

3. Штампы для разделительных операций
3.1. Штамп простого действия для вырубки. На рис. 3.1 представлена схема двухрядного шахматного раскроя и операционный эскиз.
Штамп (рис. 3.2) состоит из типового блока штампа с задним расположением направляющих узлов 1, пуансона 2, матрицы 3 с нижним расположением, пуансонодержателя 4, прижима 5, буфера 6, направляющих планок 7.
Штамп работает следующим образом. Полоса 8 вручную укладывается на направляющие 7, фиксируется упором 9. При движении ползуна пресса вниз, прижим 5 прижимает заготовку к матрице 3, а пуансон 2 вырубает заготовку. При обратном ходе ползуна пресса прижим 5 снимает полосу 8 с пуансона 2. Вырубленная заготовка удаляется через провальное отверстие вниз. Полоса перекладывается, процесс вырубки повторяется. После завершения пробивки первого ряда, полоса переворачивается и осуществляется вырубка деталей второго ряда.

Рисунок 3.1 Операционный эскиз

Рисунок 3.2 Штамп простого действия для вырубки
3.2 Штамп последовательного действия для пробивки и вырубки детали «Петля». На рис. 3.3 представлена схема раскроя и операционный эскиз.
Штамп (рис. 3.4) состоит из типового блока штампа 1 с задним расположением направляющих узлов, пуансона для пробивки 2, пуансона для вырубки 3, матрицы 4 закрепленной в матрицедержателе 5, прижима 6, буфера 7, системы упоров 8. Пуансоны 3 и 4 закреплены в пуансонодержателе 9.
Штамп работает следующим образом. Полоса вручную укладывается на матрицу 4 и фиксируется системой упоров 8. При движении ползуна пресса вниз, прижим 6 прижимает полосу к матрице 4, пуансон 2 пробивает отверстие, а пуансон 3 вырубает заготовку. При обратном ходе ползуна пресса прижим 6 снимает полосу с пуансонов 2 и 3. Вырубленная заготовка и отход при пробивке удаляется через провальное отверстие в матрице 4 вниз. Полоса перекладывается, процесс штамповки повторяется.

Рисунок 3.3 Операционный эскиз

Рисунок 3.4 Штамп последовательного действия для пробивки и вырубки детали петля
3.3 Штамп совмещенного действия для пробивки и обрезки. На рис. 3.5 представлен операционный эскиз.
Штамп (рис. 3.6, 3.7 - план низа) состоит из блока штампа 1 с тремя направляющими узлами, пуансона 2 для пробивки центрального отверстия, матрицы 3 закрепленной в матрицедержателе 4, пуансона для обрезки 5, матрицы для обрезки 6, прижима 7, ножей 8 для разрезки отхода, фиксатора 9. Пуансон 2 закреплен в пуансонодержателе 10.
Штамп работает следующим образом. Ранее вытянутая деталь вручную укладывается в штамп и фиксируется фиксатором 9. При движении ползуна пресса вниз, прижим 7 прижимает деталь к матрицам 3 и пуансону 5, пуансон 2 пробивает центральное отверстие, а пуансон 5 и матрица 6 обрезают фланец. Отход при пробивке удаляется на провал. Отход после обрезки разделяется ножами 8 для разрезки отхода и удаляется из рабочей зоны крючком. При обратном ходе ползуна пресса прижим 7 снимает деталь с пуансона 2. Деталь удаляется из штампа вручную пинцетом. Далее в штамп укладывается следующая деталь, процесс штамповки повторяется. Следует отметить, что фиксатор имеет возможность приподниматься над матрицей 3 на направляющих.11 за счет действия пружин и ступенчатых винтов 12. Это сделано для облегчения удаления детали из штампа.
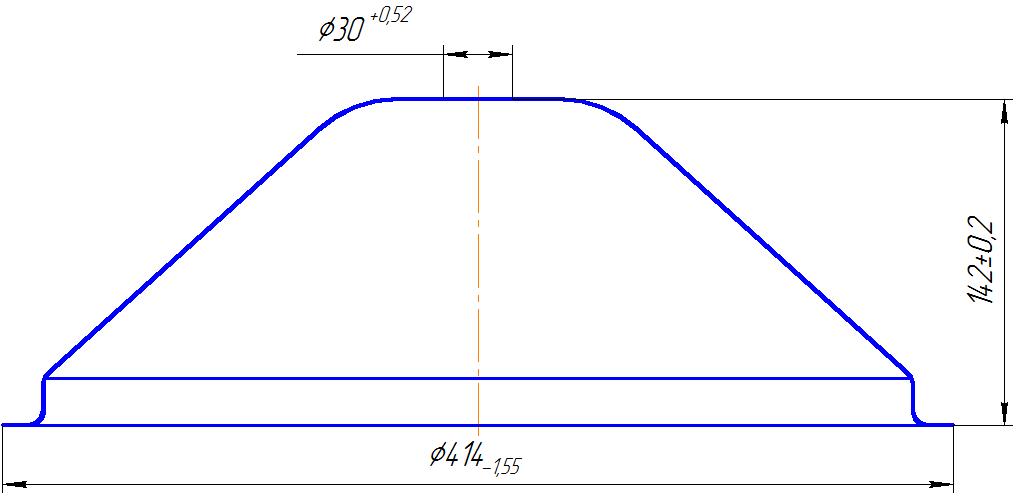
Рисунок 3.5 Операционный эскиз

Рисунок 3.6 Штамп совмещенного действия для пробивки и обрезки.

