

5. Выбор положения отливки в форме
При выборе положения отливки в форме во время заливки и затвердевания основными правилами являются обеспечение хорошего питания и получение отливки без усадочных и газовых раковин.
Положение отливки в форме зависит от требований, которые предъявляются к отливке по плотности металла и шероховатости поверхностей. У данной отливке L/B>1, характеризуется своей протяжённостью по сравнению к ширине, имеет плоскую поверхность, исходя из этого целесообразно использовать форму с горизонтальным разъёмом.
При расположении отливки в нижней полуформе, возрастает геометрическая точность отливки, уменьшается возможность появления литейных дефектов. С учетом этого, а также конструкции и параметров отливки следует расположить её в нижней полуформе (Рис 2.).
Положение отливки в форме
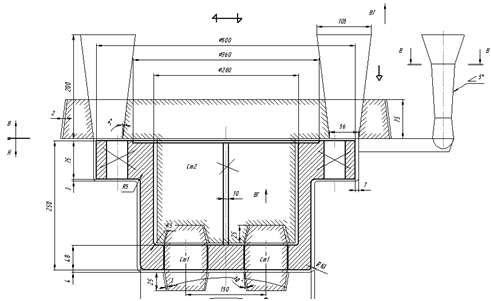
Рис. 2.
6. Число и конструкция стержней
Стержни, как правило, ставят в форму после сушки, чтобы увеличить их прочность и уменьшить газотворность. Точность фиксации стержня в форме обеспечивается размерами и конфигурацией его знаковых частей, которые назначают по ГОСТ 3212-92 с учетом размеров стержня, способа формовки и его положения в форме. Конструкция и размеры стержня представлены на рисунке 3. Данный стержень по степени сложности относится к 4 классу сложности – стержни, имеющие несложную форму с относительно большими стержневыми знаками, применяются для оформления обрабатываемых и необрабатываемых поверхностей. Для исключения всплытия стержня при заливке, он имеет усиленный стержневой знак. Конструкция стержня представлена на рисунке 3.
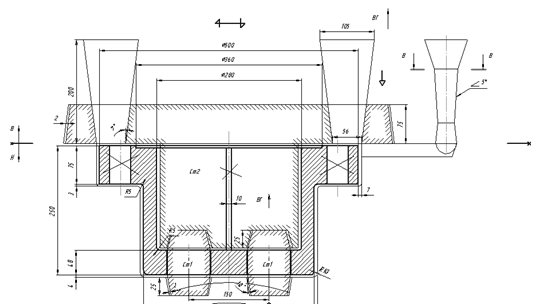
Рис.3.
7. Определение количества отливок в форме. Определение размеров опок
Учитывая габаритные размеры, а также конфигурацию отливки, принимаем количество отливок в форме равное 2 шт.
Чтобы расположить модель в опоках, нужно предусмотреть место для литниковой системы, а также определить расстояния между моделью и опокой, моделью и литниковой системой. Расстояние от модели или литниковой системы до боковой стенки опоки для средних отливок составляет 100 мм, слой смеси над моделью – 100мм, расстояние от нижнего знака стержня до низа опоки – 80 мм.
Согласно ГОСТ 14985-69 принимаем 2 цельнолитые стальные прямоугольные опоки с размерами в свету 1400×1000×400 (0272-0169) и 1400×1000×200 (0161).
Исходя из выбранной опоки, согласно ГОСТ 20118-74, принимаем модельную плиту 0280-1671/001.

8. Назначение припусков на механическую обработку, определение формовочных уклонов
Для того чтобы определить припуски на обработку, необходимо определить нормы точности отливки. В табл. 4 представлены нормы точности отливки.
