

Вопрос№4
Деформация —это изменение размеров и формы изделия под действием механических усилий или температурного воздействия.
Деформации в сварных конструкциях появляются вследствие внутренних напряжений, которые вызываются различными причинами.
Причины возникновения этих напряжений можно разделить на две основные группы:
— неизбежные, без которых процесс обработки невозможен;
— сопутствующие, которые, в принципе, можно-устранить.
К неизбежным причинам возникновения напряжений при сварке относятся, например, неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам возникновения напряжений и деформаций относятся такие причины, как:
— неверные конструктивные решения сварных узлов (неправильно выбранный тип соединения, слишком близкое расположение сварных швов, частое пересечение сварных швов и т. п.);
— неправильное применение техники и технологии сварки
-13-
— низкая квалификация сварщика.
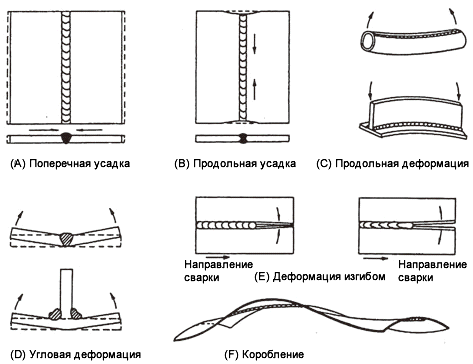
Существует ряд видов возможных сварочных деформаций, как показано на Рисунке (A) Поперечная усадка, (B) Продольная усадка, (C) Продольная деформация, (D) Угловая деформация, (E) Деформация изгибом и (F) Коробление. Величина сварочных деформаций и усадки зависит от вида свариваемых металлов и сварочного процесса.
Билет №6
1. Подготовка металла к сварке, проверка точности сборки.
2. Воздушно – дуговая резка.
3. В каких случаях при выполнении сварочных работ назначается наблюдающий.
4. Мероприятия по предупреждению сварочных деформаций
Вопрос №1
Качество сварного соединения во многом зависит от подготовки металла и сборки изделия под сварку. Основной металл в разделке и на 20-30 мм от нее должен быть чищен от ржавчины, масла, краски, влаги, грязи, снега, льда, окалины.
Наличие указанных материалов в зоне действия сварочной дуги приводит к образованию дефектов в сварных швах. Кромки свариваемых деталей должны зачищаться до металлического блеска, а у изделий из высоколегированной стали не только кромки, но и прилегающая к разделке зона шириной 20-30 мм.
Загрязнение следует удалять с поверхности металла, даже если оно не располагается в зоне действия сварочной дуги, так как при кантовке или перестановке изделия грязь может попасть в разделку шва. Особенно тщательно должны зачищаться торцы соединяемых элементов изделия.
Зачищать элементы необходимо перед их сборкой. После сборки разделку шва и прилегающие к нему участки можно прожечь пламенем газовой горелки или продуть сжатым воздухом, чтобы удалить попавшие туда после сборки грязь и влагу. Прожигание можно делать с одной или двух сторон.
После подготовки отдельных элементов их располагают и фиксируют в положении, предусмотренном проектом. В процессе сборки необходимо выдержать заданный зазор между свариваемыми элементами, установить их в требуемых плоскостях или под заданным углом и скрепить между собой так, чтобы при сварке взаимное расположение элементов не нарушалось и к месту сварки был свободный доступ.
Таким образом, технология сборки под сварку должна гарантировать хорошее качество сварки изделия. Правильность сборки проверяется специальными шаблонами.
Собираемые элементы относительно друг друга фиксируются в основном прихватками. Прихватки рекомендуется накладывать со стороны, обратной наложению первого валика. Длина прихватки 20-120 мм и зависит от вида конструкции: более длинные прихватки делаются на больших массивных изделиях.
Высота прихватки не должна превышать высоту первого валика сварного шва.
При сварке ответственных конструкций перед наложением основного шва прихватки должны удаляться по мере заварки шва. Конструкция в собранном виде удерживается подварочным швом или специальными приспособлениями.