Рисунок 3.7 Штамп совмещенного действия для пробивки и обрезки. План низа
3.4 Штамп для пробивки отверстий, предназначен для пробивки отверстий в детали полученной в предыдущем штампе 3.3. На рис. 3.8 представлен операционный эскиз.
Штамп (рис. 3.9, 3.10 –план низа) состоит из блока штампа 1 с тремя направляющими узлами, пуансонов 2 для пробивки отверстий в центральной части детали, матриц 3, закрепленных в матрицедержателе 4, пуансонов 5 и 6 для пробивки отверстий на фланце, матрицы 7 и 8, прижимов 9 и 10. Пуансоны 2 закреплены в пуансонодержателе 11, а пунсоны 5 и 6 в пуансонодержателе 12, матрицы 7 и 8 в матрицедержателе 13. Штамп снабжен фиксатором 14.
Штамп работает следующим образом. Деталь вручную укладывается в штамп и фиксируется фиксатором 14. При движении ползуна пресса вниз, прижимы 9 и 10 прижимают деталь к матрицам 3, 7 и 8, пуансоны 2, пробивают четыре отверстия в центральной части детали, пуансон 5 двадцать одно отверстие, а пуансон 6 три отверстия. Отход при пробивке удаляется на провал. В нижней плите выполнены специальные пазы, позволяющие удалять отход вручную. При обратном ходе ползуна пресса прижимы 9 и 10 снимают деталь с пуансонов. Деталь удаляется из штампа вручную пинцетом. Далее в штамп укладывается следующая деталь, процесс штамповки повторяется.

