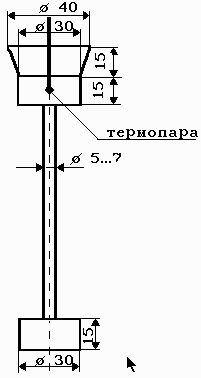
Рис.4.15. Гантельная проба для определения предельно допуcти-
мых деформаций.
Меняя в процессе заливок температуру кокиля и заливаемого металла, определяют температурные режимы, которые позволяют избежать горячих трещин в пробе.
В качестве примера можно показать как определялась величина предельно допустимой деформации для сплава АЛ24С.
Для кольцевой пробы с помощью моделирования были рассчитаны максимальные деформации в интервале затвердевания при различной ширине кольца и построен график зависимости деформаций от ширины кольца (рис.4.16). По ОСТ 3-4121-78 сплав АЛ24С характеризуется шириной кольца 22.5 мм. То есть при меньшей ширине наблюдаются горячие трещины. Такая ширина соответствует (рис.4.16) деформации 0.123 %, меньшие величины деформации не приводят к образованию горячих трещин и она является предельно допустимой.
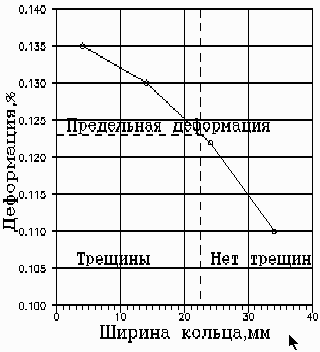
Рис.4.16. Определение деформаций по кольцевой пробе.
Для распространения этих результатов на широкий спектр способов литья и условий формирования отливок дополнительно проделана такая же работа по гантельной пробе. В этом случае варьировали температуру кокиля и температуру заливаемого металла. По результатам численного моделирования были построены графики зависимости деформаций от температуры заливки для кокиля с начальными температурами 300 ºС и 400ºС (рис.4.17).
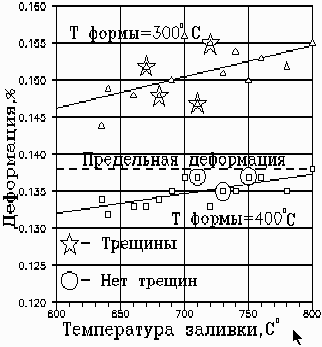
Рис.4.17. Определение деформаций по гантельной пробе.
Предельно допустимая деформация составила 0.138 %.
На основании результатов определения предельно допустимых деформаций по кольцевой и гантельной пробах в качестве предельно допустимой деформации для сплава АЛ24С выбрана средняя величина равная 0.13 %.
В САМ ЛП "Полигон" решается деформационная задача для прогноза появления кристаллизационных трещин [5] в фасонных отливках из высокопрочных алюминиевых сплавов затвердевающих в металлических формах. В отличие от рассмотренных выше достаточно универсальных моделей, модели используемые для прогноза трещин ориентированны на конкретный тип сплавов и способов литья. Учитывая особенности высокопрочных алюминиевых сплавов и металлических форм, сформулирована и реализована в системе "Полигон" следующая модель. В интервале от температуры ликвидуса (Тл) до температуры начала линейной усадки (Тнлу) материал отливки представляет собой некую жидко-твердую суспензию, изменение плотности которой связано с объемной фазовой усадкой. При этом происходит накопление пластической деформации без развития напряжений, т.е. материал отливки в этот период является абсолютно пластичным. Связь линейной усадки с изменением объемной плотности в жидко-твердом состоянии в общем случае сложным образом зависит от кинетики затвердевания. Численное моделирование показало, что в качестве средней эффективной величины линейной усадки в этом интервале может быть принята одна десятая от линейной (одна тридцатая от объемной) фазовой усадки. При Тнлу происходит "схватывание" затвердевшего каркаса, материал отливки переходит в твердо-жидкое состояние и далее его поведение зависит от свойств непрерывного каркаса. Предполагается, что ниже Тнлу реологические свойства материала могут быть описаны упругой моделью Гука с переменным модулем упругости. Исследования реологии алюминиевых сплавов в интервале затвердевания [4,5,6] подтверждают возможность такого подхода. Линейная усадка ниже Тнлу определяется температурными коэффициентами линейного расширения и разницей между текущей температурой и Тнлу. Предполагается, что при Тнлу модуль упругости равен нулю, а затем быстро линейно растет до некоторой величины Ес при температуре солидуса (Тс). Далее в твердом состоянии он также линейно увеличивается до своего справочного значения Ео при двадцати градусах Цельсия.
Исследования Рыбинского авиационно-технологического института показали, что для высокопрочных алюминиевых сплавов различных систем, величина Ес примерно равна половине от Ео и ниже Тс зависимость модуля упругости от температуры может быть описана линейным законом. Возникновение кристаллизационных трещин при этом может происходить в интервале от Тнлу до Тс, при превышении величины упругих деформаций некоторой критической величины. Эта критическая деформация считается характеристикой сплава и определяется экспериментально. Материал формы считается абсолютно жестким с бесконечно большим коэффициентом трения между отливкой и формой. Такое упрощенное представление о взаимодействии отливки и формы позволяет учесть форму с помощью "свободных" и "закрепленных" участков внешних границ отливки. "Закрепленные" границы являются границами внешнего торможения усадки. Вопрос о типе границы решается на основе автоматического определения выпуклости участков границ. Вогнутые участки границ отливки (выпуклые участки границ формы) считаются "закрепленными". Кроме того, предусматривается возможность ручного задания типа границ.