

2.3. Диаграммы затвердевания хромоникелевой стали.
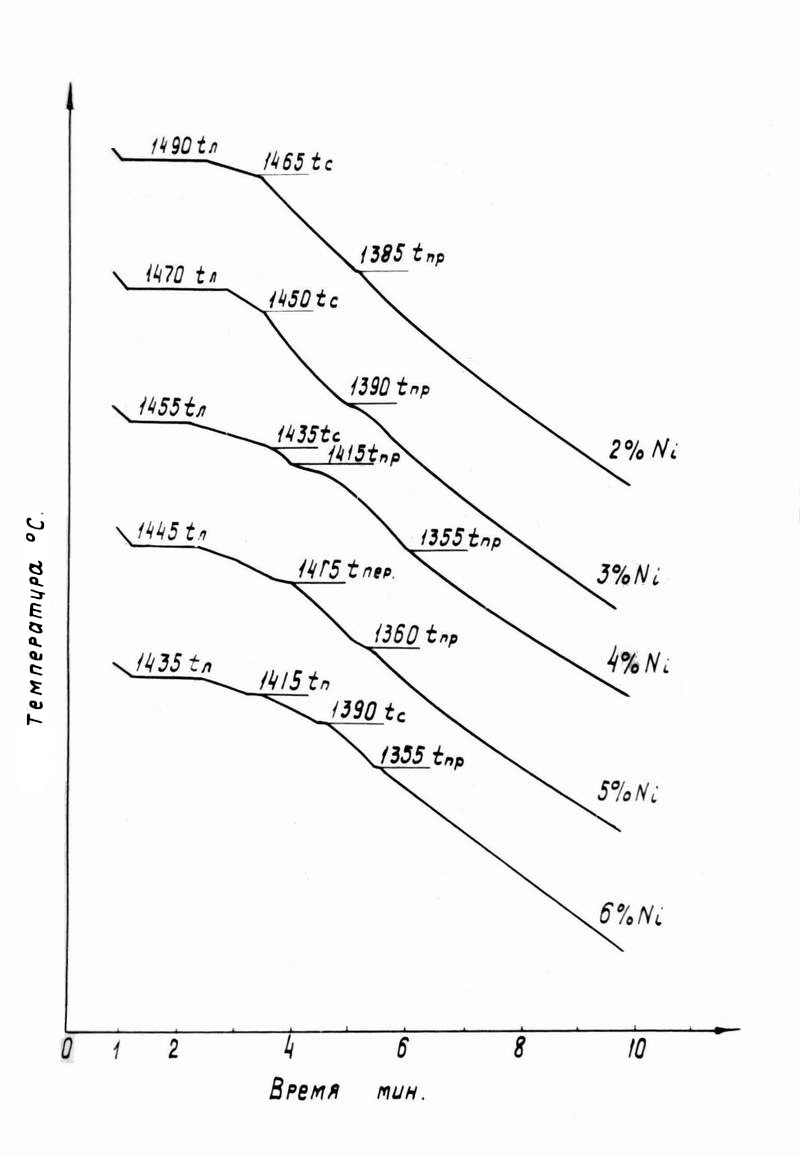
Для исследуемых сталей методом термического анализа были определены границы фазовых состояний при высоких температурах (рис.2.6, 2.7). Согласно полученным результатам, минимальное содержание никеля в стали, при котором имеет место перитектическая реакция, составляет 4,5 – 5,0 %. При 6 % никеля температура перитектической реакции находится в средней части температурного интервала затвердевания. Эта псевдобинарная диаграмма реальных сталей значительно отличается от аналогичного разреза при 18 % равновесной для системы Fe – Cr – Ni, у которой начало перитектической реакции соответствует 13 % никеля. Температуры полиморфного превращения α→γ определялись с помощью термического анализа по габаритам на кривой охлаждения. Температура этого превращения для стали с 3 и 4 % никеля расположена значительно ближе к температуре солидус.
