

9.3. Роликовое формование
Процесс роликового формования состоит в укатке рыхлой бетонной смеси роликами. Таким способом формуют плоские и трубчатые бетонные и железобетонные изделия. Он существенно отличается от вибрационного способа и относится к одной из разновидностей формования путем прессования. При таком формовании уплотнение бетонной смеси происходит под действием нормальных контактных давлений ролика на смесь, которые принято называть прессующим давлением. Прессующее давление прикладывается к бетонной смеси с определенной скоростью и возрастает от нуля до максимума, а затем снижается. При этом происходит нарушение сравнительно слабых связей между частицами бетонной смеси, которые под действием прессующего давления преодолевают сопротивление сдвигу и перемещаются в более устойчивые положения, вытесняя при этом пузырьки воздуха. После снятия прессующего давления (после прохода ролика) происходит разгрузка бетонной смеси, и часть ее первоначальной деформации упруго восстанавливается (рис. 9.6).
Последующие воздействия прессующих роликов в условиях непрерывного поступления под них бетонной смеси приводят к новым перемещениям её частиц и дальнейшему вытеснению воздуха. По мере увеличения числа воздействий роликов уплотнение смеси происходит не только вследствие повторения нагрузки, но и вследствие увеличения прессующего давления роликов на смесь. Постепенно смесь уплотняется, что выражается в накоплении необратимых деформаций бетонной смеси, величина которых за каждое новое воздействие постепенно уменьшается и после 40...80 проходов ролика становится несущественной. Это свидетельствует о том, что бетонная смесь уплотнена.
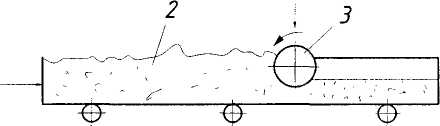
Рис. 9.6 Схема роликового формования:

Рис. 9.7 Схема уплотнения смеси при роликовом формовании
При формовании плоских изделий ось прессующего ролика (одного или нескольких) совершает возвратно-поступательное движение. На схеме (рис. 9.7) показан момент, когда ролик и форма движутся относительно друг друга слева направо. При формовании полых цилиндрических изделий прессующие ролики устанавливают на специальной головке, которую называют прессующей. На ней устанавливают три или большее число роликов так, что их внешние образующие совпадают с образующей внутренней цилиндрической поверхности трубчатого изделия. Прессующая головка с роликами вращается в одном направлении.
Главным фактором, определяющим степень уплотнения бетонной смеси при роликовом формовании, является прессующее давление ролика на смесь. Упрощенная схема сил, действующих на ролик в процессе формования, приведена на (рис. 9.8).
Прессующее давление
![]()
где Е - модуль первого рода бетонной смеси; α - угол захвата бетонной смеси роликом.
Для особо жёстких бетонных смесей при α = 30° прессующее усилие равно
![]()
где lp - длина прессующего ролика; r - радиус ролика.
Процесс роликового формования достаточно сложен. Выражение для P дает значение давления непосредственно под роликом. По мере удаления от поверхности ролика давление в бетонной смеси падает и на некоторой глубине h0 достигает своего начального значения р0, т.е. давления, которое было в бетонной смеси до воздействия на него роликом. Поскольку плотность бетонной смеси есть функция р на глубине h0, уплотнения не происходит. Значения р и h0 растут с увеличением радиуса ролика r. Зависимость прессующего давления и, следовательно, плотности смеси при роликовом формовании от свойств смеси, геометрии изделия и параметров формующей установки очень сложна. Поэтому при практических расчётах установок чаще всего используют эмпирические зависимости.
Формовочные станки СМЖ-194Б и СМЖ-329 для изготовления бетонных безнапорных труб диаметром 300…600 мм и 800…1200 мм методом радиального прессования применяют в технологических полуконвейерных линиях.
Станки СМЖ-194Б, СМЖ-329 (рис. 9.8) состоят из траверсы с механизмом вращения, воронки, механизма формования раструба, станины с площадками обслуживания, поворотного стола с приводом вращения, гидроцилиндров, гидропривода с насосной станцией питателя, привода питателя, фиксатора стола, бункера, механизма подъема и фиксации воронки, форм и электрооборудования.

Рис. 9.8. Станок для изготовления безнапорных труб