

Глава 5
ИЗМЕНЕНИЕ СТРУКТУРЫ И СВОЙСТВ МАТЕРИАЛОВ
Для одежды под воздействием технологических и эксплуатационных факторов
5.1. Влияние влажно-тепловой обработки на изменение линейных размеров
При изготовлении одежды и особенно в период ее эксплуатации происходит изменение свойств материалов, которое вызывает ухудшение качества посадки одежды, изменение размеров изделий, внешнего вида, основных физико-механических свойств и др. Знания об изменениях свойств материалов позволяют проектировать одежду, добиваясь минимального влияния этих негативных явлений на качество одежды в целом.
В процессе изготовления одежды под воздействием тепла и влаги перерабатываемые материалы изменяют линейные размеры и, следовательно, изменяются размеры деталей одежды, искажается их форма. Как правило, эти воздействия приводят к уменьшению линейных размеров, т. е. к усадке материалов. Известно, что причинами усадки являются релаксация, вызванная растяжением материалов в процессах текстильного производства, и набухание волокон. В процессе настилания ткани, при перемещении деталей одежды на различных этапах швейного производства материалы растягиваются, а под воздействием влажно-тепловой обработки релаксируют. Тепло и влага ускоряют релаксационные процессы, поскольку влага, проникая в структуру волокна, ослабляет межмолекулярные силы, а под воздействием тепла возрастает кинетическая энергия молекул и атомов, которая способствует снятию внутренних напряжений и установлению равновесного состояния.
При изготовлении швейных изделий происходит усадка тканей после внутрипроцессной и окончательной влажно-тепловой обработки, а также при дублировании деталей изделий клеевыми прокладочными материалами.
Расширение области применения материалов для одежды с различным процентом вложения химических волокон привело к более частым случаям проявления усадки от влажно-тепловой обработки. На отечественных швейных предприятиях отсутствуют нормативы изменения линейных размеров одежды после влажно-тепловой обработки, несмотря на то, что в международной прак-
248
тике такая оценка принята. Учет усадки при влажно-тепловой обработке позволяет определять возможность переработки материалов в технологических процессах по изготовлению высококачественных изделий. По данным ЦНИИШП [2], тепловая усадка, Превышающая 1,5...2 %, приводит к переводу изделий в меньшие роста и размеры, искажению формы отдельных деталей и изделия в целом.
Величина усадки тканей, трикотажных и нетканых полотен под действием влажно-тепловой обработки оценивается в соответствии с ОСТ 17-790—85, который регламентирует параметры влажно-тепловой обработки в зависимости от вида оборудования, волокнистого состава материала и его поверхностной плотности. Для моделирования реальных условий влажно-тепловой обработки материалов проводят трехкратную обработку проб утюгом или на прессе. Определение изменения линейных размеров при дублировании проводят после однократной влажно-тепловой обработки проб при регламентируемых режимах склеивания. ЦНИИШП для текстильных предприятий разработаны рекомендации, которые предлагается учитывать при создании материалов, предназначенных для переработки в швейной промышленности. Усадка при влажно-тепловой обработке не должна превышать, 1,5 % — для пальтовых и костюмных тканей, лент и тесьмы; 2 % — для плащевых, плательных, подкладочных тканей и трикотажных полотен.
В работе [2] проведен анализ изменения линейных размеров тканей под действием мокрых обработок (ГОСТ 5012—82) и влажно-тепловой обработки (ОСТ 17-790—85) табл. 5.1.