Для исследуемых сталей по температурным
кривым (рис.2.8) были построены кинетические
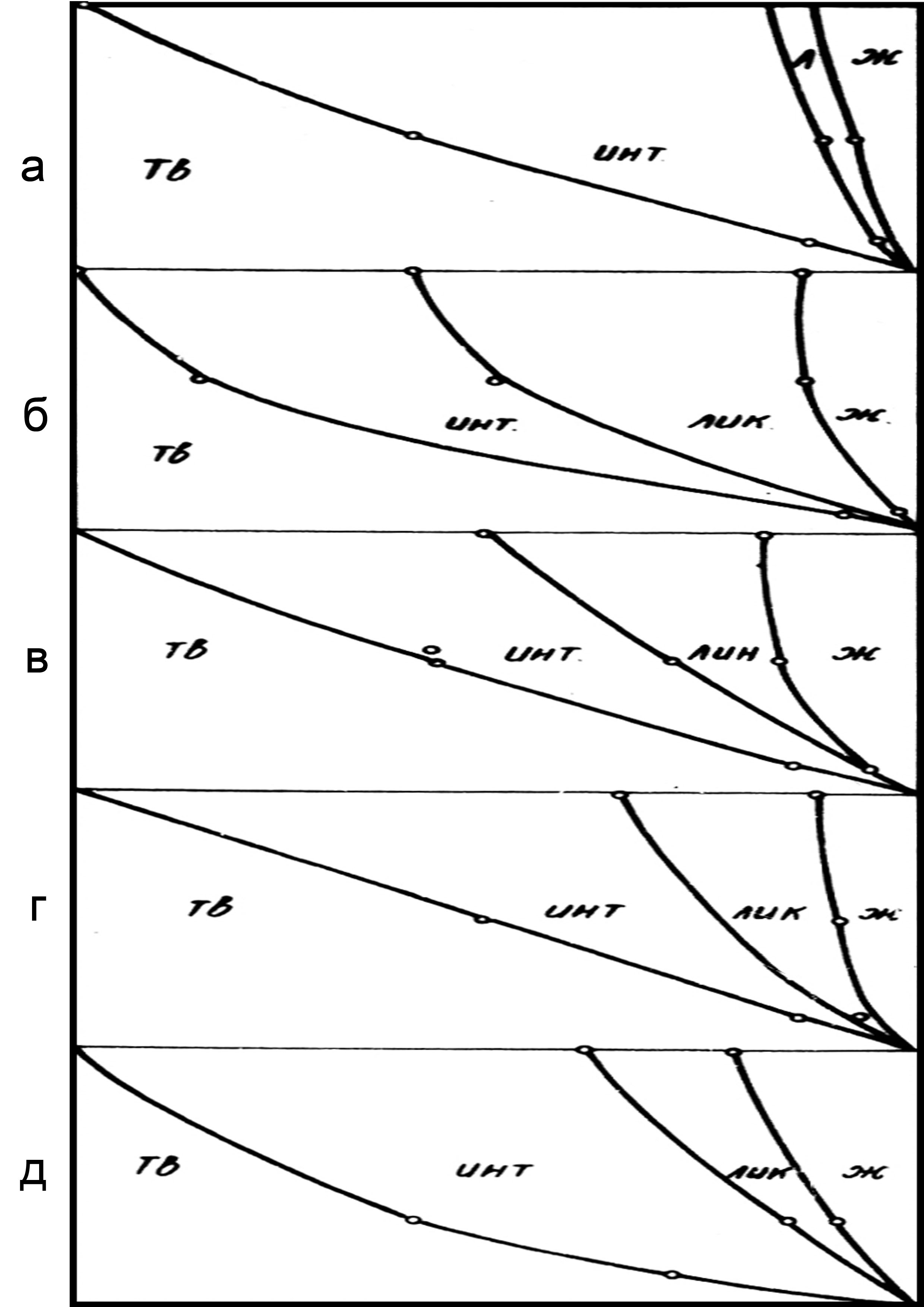
диаграммы затвердевания рис.2.9. Для
стали с 6 % Ni время «стояния» ликвидуса
самое малое, а время прохождения сплавом
интервала между ликвидусом и солидусом
относительно большое. Для сталей с 8 и
11 % никеля время «стояния» ликвидуса
значительно больше и зона затвердевания
соответственно меньше во времени. Такое
различие в кинетике затвердевания
принято оценивать отношением времени
слияния температуры ликвидус в центре
отливки – τл
к общему времени затвердевания – τ∑
в виде
![]() ,
называемое критерием последовательности
затвердевания. В зависимости от содержания
никеля, изменение проходит через минимум
при 6 % Ni (рис.2.10,а).