Таблица 4 - Нормы точности отливки
Параметр |
Диапазоны и принятые значения |
Класс размерной точности |
(10 -14)11 |
Степень коробления элементов отливки |
(4-7)5 |
Степень точности поверхностей отливки |
(15-20)16 |
Класс точности массы отливки |
(9т-16)9 |
Шероховатость поверхности отливки, мкм |
60 |
Ряд припусков на обработку |
(7-10)9 |
Уровень точности обработки |
Средний |
Допуск неровностей поверхности, мкм |
±2,4 |
Допуск массы отливки, % |
±3,2% |
Допуск размера отливки выбирается в зависимости от номинальных размеров отливки в соответствии с выбранным классом размерной точности, а так же в зависимости от расположения элемента отливки в литейной форме. Припуски на механическую обработку определяем в соответствии с ГОСТ 26645-85 (табл. 5). По ГОСТ 3212-92 принимаем формовочные уклоны для металлических моделей 0⁰45'
литой крышка стержень уклон
Таблица 5 – Припуски на механическую обработку
Последовательность назначения |
Обрабатываемые резанием поверхности отливки |
||||||
А |
В |
С |
D |
E |
F |
||
Номинальный размер от базы до обрабатываемой поверхности, мм |
Ø 85 |
Ø280 |
Ø 330 |
Ø 500 |
250 |
75 |
|
Вид размера ВР |
1 |
2 |
1 |
1 |
1 |
1 |
|
Класс точности размера КР |
11 |
11 |
11 |
11 |
11 |
11 |
|
Допуск размера отливки |
4,4 |
6,4 |
6,4 |
7 |
5,6 |
4,4 |
|
Допуск формы поверхности (от коробления): ном. размер нормируемого участка, мм степень коробления элемента отливки СКэ допуск формы Тф, мм |
48 |
202 |
175 |
75 |
280 |
220 |
|
5 |
5 |
5 |
5 |
4 |
5 |
||
0,32 |
0,64 |
0,5 |
0,32 |
0,64 |
0,64 |
||
Допуск смещения, вызванного перекосом стержня (п. 2.8 ГОСТ 26645-85): размер наиболее тонкой стенки, формируемой с участием стержня, мм класс точности размера КР допуск смещения Тсм, мм |
- |
25 |
- |
- |
- |
- |
|
- |
11т |
- |
- |
- |
- |
||
- |
2,4 |
- |
- |
- |
- |
||
Позиционный допуск: размер базовой поверхности, мм вид размера ВР класс точности размера КР допуски размеров от базы То, мм позиционный допуск Тпоз, мм |
- |
330 |
500 |
330 |
- |
- |
|
- |
2 |
1 |
1 |
- |
- |
||
- |
11 |
11 |
11 |
- |
- |
||
- |
6,4 |
7 |
6,4 |
- |
- |
||
- |
3,2 |
3,5 |
3,2 |
- |
- |
||
Общий допуск То.общ, мм |
5 |
10 |
10 |
10 |
6,4 |
4,4 |
|
Общий допуск при назначении припуска То.общ, мм |
2,5 |
5 |
5 |
5 |
3,2 |
2,2 |
|
Вид механической обработки: Допуск размера детали от базы Тд. мм Отношение Тд/Тотл Отношение Тф.д/Тф.отл Вид окончательной механической обработки поверхности |
4,4 |
6,4 |
6,4 |
7 |
5,6 |
4,4 |
|
0,88 |
0,64 |
0,64 |
0,7 |
0,88 |
1 |
||
- |
- |
- |
- |
- |
- |
||
Черновая |
Черновая |
Черновая |
Черновая |
Черновая |
Черновая |
||
Ряд припусков РП |
9 |
9 |
9 |
9 |
9 |
9 |
|
Общий припуск Zoбщ, мм |
2,9 |
13 |
13 |
13 |
3,1 |
2,7 |
|
Размер отливки, мм |
82,1 |
267 |
343 |
513 |
253,1 |
77,7 |
|
Поле допуска |
±5 |
±8 |
±8 |
±8 |
±6,4 |
±5 |
|