

Р а б в г ис. 4. К расчету технологических переходов штамповки поковки рычага
а – эскиз сдвоенной поковки; б – эпюра сечений; в – контуры расчетной и средней расчетной заготовок для сдвоенной поковки; г – формы поперечных сечений поковки
Коэффициенты трудоемкости перемещения избыточного объема металла из области стержня в область недостающего объема головки имеют значения:
 и
и
![]()
Согласно диаграмме пределов применения заготовительных ручьев А.В. Ребельского (рис. 5), попадаем в область подкатного закрытого ручья.
Таким образом, для штамповки рассматриваемой поковки нужно применить следующие переходы: подкатка закрытая – штамповка черновая – штамповка чистовая – отделение поковки от заготовки в отрубном ручье. Применение штамповки черновой объясняется массовым характером производства по условию задания проекта. Расчет коэффициента конусности в данном случае не понадобился, так как он считается в случае применения операции протяжки.

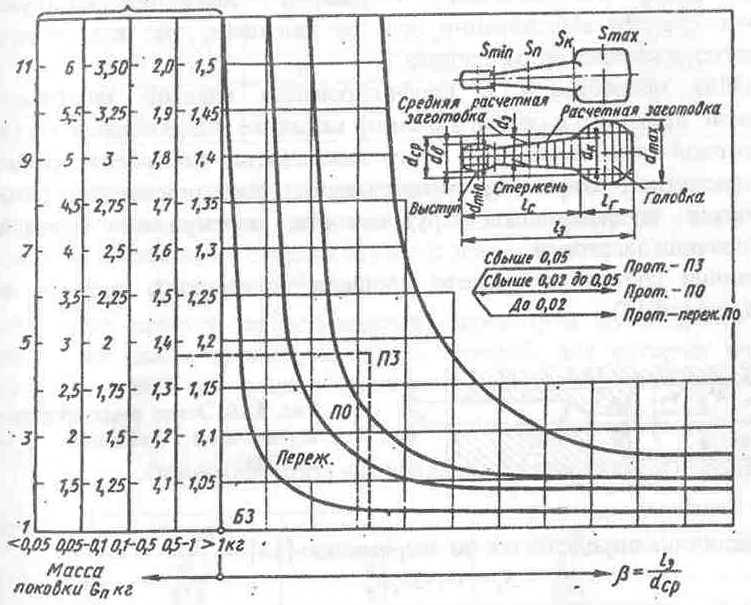
Рис. 5. Пределы применения заготовительных ручьев первого вида (по А.В. Ребельскому)
В случае применения
подкатных ручьев расчетная площадь
исходной заготовки
![]() определяется по выражению
определяется по выражению
![]() (13)
(13)
Тогда
![]() ,
откуда
,
откуда
![]() .
По сортаменту ближайшее большее значение
.
По сортаменту ближайшее большее значение
![]() (площадь заготовки
(площадь заготовки
![]() )
)
Объем заготовки с учетом угара определяется по выражению:

