

4. Штампы совмещенного и простого действия
В данном разделе приведены отдельные штампа совмещенного действия.
Первый штамп совмещенного действия с неподвижным съёмником предназначен для вырубки исходной заготовки из полосы и вытяжки низкой коробки с фланцем (рисунок 4.1). На рис. 4.2 представлена схема однорядного раскроя и операционный эскиз.
Штамп состоит из типового блока штампа, с задним расположением направляющих узлов 1 и пакета. Пакет включает в себя вырубную матрицу 2, вытяжной пуансон 3, пуансон-матрицу 4, верхний выталкиватель 5, толкатель 6, нижний выталкиватель 7, толкатель 8 и съемник 9 для снятия полосы с пуансон-матрицы 4 после вырубки детали, упор 10.
Штамп работает следующим образом. Полоса исходного материала устанавливается вручную на матрице 1 и фиксируется на ней упором 10. При опускании ползуна пресса режущая кромка матрицы 2 и пуансон-матрицы 4 осуществляют вырубку исходной заготовки. После вырубки заготовка вытягивается до необходимой высоты вытяжным пуансоном 3 и пуансон-матрицей 4. Выталкиватель 5 при вытяжке играет роль прижима. Удаление детали после штамповки из пуансон-матрицы 4 осуществляется при помощи выталкивателя 5, получающего движение от толкателя 6. Для удаления детали с пуансона 3 служит прижим 7, который при обратном ходе ползуна пресса, играет роль съемника. Отштампованная деталь удаляется вручную пинцетом.
Следующий штамп предназначен для вырубки исходной заготовки из полосы и вытяжки, рисунок 4.3. Штамп состоит из: вырубной матрицы 1, фиксатора 2, пуансон-матрицы 3, вытяжного пуансона 4, верхнего выталкивателя 5, нижнего выталкивателя 6 , толкателя 7 и съемника 8 для снятия полосы с пуансон-матрицы после вырубки детали и направляющей планки 9.

Рисунок 4.1 Штамп совмещенного действия для вырубки и вытяжки
Рисунок 4.2 Операционный эскиз
Штамп работает следующим образом, (рисунок 4.3). Полоса исходного материала устанавливается на матрице 1 и фиксируется на ней упором 2 и направляющей планкой 9 . При опускании верхней плиты режущая кромка пуансон-матрицы 3 осуществляет вырубку исходной заготовки. После вырубки заготовка ложится на вытяжной пуансон 4 и при дальнейшем опускании верхней плиты пуансон-матрица 3 выполняет вытяжку необходимой высоты. Выталкиватель 5 при вытяжке играет роль прижима. Удаление детали после штамповки из пуансон-матрицы осуществляется при помощи выталкивателя 5, который в свою очередь является и толкателем. Для удаления детали с пуансона 4 служит прижим 6 которое при обратном ходе ползуна пресса играет роль съемника посредством толкателя 7. Деталь удаляется вручную.

Рисунок 4.3 Штамп совмещенного действия для вырубки и вытяжки
Штамп совмещенного действия для пробивки и калибровки (рис.4.4). Штамп состоит из типового блока с осевым расположением направляющих узлов 1, и пакета совмещенного действия для калибровки и пробивки. В состав пакета входят пуансон-матрица 2 для калибровки и пробивки, пуансонодержатель 3, подкладная плита 4, съемник 5, выталкиватель 6, матрица 7, пуансон 8 для пробивки, пуансоно-держатель 9.
Штамп работает следующим образом. Заготовка укладывается вручную пинцетом на матрицу. При движении ползуна пресса вниз пуансон-матрица 2 калибрует заготовку в матрице 7, одновременно пуансон 8 пробивает отверстие. При обратном ходе ползуна срабатывает выталкиватель 6 выталкивая заготовку из матрицы 7, при дальнейшем движении ползуна пресса вверх заготовка снимается с пуансона съемником 5. Заготовка снимается со штампа вручную.
Следующий штамп для вырубки и пробивки, отбортовки (рис. 4.5). На рис. 4.6 представлена схема однорядного раскроя и операционный эскиз.
Штамп состоит из типового блока штампа 1 с задним расположением направляющих узлов и пакета. Пакет включает в себя пуансон 2 для пробивки отверстия, пуансон-матрицу 3 для пробивки и отбортовки, пуансон-матрицу 4 для вырубки и отбортовки, матрицу 5 для вырубки, прижима 6, буфера 7, направляющей планки 8, системы упоров 9, выталкивателя 10.
Штамп работает следующим образом. Полоса вручную укладывается на направляющую планку 8, фиксируется упорами 9. При движении ползуна пресса вниз, происходит вырубка пуансон-матрицей 4 и матрицей 5. Одновременно происходит пробивка отверстия пуансоном 2, и пуансон-матрицей 3. Далее выполняется отбортовка пуансон-матрицами 3 и 4. При обратном ходе ползуна пресса полоса снимается с пуансон-матрицы 4, прижим 6 снимает деталь с пуансон-матрицы 3 и поднимает её на уровень матрицы 5. Деталь удаляется из штампа вручную пинцетом, отход после пробивки удаляется через отверстие в пуансон-матрице 3. Полоса перекладывается, и процесс повторяется.
Рисунок 4.4 Штамп совмещенного действия для пробивки и калибровки

