

УПРАВЛЕНИЕ ОБРАЗОВАНИЯ И НАУКИ ЛИПЕЦКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ (ОБЛАСТНОЕ) БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛИПЕЦКИЙ ТЕХНИКУМ СЕРВИСА И ДИЗАЙНА
ПРОФЕССИЯ: Радиомеханик
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
ТЕМА:_________________________________________________
Обучающийся группы №_______________________________
(Фамилия И.О.)
Руководитель:_____________________________
(Фамилия И.О.)
Липецк, 2014 г.
Содержание
Введение
2. Назначение, устройство и принцип работы изделия
3. Технологический процесс пайки
Виды применяемых материалов
Печатные схемы
Электромонтажный инструмент
Экономический аспект работы
Охрана труда и безопасность
Заключение
10. Список используемой литературы
Введение
При эксплуатации кинескопов нельзя превышать максимально допустимые напряжения питания. Повышенное напряжение накала сокращает долговечность подогревателя и катода. При повышенном напряжении ускоряющего электрода уменьшается рабочая поверхность катода, увеличивается удельная эмиссия, усиливается бомбардировка поверхности катода положительными ионами остаточных газов, сокращается срок службы кинескопа.
При значительном повышении напряжений на электродах возникает паразитная эмиссия, вызывающая свечение экрана, возможен пробой между электродами.
При перекале катода и повышенном напряжении ускоряющего электрода люминофор разрушается под действием бомбардировки его отрицательными ионами (быстрее появляется ионное пятно). Недопустимы даже кратковременные импульсы напряжений, превышающие максималь-но допустимые значения, так как это может привести к разрушению покрытия катода, подогревателя или вывода катода, а также к ухудшению вакуума.
При недокале кинескопа и большом катодном токе возможны местные перегревы участков катода, приводящие к потере эмиссии. При понижении напряжения ускоряющего электрода облегчается режим работы выходной лампы строчной развертки, но значительно снижается яркость экрана. Поэтому для обеспечения достаточной яркости приходится увеличивать ток луча, что резко сокращает срок службы кинескопа. Напряжение между катодом и подогревателем с полярностью «минус» на катоде не должно превышать 125 В; обратная полярность недопустима.
Нельзя подавать на модулятор трубки положительные по отно-шению к катоду напряжения, так как при этом увеличивается ток утечки и уменьшается электрическая прочность промежутка катод- подогреватель.
Назначение, устройство и принцип работы изделия
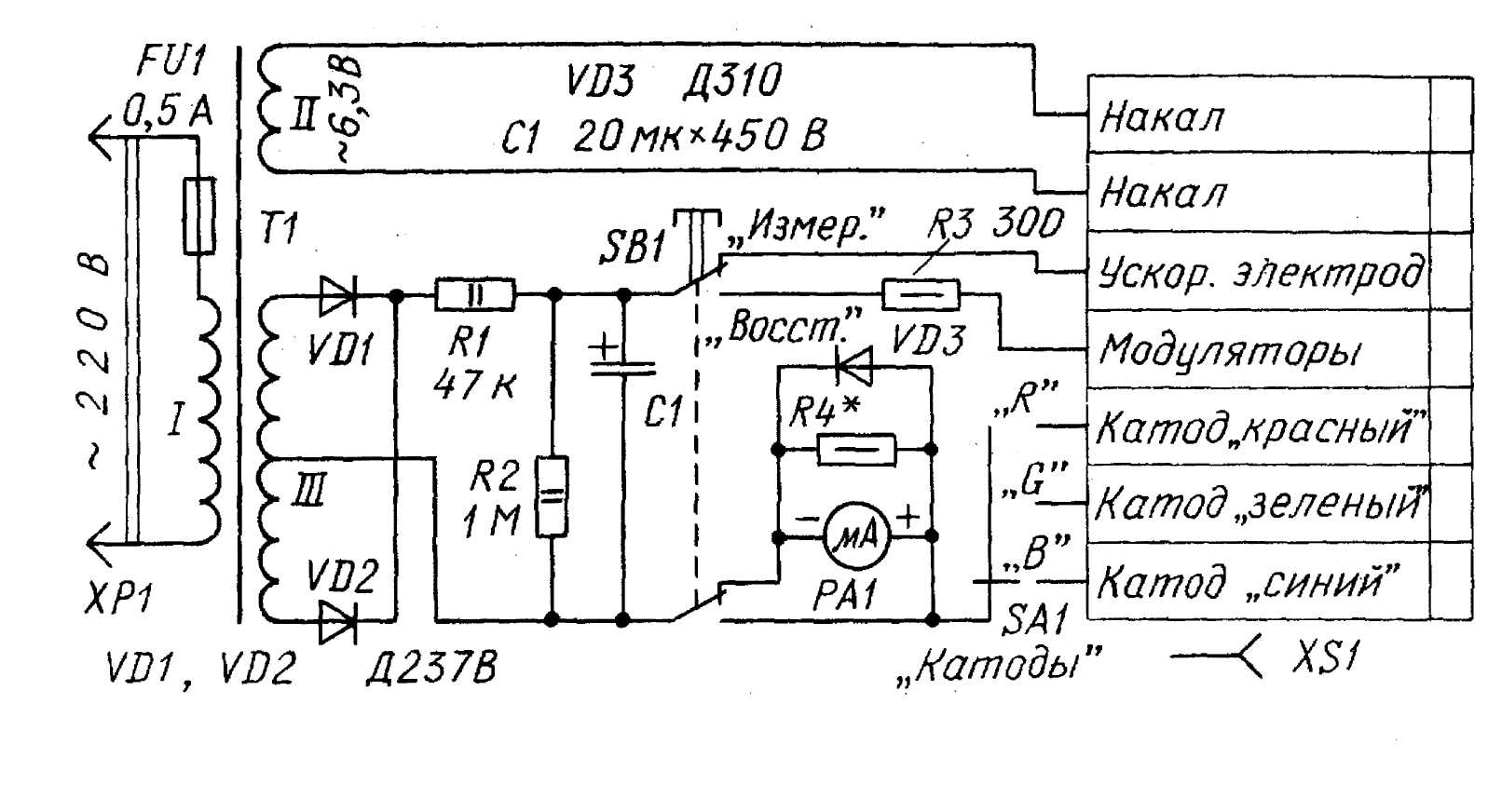
