

Содержание
Введение 5
1 Классификация штампов 6
2 Типовые штампы 7
2.1 Типовые пакеты штампов 7
2.2 Типовые блоки штампов 9
2.3 Типовая конструкция штампов 11
3. Штампы для разделительных операций 16
4. Штампы совмещенного и простого действия 26
5. Штампы совмещенного действия со сменными пакетами 38
6. Требования к оформлению чертежа штампа 57
7. Список ГОСТов для штампов 62
Список литературы 74
Введение
Конструирование штампов является неотъемлемой частью проектирования технологического процесса листовой штамповки. Конструкция штампов определяет во многом уровень современных технологий. Выбор конструкции штампа во многом определяется серийностью изготовления деталей. Особенностью штамповки для авиационного двигателестроения является мелкосерийное или штучное производство. В этом случае можно рекомендовать использовать штампы совмещенного действия, групповые методы штамповки или штамповку по элементам.
Часто конструктору приходиться разрабатывать несколько штампов для штамповки одной детали. Иногда удается спроектировать штампы с универсальными блоками для нескольких сменных пакетов. При проектировании штампов следует также уделить внимание взаимозаменяемости деталей штампов. Это позволит снизить затраты на изготовление штамповой оснастки, особенно в условиях мелкосерийного и штучного производства.
Для проектирования штампов и технологических процессов рекомендуется использовать систему КОМПАС-3D и 3D библиотеку деталей и узлов штампов.
1 Классификация штампов
Количество и разнообразие штампов для листовой штамповки, применяемое в машиностроении, весьма велико. В соответствии с ГОСТ 15830-84 [1] различные виды штампов можно классифицировать по технологическому признаку:
Штамп простого действия - штамп для выполнения одной или нескольких одноименных технологических операций на одной позиции за один ход подвижной части штампа.
Штамп совмещенного действия - штамп для выполнения разноименных технологических операций или технологических переходов на одной позиции за один ход подвижной части штампа.
Штамп последовательного действия - штамп для выполнения нескольких технологических операций или технологических переходов на нескольких позициях за соответствующее число ходов подвижной части штампа.
Следует также выделить две большие группы штампов – разделительные и формообразующие. Для разделительных штампов разработаны и широко применяются типовые конструкции пакетов и блоков. Использование типовых конструкций и типовых деталей штампов на практике показало их надежность и эффективность эксплуатации. Эти штампы отличаются простотой конструкции и относительной дешевизной изготовления. Практически на все детали и элементы штампов разработаны ГОСТы. Их перечень приведен в конце данного пособия.
В следующем разделе приведены примеры типовых пакетов, блоков и штампов, спроектированных с использованием нормированных деталей.
2 Типовые штампы
2.1 Типовые пакеты штампов
При проектировании штампов рекомендуется, прежде всего, использовать типовые конструкции штампов. Если типовая конструкция штампа не позволяет выполнить поставленную технологическую задачу и штамп приходиться проектировать более сложный, то в конструкции штампа следует использовать типовые элементы и детали.
Состав деталей и габариты типовых пакетов определены ГОСТом 15861-81, это:
- пакет штампа с неподвижным съемником (рис. 2.1);
- пакет штампа с верхним прижимом (рис. 2.2);
- пакет штампа совмещенного действия (рис. 2.3).
Детали пакета скрепляются системами крепежа. В типовых пакетах все детали могут иметь одинаковую форму, а могут отличаться по форме. Например, детали верхней части пакета могут иметь прямоугольную форму, а детали нижней части пакета — прямоугольную с фасками.
Следует отметить, что на рисунках 2.1-2.2 не приведены пунсоны, а на рисунке 2.3 – пунсон и пуансонматрица.
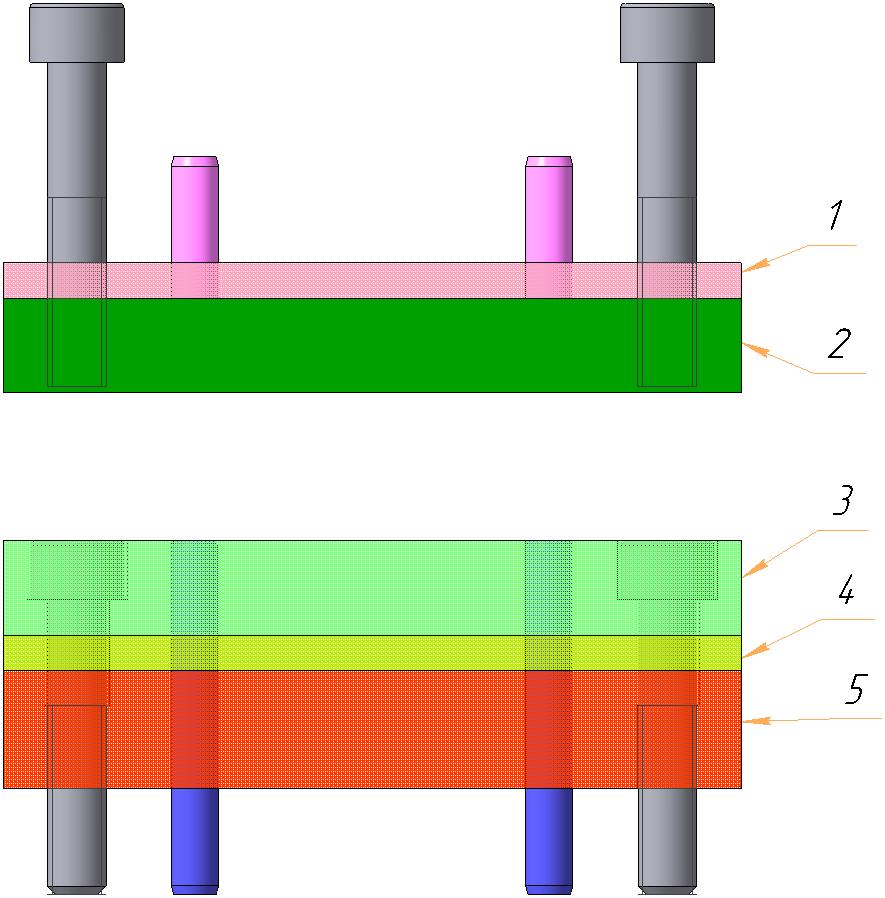