Рисунок 3.8 Операционный эскиз
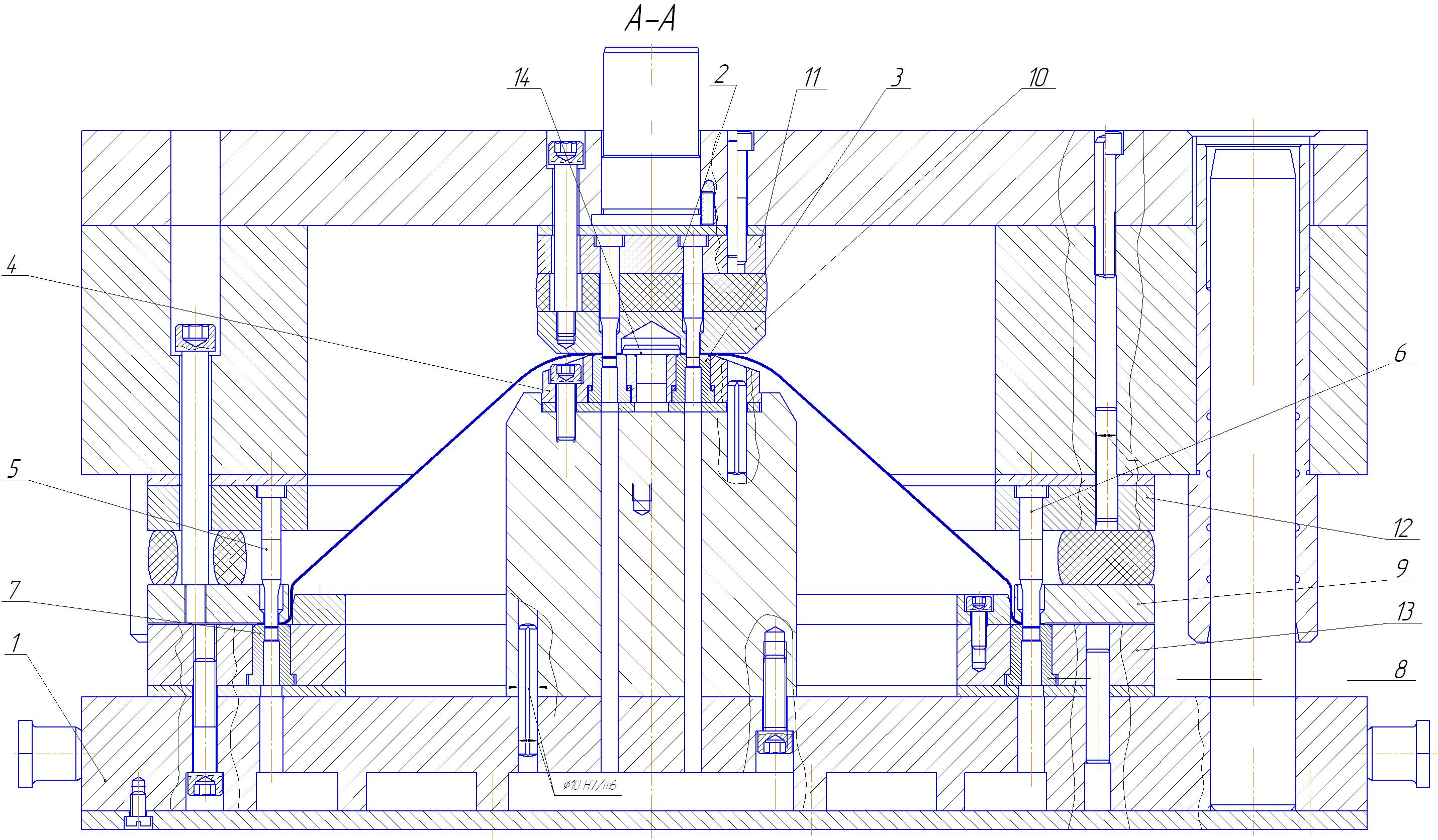
Рисунок 3.9 Штамп для пробивки отверстий.
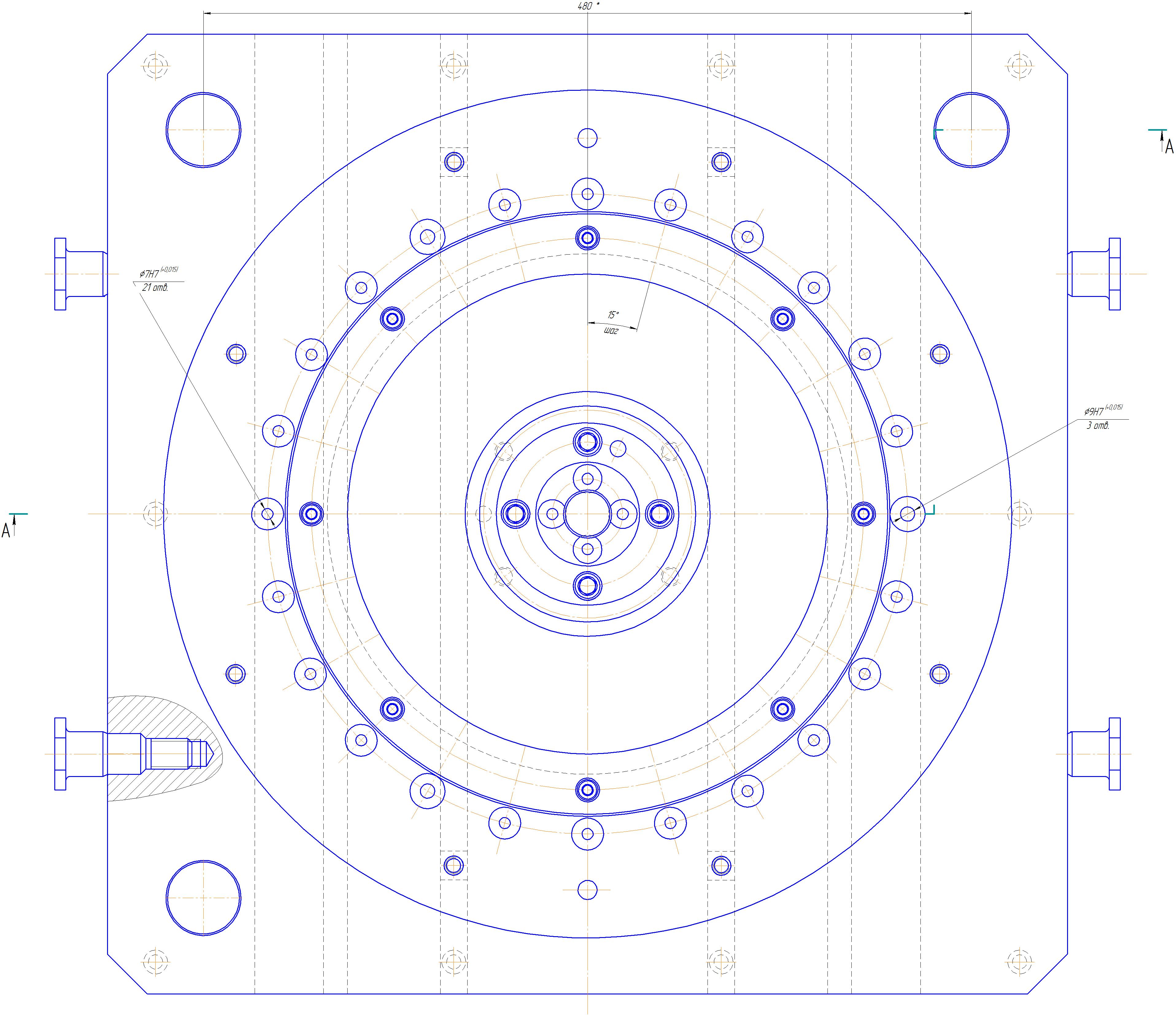
Рисунок 3.10 Штамп для пробивки отверстий.
План низа