Трудности с заменой и высокая стоимость цветных и черно-белых кинескопов заставляют искать способы их восстановления, особенно после длительной работы, и продления срока их службы. В последнее время решению этой проблемы уделяют большое внимание. Предлагаемый для повторения прибор также предназначен для измерения токов лучей цветных и черно-белых кинескопов и восстановления их нормальной работоспособности при ремонте и налаживании телевизоров. Ведь известно, что операции по налаживанию цветного телевизора могут оказаться напрасными, если токи лучей электронных прожекторов кинескопа значительно отличаются. Достоинство прибора заключается в возможности корректировки тока луча любого электронного прожектора непосредственно после его измерения. Максимальный измеряемый прибором ток эмиссии катодов равен 1 мА.
При включении прибора в сеть и подключенном кинескопе на его цепь накала с обмотки II трансформатора Т1 поступает переменное напряжение в пределах 6,3-.-7 В. Одновременно с двуполупериодного выпрямителя на диодах VD1, VD2 через ограничительный резистор R1 заряжается конденсатор С1 до напряжения 350...400 В. При не нажатой кнопке SB1 (режим «Измерение») через ее контакты, микроамперметр РА1, переключатель SA1 и соединительный кабель это напряжение приложено между ускоряющим электродом и одним из катодов кинескопа. Микроамперметр РА1 показывает ток эмиссии катода, выбранного переключателем SA1.
Режим «Восстановление» включают кратковременным нажатием на кнопку SB1. Конденсатор С1 быстро разряжается через промежуток катод-модулятор соответствующего электронного прожектора, очищая поверх-ность катода. Резистор R3 ограничивает ток в цепи разрядки. Эмиссионную способность цветного кинескопа оценивают после прогрева его катодов в течение 3...5 мин и измерения их токов эмиссии. Катод, обеспечивающий ток эмиссии в пределах 0,3...0,5 мА, можно считать хорошим. При токе, меньшем 0,3 мА, требуется восстановление эмиссии катода. Восстановление целесообразно начать с худшего катода. Процесс восстановления можно повторить несколько раз, внимательно следя за изменением тока эмиссии. При замедлении роста тока или его уменьшении восстановление следует прекратить. Обычно бывает достаточно 3-6 нажатий кнопки SB1. Черно-белый кинескоп проверяют и восстанавливают аналогично.
Трансформатором Т1 может служить любой мощностью не менее 10 Вт, позволяющий получить на вторичных обмотках напряжения 63..Л В (при токе до 1 А) и 500...560 В. Подойдет трансформатор от любого старого лампового приемника.