Рисунок 4.5 Штамп совмещенного действия для вырубки, пробивки и отбортовки
Рисунок 4.6 Операционный эскиз
Следующие два штампа простого действия предназначены для получения детали - коробка прямоугольной формы с фланцем с помощью двух простых.
Первый штамп простого действия для вытяжки. На рис. 4.7 представлен операционный эскиз для этого штампа.
Штамп (рис. 4.8) состоит из типового блока штампа с осевым расположением направляющих узлов 1 и пакета. Пакет включает в себя матрицу 2, пуансон 3, пуансоно-держатель 4, прижим 5, упоры 6, выталкиватель 7.
Штамп работает следующим образом. Штучная заготовка укладывается на прижим 5 и фиксируется упорами 6. При движении ползуна пресса вниз прижим 5 прижимает заготовку к матрице 2, а пуансон 3 вытягивает заготовку.
При обратном ходе ползуна пресса выталкиватель 7 выталкивает заготовку из матрицы 2, а прижим 5 снимает её с пуансона 3. Коробка снимается со штампа вручную пинцетом. Новая заготовка укладывается в штамп, процесс вытяжки повторяется.
Второй штамп простого действия для обрезки фланца (рис. 4.9). На рисунке 4.10 представлен операционный эскиз для этого штампа.
Штамп состоит из типового блока штампа с осевым расположением направляющих узлов 1, матрицы 2, ножей для обрезки облоя 3, пуансона 4 с нижним расположением, выталкивателя 5, буфера 6, фиксатора 7.
Штамп работает следующим образом. Коробка укладывается на фиксатор 7. При движении ползуна пресса вниз матрица 2 и пуансон 4 обрезают припуск по контуру фланца. Ножи для обрезки облоя 3 делят отход на две части. Их удаляют затем со штампа крючком. При обратном ходе ползуна пресса выталкиватель 5 выталкивает деталь из полости матрицы 2. Коробка снимается со штампа пинцетом вручную. Новая заготовка укладывается в штамп, процесс повторяется.
Рисунок 4.7Операционный эскиз