,
называемое критерием последовательности
затвердевания. В зависимости от содержания
никеля, изменение проходит через минимум
при 6 % Ni (рис.2.10,а).
Кинетическая диаграмма затвердевания, в соответствии с известными теоретическими положениями, должна давать информацию о степени развития зоны столбчатых кристаллитов. Так в момент начала понижения температуры от ликвидуса столбчатые кристаллиты должны прекращать свой рост, и оставшаяся часть жидкости затвердевать с образованием зоны равноосных зерен. Ширина зоны столбчатых кристаллитов, по кинетической диаграмме, должна определяться вертикальным отрезком между поверхностью отливки и изотермой солидус, соответствующей концу «стояния» температуры ликвидус.
В отливках, для которых была определена такая предполагаемая ширина столбчатых кристаллитов, выявлялась действительная ширина зоны столбчатых кристаллитов по макрошлифам. Изменение ширины зоны столбчатых кристаллитов гипотетической и фактической, в зависимости от содержания никеля, для двух температур заливки, представлено на графике (рис.2.10, в).
Время, мин
Рис.2.6. Термические кривые исследуемых хромоникелевых сталей.
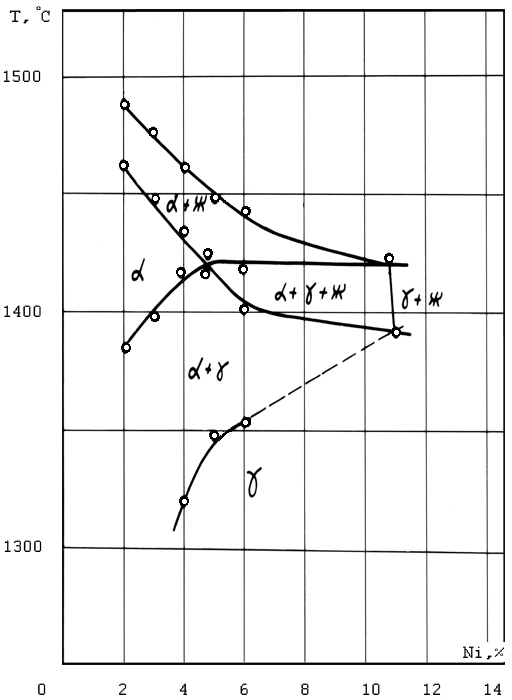
Рис.2.7. Границы фазовых состояний исследуемых сталей при 18 % Cr.
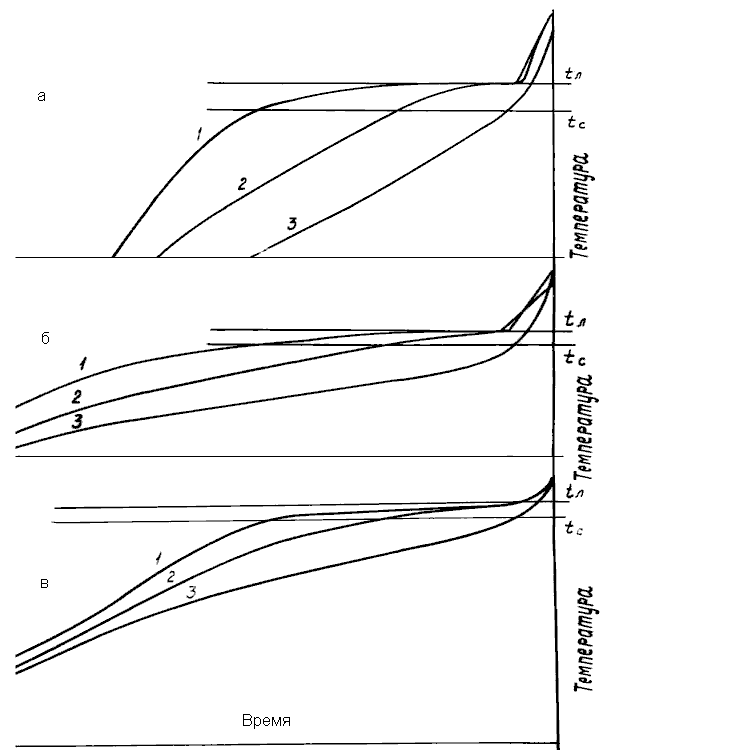
Рис.2.8. Кривые охлаждения в центре отливки – 1, в точке на
половине радиуса – 2 и в точке вблизи поверхности отливки – 3
для составов стали: а – 11 % Ni, 15 % Cr;
б - 11 % Ni, 18 % Cr; в – 6 % Ni, 18 % Cr.