При отсутствии обмотки с отводом от середины вместо выпря-мителя на диодах VD1, VD2 можно включить мостовой выпрямитель или выпрямитель с удвоением напряжения в зависимости от значения переменного напряжения на обмотке III. Вместо диодов Д237В подойдут и другие выпрямительные диоды, выдерживающие обратное напряжение, возникающее на обмотке III трансформатора. Микроамперметр РА1— любой, с током полного отклонения стрелки до 1 мА. При необходимости рассчитывают и подбирают шунт R4 так, чтобы ток полного отклонения стрелки был равен 1000 мкА. Диод VD3 служит для защиты микроамперметра. При отсутствии микроамперметра можно использовать любой авометр, измеряющий постоянный ток менее 1 мА, предусмотрев на корпусе прибора гнезда для его подключения. Кнопка SB1 - П2К, сдвоенную кнопку типа КМ применять не рекомендуется из-за возможного неодновременного срабатывания микропереключателей. Остальные детали — любые.
Электрический монтаж в производстве и ремонте радиоаппаратов является важнейшим и наиболее трудоемким. Электрические монтажные соединения выполняют по принципиальным схемам или схемам соединений.
Обеспечение, заданных выходных параметров и надежная работа радиоаппаратов зависят от соблюдения основных требований монтажных работ и строгой производственной дисциплины. Монтажные работы нужно выполнять в соответствии с технической документацией (принципиальными и монтажными схемами, технологией, техническими условиями, специальными инструкциями и др.), так как даже один плохой контакт может вызвать отказ в работе радиоаппарата.
Рассмотрим основные технические требования к электрическому монтажу.
При монтаже схемы нужно применять провода, марки, сечения и расцветки которых соответствуют требованиям таблицы соединений или техническим условиям.
Монтажные соединения длиной до 40 мм можно выполнять неизолированным медным проводом диаметром 0,5 мм и выше по кратчайшему расстоянию между контактными лепестками. Минимальные расстояния между неизолированными проводами и металлическим шасси зависит от рабочих напряжений:
напряжение, В до 127 220 380 500
минимально допустимое расстояние, мм 3 5 7 9
Если в процессе эксплуатации возможно замыкание между отдельными перемычками из неизолированного провода и выводами отдельных элементов, то их изолируют полихлорвиниловыми или линоксиновыми трубками. Трубки не должны иметь повреждений. Не допускается восстанавливать изоляцию трубок с помощью ленты или лака.
При выполнении монтажа, расположенного в непосредственной близости от сильно нагревающихся деталей или ламп, необходимо использовать провода с теплостойкой изоляцией или на обычные монтажные провода надевать теплостойкий стеклолакочулок.
Соединения двух электрических контактов, расположенных один от другого на расстоянии свыше 40 мм, выполняют изолированными проводами. Изоляцию с концов провода или кабеля на длине 7...10 мм удаляют без надреза токопроводящей жилы. Концы наружной хлопчатобумажной изоляции монтажных проводов предохраняют от разлохмачивания, сползания и соприкосновения с неизолированными элементами монтажа, накладывая на них бандаж из ниток;
Провода соединяют с выводами навесных элементов или между собой только с помощью переходных планок или лепестков, оставляя запас длины 7...10 мм в каждом конце для повторной зачистки и соединения.
К одному контактному лепестку разрешается подклюю- чать не более трех проводов, в том числе и выводов навесных элементов.
К контактным лепесткам стеклянных герметизированных выводов подключают не более двух проводов общим сечением до 1 мм2.
Расстояние между соседними пайками должно быть не менее 5 мм. Исключение составляет пайка на ламповых керамических панелях с восемью гнездами.
Концы монтажных проводов с многопроволочной токоведущей жилой перед подключением к зажимным контактам заделывают в кабельные наконечники или загибают круглогубцами (по ходу часовой стрелки) в виде колечка такого диаметра, через который свободно проходит контактный винт. При зажимных контактах под крепящую гайку и головку винта прокладывают шайбы.
Если два или более проводника, относящиеся к разным цепям (например, входным и выходным), укладываются на близком расстоянии друг от друга, то, чтобы не возникла индуктивная и емкостная связь, их заключают в экранирующие оплетки, которые соединяют с корпусом.
При длине монтажного провода до 100 мм экранирующую оплетку соединяют с корпусом в одной точке, при длине свыше 100 мм - в двух точках путем пайки.
Для цепей переменного тока частотой 50 и 400 Гц провода свивают соответственно попарно по всей длине.
Монтажные соединения на лепестках пальчиковых ламп осуществляют при вставленных в панели шаблонах, фиксирующих правильность расположения лепестков, при этом жесткие провода не применяются.
Навесные элементы устанавливают друг от друга на расстоянии не менее 2 мм таким образом, чтобы надписи номиналов и маркировка были хорошо видны и по возможности обращены в одну сторону.
