

12. Монтаж шинопроводов.
Шинопроводами называют сплошные конструкции или короба с вмонтированными в них шинами. Шинопроводы при напряжении до 1000 В бывают:
-открытые шинопроводы – с шинами, не защищенными от прикосновения или попадания на них посторонних предметов;
- защищенные шинопроводы – с шинами, огражденными от случайного прикосновения попадания на них посторонних предметов коробом из перфорированного листа;
- закрытые шинопроводы – с шинами, вмонтированными в сплошной короб.
Закрытые и защищенные шинопроводы, как правило, комплектуют из типовых элементов, изготавливаемых на заводах. Открытые шинопроводы выполняют частично в монтажных мастерских, частично на месте монтажа.
Открытые шинопроводы могут быть свободно лежащими и натяжными. Устройство и монтаж свободно лежащих открытых шинопроводов принципиально не отличаются от монтажа ошиновки распределительных устройств подстанций.
В натяжном шинопроводе шины закрепляют аналогично креплению троса при тросовой проводке, а между натяжными креплениями шины укладывают на изоляторы или на клицы. Монтаж открытого шинопровода складывается из работы по подготовке трассы, изготовлению шинопровода в мастерской и установке его в цехе. Соединения и ответвления шин, как правило, выполняют электросваркой; ответвления к потребителям – изолированным проводом в стальных трубах, реже бронированным кабелем – с помощью наконечников на болтовых зажимах.
Закрытые комплектные шинопроводы, применяемые для сооружения цеховых магистральных и распределительных сетей, изготовляют на ток 1000, 1600, 2500, 4000 А и напряжение до 1000 В трехфазного тока, а также на ток 250, 400, 600 А и напряжение 380/220В трехфазного тока.
В комплект шинопровода в зависимости от его схемы входят секции прямые, угловые (с изгибом шин на плоскость и ребро), ответвительные в двух исполнениях, переходные, подгоночные, регулируемой длины, с рубильником; крышки торцовые, угловые, а также коробки ответвительные и вводные в различном исполнении (с автоматами, предохранителями и др.). Кроме того, в комплекте с шинопроводами поставляют конструкции для установки и крепления шинопроводов (стойки, кронштейны, подвесы).
13. Монтаж электрического соединения
В соответствии с ГОСТ 10434-82 электрические соединения разделяются на разборные и неразборные. Среди разборных выделяются быстроразборные, т.е. – разъемные.
При соединении и ответвлении медных и алюминиевых жил проводов и кабелей применяют газовую сварку (пропано-воздушную и пропано-кислородную), термитную сварку, электросварку, пайку, опрессовку, механическое соединение с помощью болтовых сжимов, соединителей, хомутов и зажимов (кроме скрутки, которая не допускается). Применяются специальные прокалывающие зажимы, не требующие снятия изоляции с концов проводников.
При пропано-воздушной и пропано-кислородной сварке применяют сжиженные топливные газы — бутан, пропан или их смеси. Состав смеси определяют в зависимости от температуры окружающей среды. В теплое время года применяют смеси с большим содержанием бутана, а в холодное — с меньшим.
Сварку алюминиевых медных жил сечением до 10 мм2 контактным разогревом выполняют с помощью угольного электрода, закрепляемого в электрододержателе и подключенного к зажиму вторичной обмотки трансформатора мощностью не менее 0,5 кВА и напряжением во вторичной обмотке 9—12 В. Зачищенные и плотно скрученные жилы закрепляют в держателе, подключенном к другому зажиму.