Из табл. 5.1 видно, что между показателями усадки после замачивания и влажно-тепловой обработки не существует однозначной зависимости. В связи с этим при расчете чертежей конструкции изделия должно четко проводиться разграничение учета ве-
Таблица 5.1 Усадка основы (утка) некоторых костюмных и пальтовых тканей, %
Наименование ткани |
Влажно-тепловая обработка |
Замачивание |
||
основа |
уток |
основа |
уток |
|
«Фрегат» |
2,3 |
1,8 |
1,3 |
1,3 |
«Тибет» |
2,3 |
0,9 |
3 |
0,5 |
«Романс» |
1 |
0,9 |
1,2 |
2,5 |
«Лабиринт» |
2,5 |
1,1 |
5,5 |
1,6 |
«Ритуал» |
2 |
0,5 |
4,7 |
0,2 |
«Метелица» |
2,9 |
1,7 |
1,7 |
0,3 |
249
Режимы склеивания при дублировании деталей термоклеевыми прокладочными материалами
Материал |
Марка клея |
Режимы склеивания |
||
температура прессования по поверхности, °С |
время прессования, с |
усилие прессования, МПа |
||
Лавсановис-козные, вискозные |
«Грилтекс», «Шеттификс», ПА-12/6/66 |
130... 140 |
15...20 |
0,03...0,05 |
Ворсованные, хлопчатобумажные |
ПА-6/66, ПА-12/6/66 |
150... 160 130... 140 |
20...40 15... 30 |
0,03...0,05 |
Бортовые льняные, полульняные, с капроновой мононитью |
ПА-6/66, ПА-12/6/66 |
150... 160 130... 140 |
20...40 15...30 |
0,03...0,05 |
Термоклеевые нетканые полотна |
«Грилтекс», «Шеттификс», ПА-12/6/66 |
130... 140 |
15...20 |
0,03...0,05 |
личины усадки от влажно-тепловой обработки и от замачивания. Усадка от влажно-тепловой обработки должна учитываться при создании объемной формы деталей изделия, баланса и посадки изделия, для обеспечения соответствия размеров готового изделия таблице основных и вспомогательных измерений швейных изделий, а усадка от мокрых обработок — для сохранения стабильности размеров и формы изделия в процессе эксплуатации.
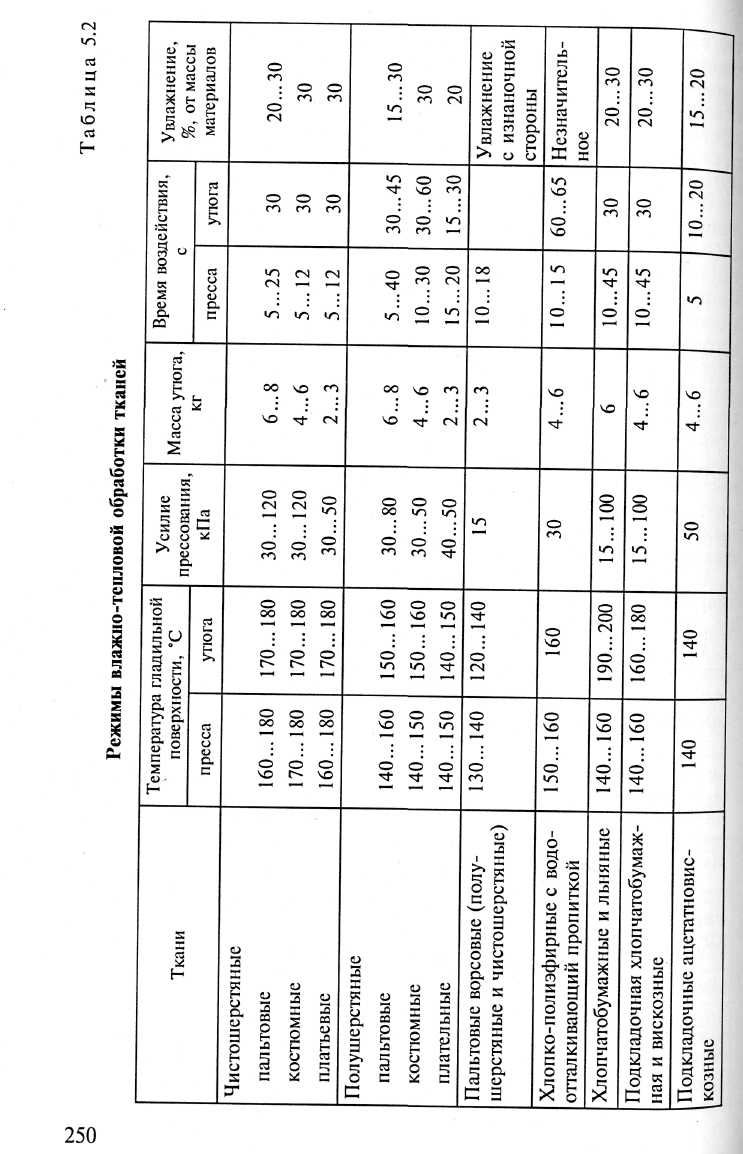
В целях предотвращения тепловой усадки, а также предупреждения оплавления ворса и опорной поверхности ткани, появления скрытых опалов приняты предельные режимы влажно-тепловой обработки шерстяных и полушерстяных тканей на электрооборудовании (табл. 5.2).
Режимы склеивания при дублировании деталей изделий термоклеевыми прокладочными материалами приведены в табл. 5.3.