Чтобы повысить механическую прочность монтажных проводов и жгутов и уменьшить их взаимное влияние при работе радиоаппарата, их крепят к корпусу металлическими скобами через каждые 100..200 мм длины. Между скобами и жгутом (проводом) ставят прокладки из изоляционного материала.
Для удобства отыскания неисправностей в процессе эксплуатации монтажные провода маркируют с обоих концов или используют провода с разноцветной полихлорвиниловой изоляцией.
Механическое закрепление концов монтажных проводов и выводов элементов на контактных лепестках осуществляется загибкой, скруткой или обжатием вокруг лепестка (рис. 5).
Предварительное крепление перед пайкой повышает надежность соединений. Контактные лепестки ламповых панелей перед креплением на них проводов и выводов радиодеталей разгибают наружу под углом 35...45°.
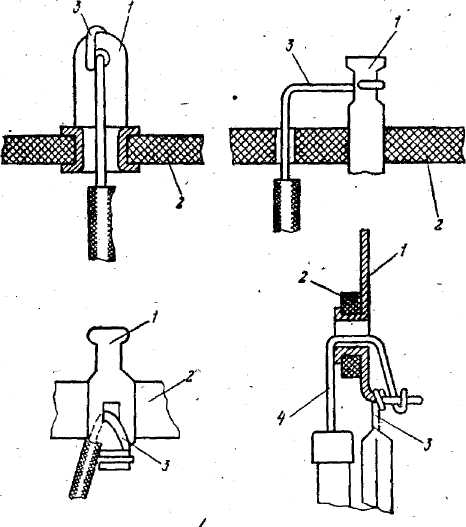
Рис. 5. Варианты механического закрепления жил проводов и выводов
радиоэлементов на контактах: 1 - контакт; 2 - панель; 3 - вывод провода; 4 - вывод радиоэлемента
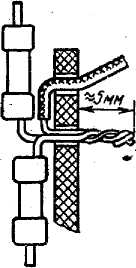
Рис. 6. Закрепление проводов и выводов радиоэлементов
на бесконтактных расшивочных панелях
Крепить выводы полупроводниковых приборов перед пайкой следует осторожно на расстоянии не менее 10 мм от корпуса. Расстояние от места закрепления луженой жилы до среза изоляции монтажного провода - не более 1...1.5 мм. Корпус навесных элементов должен быть на минимальном расстоянии от мест крепления выводов, но не менее чем 8-10 мм.
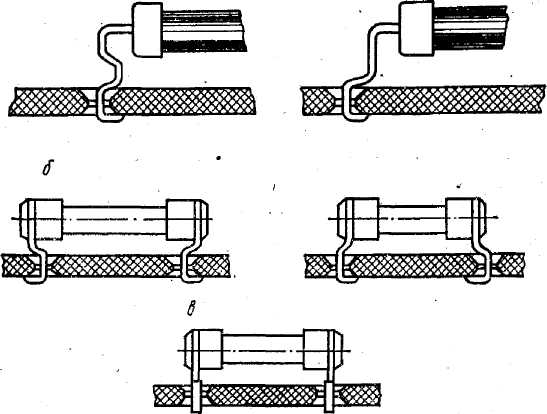
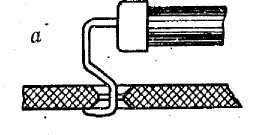
Рис. 7. Способы закрепления навесных радиоэлементов на печатных платах: а, 6 - с изгибом выводов; в - без изгиба
Пайка при монтаже и ремонте радиоаппаратуры используется для осуществления неразъемных соединений. Для пайки лучше всего применять трубчатый припой, который облегчает пайку в труднодоступных местах, улучшает ее качество, позволяет увеличить производительность труда и существенно уменьшить потери припоя и флюса.
Нагрев соединений и собственно пайка производятся электропаяльниками. Если паяльник недостаточно нагрет, то припой на соединяемых поверхностях быстро остывает, при этом понижается его смачиваемость. Такая пайка имеет недостаточную прочность. Но нельзя и перегревать паяльник, так как медь и припой могут окисляться, в результате чего припой скатывается с жала и не образует соединения. Признаком перегрева служит сильное сгорание (а не плавление) канифоли с выделением дыма.
Для получения качественных паяных соединений необходимо соблюдать следующие условия:
- флюс не должен растекаться за пределы места пайки;
- место пайки хорошо нагревать для полного расплавления припоя (минимальное количество припоя для пайки соединения определяется опытным путем);
- время пайки одного контактного соединения - не более 5 с;
соединяемые детали должны быть неподвижны до пол- ного затвердения припоя;
- места пайки промывать растворителем для удаления остатков флюса;
- рабочий конец паяльника периодически очищать от окалины (и снимать раковины) напильником.
