

18. Процесс образования стружки


19.Трение и износ
Под изнашиванием режима инструмента понимается разрушение аго контактных поверхностей в результате трения стружки о переднюю поверхность резца и его задних поверхностей о заготовку.
Время работы инструмента между переточками при определенном режиме периодом стойкости.
Стойкость способность режущего инструмента сохранять свои режущие свойства.
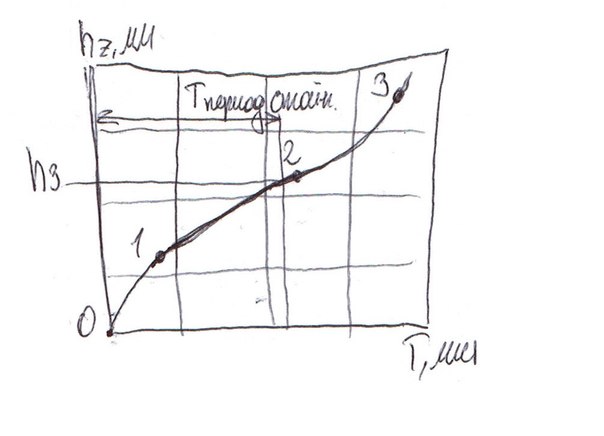
0-1 первая всегда выпуклая зона преработки
1-2 - зона нормального износа прямая линия
2-3 – зона катастрофического износа всегда выгнутая
При опытных значениях режима резания T,S,V 1-2 состоит 85-90% от периода стойкости 0-1 судят о качестве заточки инструмента.
20. Тепловые явления при резании.
Теплота генерируется в результате упругопластического деформирования материала заготовили в зоне стружкообразования, трения стружки о переднюю поверхность лезвия инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки. Тепловой баланс процесса резания можно представить тожеством: Q=Qg+Qпп+Qзп=Qзап+Qн+Qл. Термообразование отрицательно влияет на процесс резанья. Нагрев инструмента до высоких t=800-10000С вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменения его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанные поверхностей.
Общее количество выделяющегося при резании тепла равно сумме тепла, выделевшегося во всех перечисленных выше источниках:
![]()
Тепло, образующееся в процессе резания, не аккумулируется в местах его образования, а распространяется от точек с более высокой температурой к точкам с низкой температурой. Из зоны резания тепло уносится со стружкой (q1), передается в заготовку (q2) и инструмент (q3) и распространяется в окружающую среду (q4).Тепловой баланс процесса резания может быть выражен уравнением:
Q1 + Q2 + Q3 = q1 + q2 + q3 + q4
Соотношение количества тепла, отводимого со стружкой в деталь, в инструмент и окружающую среду, зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и внешних условий, в которых осуществляется резание.
 Рис.
3. Зависимость образования и распределения
теплоты, от скорости резания
Рис.
3. Зависимость образования и распределения
теплоты, от скорости резания
В начале обработки температура в зоне резания растет до какого-то определенного значения и устанавливается постоянной, соответствующей стационарному тепловому режиму, при котором выделение тепла равняется отводу его по перечисленным направлениям. Для практических целей наибольший интерес представляет температура рабочей части инструмента и обрабатываемой заготовки. Тепло, переходящее в заготовку, увеличивает ее температуру и вызывает температурное изменение ее размеров и коробление, подчас являющееся причинами брака.
Теплота, переходящая в инструмент, при всей своей относительной незначительности, концентрируясь в малых объемах материала инструмента, вызывает сильный разогрев его в этих объемах и снижение режущих свойств и износоустойчивости инструмента. С увеличением скорости резания доля тепла, переходящего в инструмент, уменьшается, но абсолютное его количество возрастает и температура в зоне резания увеличивается до значений, близких к температуре красностойкости металла инструмента.