![]() , (14)
где
, (14)
где
![]() - величина угара в %. Тогда
- величина угара в %. Тогда
![]()
Длина исходной
заготовки
![]() для штамповки сдвоенной поковки равна
длине эпюры расчетной заготовки
= 115 мм.
для штамповки сдвоенной поковки равна
длине эпюры расчетной заготовки
= 115 мм.
Штамповка на КГШП
Как и в случае штамповки на ПШМ, для повышения технологичности штамповки целесообразно использовать заготовку на две поковки, расположенные по одной линии. В данном случае сдвоенная поковка также рассматривается как поковка удлиненной формы в плане. При её изготовлении применяется штамповка от прутка. В отличие от штамповки на молоте здесь отсутствует получение от одной заготовки последовательно с отделением в отрубном ручье нескольких поковок, а также отсутствует возможность фасонирования гладкой заготовки за счет многократного её обжатия с кантовкой ввиду относительно медленного движения инструмента и отсутствия средств механизации для её кантовки, так как заготовка не удерживается в клещах штамповщика.
Анализ потребности в профилировании гладкой заготовки перед штамповкой проводится по той же самой методике А.В, Ребельского [3], что и для молотовой штамповки. Для этого выполняется построение расчетной и средне расчетной заготовок, рассчитывается соотношение их размеров и определяются коэффициенты трудоемкости перемещения металла при профилировании заготовки.
Отличие состоит в расчете площади поперечного сечения заусенца S0 (рис. 6)
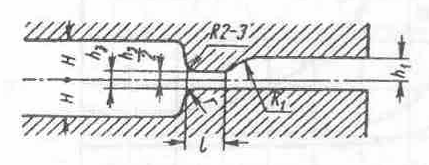
Рис. 6. Эскиз поперечного сечения заусеничной канавки штампов КГШП
Его величина определяется по выражению [13]
![]() (15)
где
(15)
где
![]() - ширина мостика заусеничной канавки;
- ширина мостика заусеничной канавки;
![]() - высота мостика заусеничной канавки;
В – ширина облоя, для поковок
массой до 0,5 кг – 10 мм.
- высота мостика заусеничной канавки;
В – ширина облоя, для поковок
массой до 0,5 кг – 10 мм.
Дли выбора типоразмера облойной канавки согласно [13], рассчитаем силу Р, необходимую для штамповки в открытом штампе поковки рычага (поковка удлиненной формы в плане класса А) по выражению [7]:
 (16)
где
(16)
где
![]() - напряжение текучести металла, при t
= 7600C
=
65 МПа; b,
- ширина и толщина мостика заусенца;
- напряжение текучести металла, при t
= 7600C
=
65 МПа; b,
- ширина и толщина мостика заусенца;
![]() =
6 мм,
=
1,6 мм,
=
6 мм,
=
1,6 мм,
![]() ,
- площади проекции мостика заусенца и
поковки на плоскость разъема штампа,
,
- площади проекции мостика заусенца и
поковки на плоскость разъема штампа,
![]() ,
,
![]() ;
;
![]() - средняя ширина поковки;
- средняя ширина поковки;
![]() .
.
Тогда
![]()
 В
соответствии с номенклатурным рядом
кривошипных горячештамповочных прессов
выбираем КГШП номинальной силой 6,3 МН.
Тогда площадь поперечного сечения
заусенца:
В
соответствии с номенклатурным рядом
кривошипных горячештамповочных прессов
выбираем КГШП номинальной силой 6,3 МН.
Тогда площадь поперечного сечения
заусенца:
![]()
Как и при расчете технологических параметров на ПШМ в поковке выделяем те же самые характерные восемь сечений, для которых считаются параметры расчетной и средней расчетной заготовок, значения которых приведены в таблице 4.
Таблица 4. Размеры расчетной заготовки, штампуемой на КГШП
№ сечения |
, мм2 |
, мм2 |
, мм2 |
, мм |
1 |
0 |
40 |
40 |
|
2 |
1080 |
80 |
1160 |
38 |
3 |
836 |
80 |
916 |
34 |
4 |
1080 |
80 |
1160 |
38 |
5 |
583 |
80 |
663 |
29 |
6 |
140 |
80 |
220 |
17 |
7 |
142 |
80 |
222 |
17 |
8 |
267 |
80 |
347 |
21 |
Коэффициент трудоемкости перемещения избыточного объема металла из области стержня в область недостающего объема головки имеют значения
 и
и
![]()
Согласно трудоемкости
применения заготовительных ручьев
А.В. Ребельского (рис. 5) попадаем в
область подкатного закрытого ручья.
Таким образом, для штамповки рассматриваемой
поковки необходимо, как и при молотовой
штамповке, применять  профилирование
исходной гладкой заготовки или увеличить
значение её диаметра по сравнению с
размером, полученным по расчету молотовой
штамповки. Увеличенный размер имеет
значение
профилирование
исходной гладкой заготовки или увеличить
значение её диаметра по сравнению с
размером, полученным по расчету молотовой
штамповки. Увеличенный размер имеет
значение
![]() .
.