1 Время τ/τзатв 0
Рис.2.9. Кинетические диаграммы продвижения фронта кристаллизации по сечению отливок, составы которых отличаются содержанием Ni и Cr:
а – 6%Ni, 18%Cr; б – 8%Ni,18%Cr; в – 11%Ni,18%Cr;
г – 11%Ni,15%Cr; д – 11%Ni,20%Cr.
Формирование столбчатой структуры в хромоникелевой стали объясняется низкой теплопроводностью этого сплава, для примера: при температуре 500ºС теплопроводность составляет λ=0.225 Вт/(см·К) (Ni=18%,Cr=26%), а у низкоуглеродистой стали λ=0.45 Вт/(см·К). Чем больше значение коэффициента теплопроводности твердой фазы, тем больше отбирается тепла из окружающей среды и тем раньше наступает момент зарождения вторичных ветвей. При меньших значениях теплопроводности позже отбирается тепло от жидкой фазы и тем больше протяженность первичных ветвей дендритов.
Увеличение температуры заливки для составов стали 2 – 4,5% никеля способствует расширению зоны столбчатых кристаллитов, а для составов 4,5 – 11% никеля, наоборот, наблюдается уменьшение ширины этой зоны. Критерий последовательности затвердевания (рис.2.10,а) также изменяется в соответствии с шириной зоны столбчатых кристаллитов. При 9%Ni фактическая зона столбчатых кристаллов превосходит по своей ширине гипотетическую, распространяясь на все сечение отливки.
Наблюдаемый перелом на кривой изменения ширины столбчатой зоны, очевидно, связан с появлением γ – фазы, образующейся при кристаллизации до перитектической реакции в интервале 4,5 – 5,5 % никеля, согласно определенным выше критическим точкам диаграммы состояния.
Сравнивая действительную ширину зоны столбчатых кристаллитов, для стали, кристаллизующейся через α – твердый раствор при 2 – 4 % никеля и стали, кристаллизующейся через γ – твердый раствор при 11 % никеля, можно видеть более широкую зону для стали с 11 %. В последнем случае, очевидно, имеет место прекращение роста столбчатых кристаллитов на более поздней стадии затвердевания. Исследования показали, что ширина зоны столбчатых кристаллитов в значительной мере зависит от степени переохлаждаемости сплава. Например, для сплава железа с 27 % хрома практически не обнаружено склонности к переохлаждению, имея структуру мало чувствительную к температуре заливки, сплав почти всегда имеет столбчатое строение.
Исследования на бронзе с 10% олова показали, что изменение степени переохлаждаемости (интервала метастабильности) резко изменяет протяженность столбчатой зоны. Рост столбчатых кристаллитов продолжается даже при отсутствии температурного перепада в жидкой фазе. Согласно расчету, для бронзы с 10 % олова интервал метастабильности равен примерно 10 градусам. При исследовании сплавов алюминия с добавкой титана в работе установлено, что степень переохлаждаемости зависит от характера диаграммы стояния.