При сварке алюминиевой жилы с медной оголенную алюминиевую жилу плотно навивают (три-четыре витка) на медную жилу так, чтобы конец последней выступал на 3—4 мм изпод витков. Скрученные жилы перед сваркой на длине 5—6 мм покрывают тонким слоем
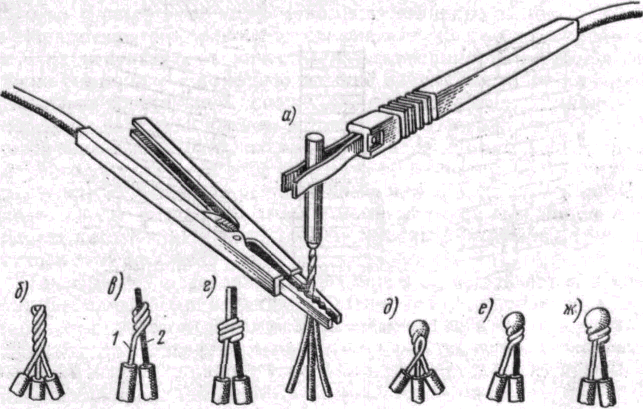
а — сварка;
б — алюминиевые жилы, подготовленные к соединению; в, г — алюминиевая и медная жилы, подготовленные к соединению;
д — сварное соединение алюминиевых жил;
е, ж — сварное соединение алюминиевой жилы с медной; 1— алюминиевая жила;
2 — медная жила
Рисунок 14 – Технология сварки М. и А. жил угольным электродом
флюса. Электрод прижимают к торцу выступающего конца медной жилы. После расплавления выступающего конца медной жилы и одного-двух витков алюминиевой электрод отводится и сварка прекращается.
При большом объеме работ сварку алюминиевых жил сечением 2,5—4 мм2 выполняют без флюса с помощью аппарата электросварки с угольным электродом. Зачищенные и предварительно скрученные жилы зажимают в губках держателя аппарата таким образом, чтобы их концы упирались в лунку угольного электрода. Нажатием на спусковой рычаг включают ток, угольный электрод под действием пружины подается вперед по мере оплавления жил. Сварка выполняется автоматически.
Для соединения жил проводов и кабелей больших сечений снимают изоляцию и очищают жилу от грязи и пропиточного состава тряпкой, смоченной в бензине, ацетоне или уайт-спирите. Для медных жил, имеющих металлопокрытие, на этом подготовку заканчивают. Медные жилы без металлопокрытия и алюминиевые жилы зачищают металлической щеткой или наждачной шкуркой до металлического блеска. Алюминиевые жилы для опрессовки зачищают под слоем нейтральной смазки. При подготовке алюминиевых жил к сварке или пайке смазку при очистке не применяют.
При пропано-кислородной сварке соединения жил зачищенные жилы укладывают в смазанные мелом полуформы с кольцевыми выступами, исключающими вытекание металла. Полуформы скрепляют клиньями, устанавливают охладители и тепловой экран.
При сварке секторных жил их предварительно скругляют. Изоляцию жил за охладителями на длине 80—100 мм защищают сухим асбестом у кабелей с бумажной изоляцией или увлажненным асбестом у кабелей с полимерной изоляцией. Сварку выполняют двухфакельной горелкой. Сначала открывают вентили на баллонах с пропаном и кислородом.
Рабочее давление пропана должно быть 0,03 МПа (0,3 кг/см2) и кислорода 0,15 МПа
(1.5 кг/см2). Открывают вентиль пропана на горелке и поджигают пламенем спички газ, затем открывают вентиль с кислородом и, установив нормально пламя, приступают к сварке.
После разогрева формы до красного цвета вводят присадку до полного заполнения литникового отверстия. При этом производят перемешивание сварочной ванны нихромовой мешалкой. Нагрев прекращают после полного расплавления жил кабеля. После остывания ванны выбивают клинья, снимают форму, охладители и экраны. Ножовкой или специальными клещами удаляют литниковую прибыль и зачищают напильником неровности.
Соединения жил выполняют также с применением термитных патронов при температуре 2300 – 27000 С. Это смесь алюминия с оксидами металлов (обычно – железа). Зажигание патронов осуществляется термитными спичками. Термитные патроны, поставляемые с завода-изготовителя, готовят заблаговременно, удаляя жировые и другие загрязнения с поверхности металлических деталей, входящих в комплект патрона; внутреннюю поверхность кокиля покрывают слоем мела, разведенного водой до пастообразного состояния, и просушивают до полного удаления влаги; кокиль вставляют в муфель термитного патрона таким образом, чтобы совпали их литниковые отверстия.