1 - плитка подкладная верхняя; 2 - пуансонодержатель; 3- съёмник; 4 – плитка направляющая; 5 – матрица.
Рисунок 2.1 Пакет штампа с неподвижным съемником


1 - матрица; 2 - прижим; 3- пуансонодержатель; 4 - плитка подкладная верхняя; 5 - буфер резиновый; 6 - плитка направляющая; 7,10 – болты; 8,9 – штифты; 11- винты ступенчатые.
Рисунок 2.2 Пакет штампа с верхним прижимом

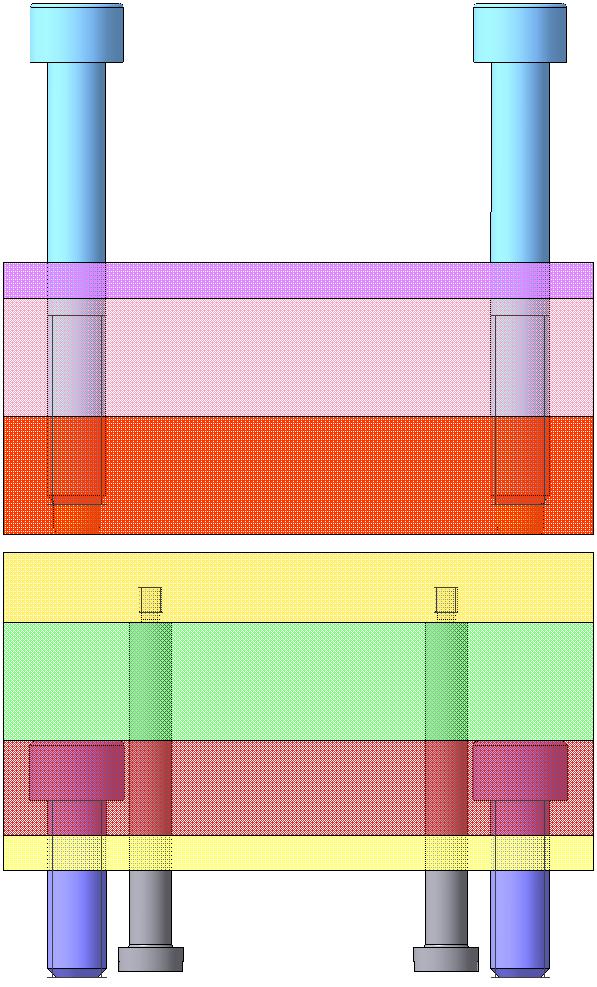
1 - матрица; 2,3 - пуансонодержатель; 4 - буфер резиновый; 5 - прижим; 6 - плитка подкладная нижняя; 7 - плитка подкладная верхняя; 8,9 – болты; 10,11 – штифты; 12- винты ступенчатые.
Рисунок 2.3 Пакет штампа совмещенного действия