Очищенный паяльник в нагретом состоянии опускают в канифоль, протирают суровой тряпкой и облуживают. Слой полуды предохраняет паяльник от окисления при пайке.
Лужение способствует получению прочного соединения и защищает от окисления контактные соединения деталей и проводов.
Сущность лужения заключается в том, что в процессе пайки соединяемые места предварительно покрывают тонким слоем припоя. На поверхность, покрытую флюсом, переносят небольшое количество припоя. Затем, двигая паяльник в разных направлениях, выравнивают слой полуды. В дополнение к движению паяльником необходимо поворачивать провода и радиодетали с тем, чтобы их поверхности хорошо залудились со всех сторон. После этого на место соединения наносят расплавленный припой и прогревают его. Припой затекает в зазор между соединяемыми деталями. Затем паяльник отводят и припой затвердевает, образуя монолитное соединение.
При пайке элементов разных размеров тепло необходимо подводить к более массивной части. Выводы полупроводниковых приборов, выводы, заключенные в полихлорвиниловые трубки, выводы пальчиковых ламп, а также когда расстояние от места спая до корпуса радиоэлемента меньше 8 мм, необходимо паять с использованием теплоотвода – пинцета с медными насадками на губках (рис. 8). Продолжительность пайки
указанных мест не должна превышать 2...3 с.
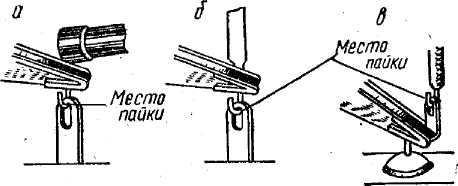
Рис. 8. Пайка с использованием теплоотвода:
а - при расстоянии от места спая до корпуса радиоэлемента меньше 8мм; б - проводов или выводов, заключенных в полихлорвиниловые трубки; в - герметизированных радиоэлементов
При тесном монтаже в процессе пайки необходимо применять теплозащитные экраны.
Пайка элементов схемы на печатных платах, где тонкие слои металла заменяют обычные провода, имеет свои особенности. Производят ее электропаяльником мощностью 35 Вт. Рабочий конец паяльника должен быть заправлен в виде четырехгранной пирамиды с углами при вершине 10. ..20°. Для пайки используют легкоплавкий припой ПОС-61, ПОСК-50 и бескислотные флюсы (30%-ный раствор канифоли в денатурированном или метиловом спирте). На место пайки флюс наносят кисточкой, не допуская растекания его за пределы спая. Покрытое флюсом место просушивают в течение 1...2 мин, так как быстрое испарение спирта в процессе пайки может привести к образованию пузырей и внутренних раковин в припое. Место пайки необходимо достаточно прогреть паяльником, чтобы припой полностью заполнил зазоры между выводом и паячным отверстием. Количество припоя должно быть минимальным, чтобы наплывы его в местах пайки не превышали 1 мм. Нельзя перегревать места пайки, так как перегрев может вызвать отслаивание печатных проводников. Время пайки — не более 3 с.
В процессе ремонта радиотелевизионной аппаратуры пайка интегральных микросхем (ИМС) может производиться специальным групповым паяльником мощностью не более 60 Вт для одновременного прогрева всех выводов. Для этого используется припой марок ПОС-61, ПОСК-50. Время пайки — не более 3 с. При замене микросхем необходимо соблюдать следующие правила:
- зазор между ИМС и платой — не менее 3 мм;
- входные и выходные цепи ИМС тщательно заэкранировать от электрических и магнитных полей Я разнести одну от другой;
- монтаж выполнять так, чтобы площади петель, образо- ванных входными и выходными токами ИМС, были мини- мальными;
- «заземление» (соединение с корпусом) элементов подключения, относящихся к входным и выходным цепям ИМС, делать в одной точке вместе с соответствующим выводом микросхемы;
- соединение «земляных» выводов ИМС между собой производить проводами минимальной длины;
- монтажные работы выполняют на столе, поверхность которого покрыта хлопчатобумажным материалом или антистатическим линолеумом;
- применять деревянные стулья с матерчатой (не синтетической) обивкой и электропроводящие настилы под ногами; носить обувь на кожаной подошве и одежду из хлопчатобумажной ткани;
- заземлять надежно рабочий инструмент (жало паяльника, пинцет и т. п.) и корпус (общую шину) монтируемого устройства.