На зачищенные жилы и колпачки (втулки) с помощью волосяной кисточки наносят тонкий слой разведенного водой флюса. Алюминиевые колпачки (втулки) насаживают на концы жил и надевают на них термитный патрон. Стык жил должен находиться в центре литникового отверстия. Кокиль патрона уплотняют с торцов шнуровым асбестом, накладывают его на оголенные участки жил охладителя и закрепляют их. Между охладителями и термитным патроном устанавливают экраны из асбестового картона. Защитными экранами из асбестового картона защищают также жилы, не участвующие в сварке. Изоляция жил за охладителями на длине 80—100 мм должна быть защищена сухим асбестом у кабелей с бумажной изоляцией или слоем увлажненного асбеста толщиной около 10 мм у жил с резиновой или пластмассовой изоляцией.
Для увеличения начального объема расплавленного металла перед началом сварки рекомендуется конец присадочного прутка сложить несколько раз и ввести в литниковое отверстие термитного патрона.
При сварке жил кабелей сечением 600 - 800 мм2 на боковую поверхность патрона по обе стороны от литникового отверстия необходимо наложить теплоизоляцию из ленты теплоизоляционного материала, закрепив жилы бандажами из листовой стали толщиной 1—1,5 мм.
Электросваркой соединение алюминиевых жил выполняют методом контактного разогрева, основанным на выделении необходимой для сварки теплоты в месте контакта угольного электрода со свариваемыми жилами или же угольных электродов между собой при прохождении по ним тока. Сварку производят в формах из графитированного угля или стали с помощью трансформатора мощностью 1,0—1,5 кВт и вторичным напряжением 8—12 В. Подготовку жил выполняют аналогично термитной сварке или сварке пропано-кислородным пламенем.

Рисунок 15 – Пайка проводников с помощью припоя ПОС или ЦО (ЦА)
Пайкой (см. рис. 15) соединяют металлические части с помощью более легкоплавкого сплава (припоя). В процессе соединения жил проводов и кабелей пайкой необходимо тщательно удалить пленку окиси с их поверхностей. Соединение медных многопроволочных жил пайкой выполняют с помощью медных гильз с применением оловянисто-свинцового припоя марки ПОС-40.
При пайке многопроволочных алюминиевых жил для предварительного облуживания всех проволочек жил их концы разделывают ступенями. Для оконцевания алюминиевых многопроволочных жил пайкой применяют наконечники такой же конструкции, что и при электросварке, но на один размер больше (с целью обеспечить достаточный зазор при заполнении его припоем). Для пайки алюминия применяют припой марок А (цинк 58—58,5 %, олово 40%, медь 1,5—2%) с температурой плавления 400—425°С; ЦО-12 (цинк 88 %, олово 12 %) с температурой плавления 500—550° С; ЦА-15 (цинк 85 %, алюминий 15 %) с температурой плавления 550—600 °С. После пайки места соединений или оконцеваний тщательно очищают, покрывают лаком и изоляционной лентой.
С помощью пайки можно производить соединение медых жил с алюминиевыми, а также оконцевание алюминиевых жил медными наконечниками. В этом случае пользуются припоями А или ЦО-12; предварительно спаиваемые концы лудят; медных жил и наконечников
припоем ПОС-40, алюминиевых жил — припоем А или ЦО-12.
 Прессование.
При соединении и оконцеваний
алюминиевых и медных жил опрессовкой
применяют механические и гидравлические
прессы и клещи, а также пиротехнические
устройства.
Прессование.
При соединении и оконцеваний
алюминиевых и медных жил опрессовкой
применяют механические и гидравлические
прессы и клещи, а также пиротехнические
устройства.