Рисунок 4.8 Штамп простого действия для вытяжки
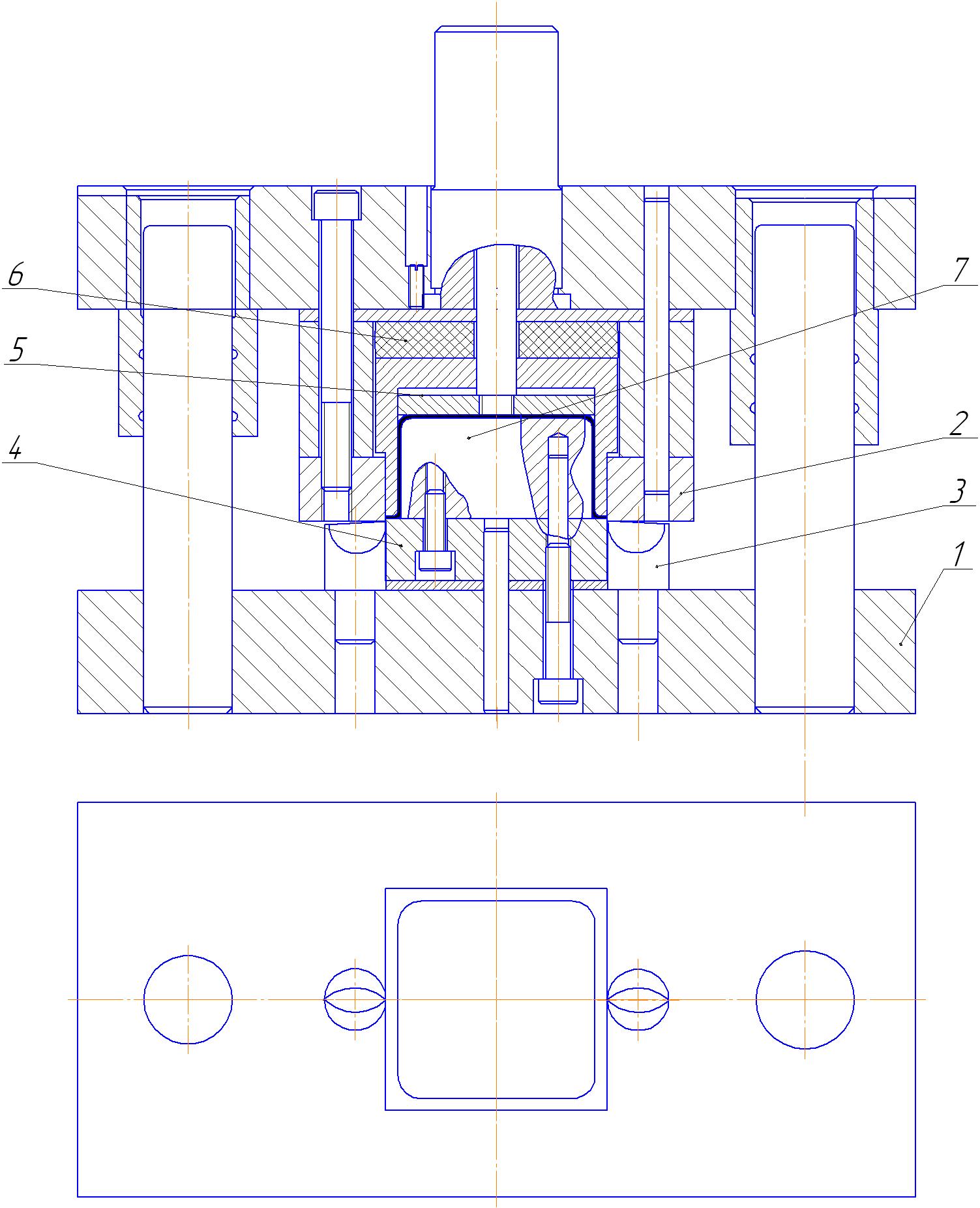
Рисунок 4.9 Штамп простого действия для обрезки фланца
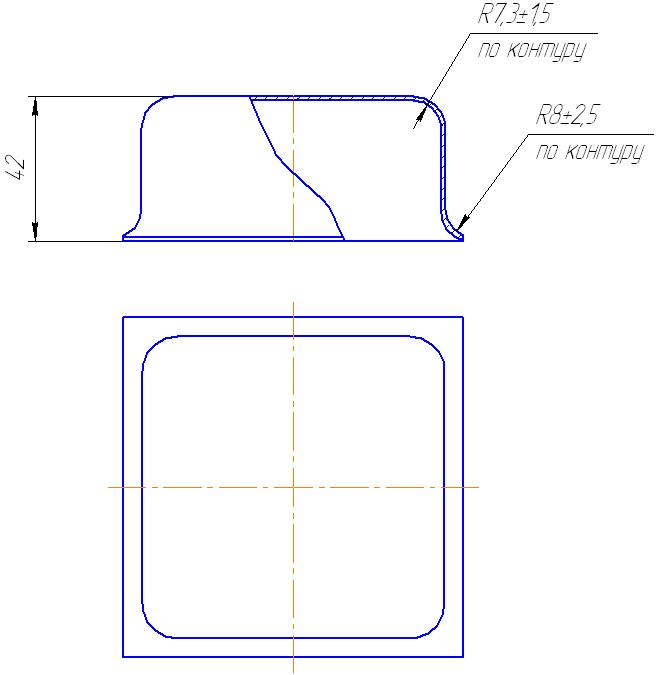
Рисунок 4.10 Операционный эскиз