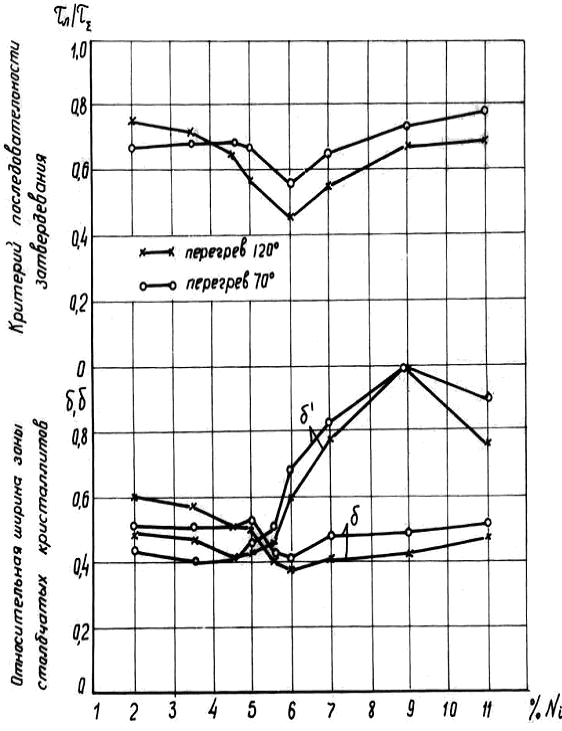
Рис.2.10. Изменение степени последовательности затвердевания
![]() (а) и относительной ширины столбчатых
кристаллитов
(а) и относительной ширины столбчатых
кристаллитов
для реального δ' и гипотетического случая δ.
Таким образом, выявленное экспериментально изменение ширины зоны столбчатых кристаллитов, является, очевидно, следствием различной склонности исследуемых сталей к переохлаждению. Используя общие положения теории формирования строения отливок, процесс структурообразования изучаемой стали при затвердевании можно представить в виде схемы (рис.2.10). Из схемы строения отливки (рис.2.9) видно, что в общем случае, передний фронт области затвердевания не совпадает с изотермой ликвидус, между ними может иметь место значительное расхождение. Ширина слоя переохлажденной жидкости тем больше, чем выше склонность стали к переохлаждению и столбчатые кристаллиты могут продолжать свой рост. Рост кристаллитов прекращается при достижении определенного переохлаждения и выпадения равноосных зерен.
Одновременно, чем в большей степени происходит накопление ликвирующих компонентов в слое концентрационного уплотнения, тем на более ранней стадии затвердевания произойдет прекращение роста столбчатых кристаллитов. Таким образом, развитие зоны столбчатых кристаллитов определяется степенью ликвации и переохлаждаемостью (рис. 2.10). При увеличении температуры заливки стали с низким содержанием никеля и, соответственно малой переохлаждаемостью, ширина зоны столбчатых кристаллитов увеличивается, т.к. в этом случае дольше сохраняется перегрев в центре затвердевающей отливки и на более поздней стадии затвердевания образуются равноосные зерна. Для аустенитных и аустенитно-ферритных сталей, имеющих более высокую переохлаждаемость, прекращение роста столбчатых кристаллитов происходит значительно позднее снятия перегрева в центре отливки, и увеличение температуры заливки стали может оказать влияние только через изменение длительности процесса затвердевания. При удлинении процесса затвердевания происходит более сильное накопление ликвирующих компонентов в слое концентрационного уплотнения, и рост столбчатых кристаллитов заканчивается на более ранней стадии затвердевания. Получение структуры в виде сплошной транскристаллизации нельзя объяснить только увеличивающейся переохлаждаемостью стали. В данном случае при 9 % никеля имеет место перитектическая реакция, т.е. происходит одновременная кристаллизация α и γ фазы в определенном соотношении. Учитывая, что α и γ фазы имеют значительное различие в коэффициентах распределения компонентов стали, при кристаллизации, несомненно имеет место перераспределение ликвирующих компонентов между соответствующими фазами, и накопление их в слое концентрационного уплотнения происходит в меньшей степени. Таким образом, имеет место пониженная эффективная степень ликвации, что вызывает, согласно схеме (рис.2.10), увеличение ширины зоны столбчатых кристаллитов.