к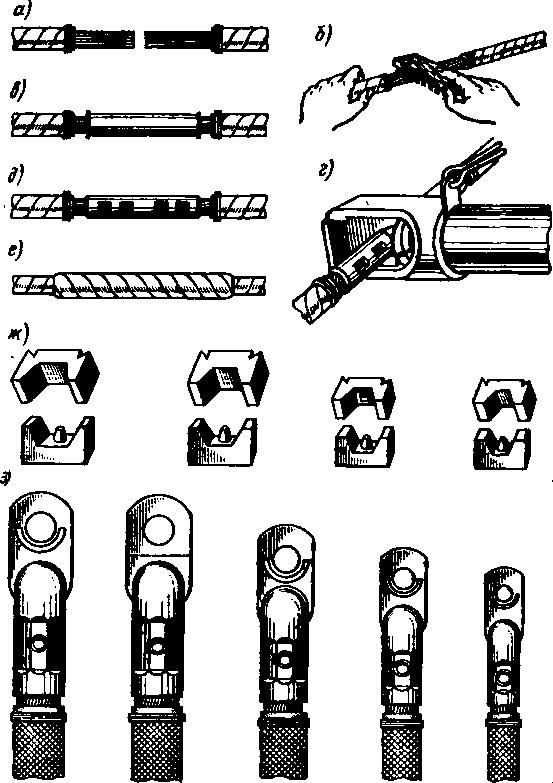
а — концы жил со снятой изоляцией, б — зачистка жил, в — подготовленное соединение, г — опрессовка, д — опрес-сованное соединение, е — готовое изолированное соединение, ж —набор матриц и пуансонов, з — напрессованные наконечники, к – ручные пресс-клещи
Рисунок 16 - Технология опрессовки жил проводов и кабелей
наконечники или соединительные гильзы и довести до необходимых конечных размеров места обжатия. Оконцевание жил наконечниками осуществляется аналогично методами
опрессовки, термитной, пропано-кислородной и электросваркой, а также закруткой в кольцо. Выбор метода оконцевания определяется материалом и сечением жил, а также требованиями надежности и наличием соответствующего оборудования и материалов. При оконцевании алюминиевых однопроволочных жил применяют специальные пиротехнические механизмы для образования из жилы наконечника.
На электроустановочных изделиях
бытового и общепромышленного
назначения (в том числе выключателях,
переключателях и других установочных
аппаратах, рассчитанных на ток 6, 10 и 15
А для надежного
контакта с алюминиевыми проводами
применяют специальные шайбы
(пружинящие устройства), обеспечивающие
постоянное давление на присоединяемые
провода, а также устройства(шайбы-звездочки),
предохраняющие провода от выдавливания
из-под контактного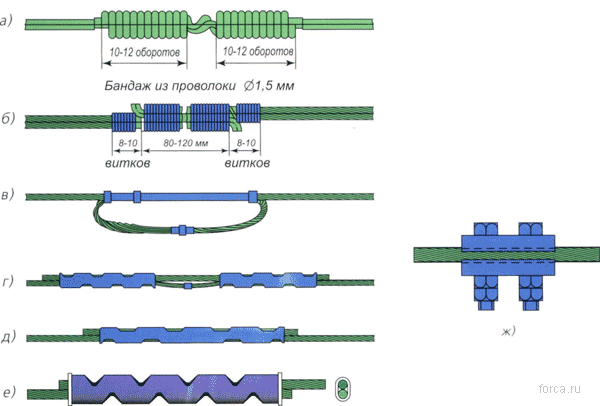
Рисунок 17 – Наложение проволочного бандажа
зажима. Подсоединяемый к зажимам конец алюминиевого провода тщательно зачищают шкуркой под вазелином, после чего смазывают кварцевазелиновой пастой.
На установочные изделия, контактные зажимы которых не приспособлены для присоединения к алюминиевым проводам, устанавливают дополнительно шайбу-звездочку и пружинную шайбу.
Соединение и ответвление самонесущих изолированных проводов (СИП) может быть неразборным или разборным. Для быстрого соединения СИП и выполнения ответвления от линии при напряжении 0,4 кВ можно применять специальные изолирующие и прокалывающие зажимы. Соединение осуществляется за счет прокалывания зубцами контактных пластин соединителя изоляции провода и дальнейшее внедрение этих зубцов в металл проводника. Эти зажимы обеспечивают следующие возможности: не требуется обесточивание магистрали
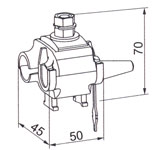




зажим
магистраль
колпачок
Провод ответвления
Рисунок 18 – Изолирующие прокалывающие зажимы для ответвлений СИП.