

Билет №4
1. Типы угловых соединений сварных швов (эскизы). Параметры разделки и сварных швов угловых соединений.
2. Технология изготовления плоской секции.
3. Требования ТБ при одновременной работе нескольких сварщиков на различных высотах возле одной вертикали.
4. Виды контроля.
Вопрос№1
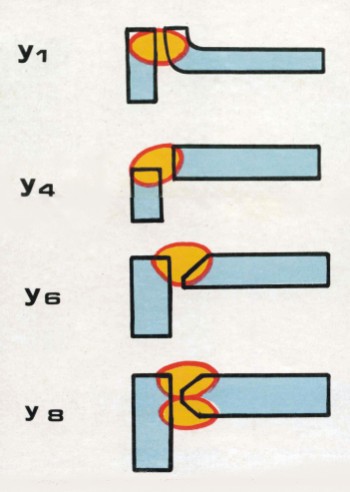
У1 - Соединение угловое, с отбортовкой одной кромки, шов односторонний
У4 – Соединение угловое, без разделки кромок, шов односторонний
У6 - Соединение угловое, с разделкой 1 кромки, шов односторонний
У8 – Соединение угловое, с симметричной разделкой одной кромки, шов двусторонний
параметры разделки :
угол скоса,
р- притупление ( не скошенная часть кромки)
а- зазор (расстояние между деталями)
S- толщина детали
параметры сварного шва
В- ширина шва
h- высота шва
к- катет шва
Вопрос №2
2. Технология изготовления плоской секции.
Способ сборки плоских секций корпуса корабля, заключающийся в том, что изготовление плоских секций производится на одном рабочем участке без перемещения до полного их изготовления.
С начало на полотнище наносят разметку куда в дальнейшем ставят продольный и поперечный набор, после производиться контроль у сборщиков, затем сваривается в следующем порядке: - сварка вертикальных швов ( пересечение наборов),
- приваривают продольный набор ( набор главного направления),
- приваривают перекрёстный набор.
В случае невозможности применения раздельного способа можно варить ячейковым способом и так же производиться контроль качества ( рентген ) .
Потом секция отправляется на дальнейший этап постройки судна.
Вопрос №3 -10-
Электросварщик до начала работы следующие: перед началом работы электросварщик обязан проверить изоляцию сварочных проводов и электрододержателя, наличие и надежность заземления сварочных агрегатов, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ; надеть спецодежду (брезентовую куртку, брюки, кожаные ботинки, брезентовые рукавицы и головной убор).
При организации рабочих мест и рабочих площадок на высоте должны быть определены опасные для людей зоны, в пределах которых постоянно действуют или потенциально могут действовать опасные производственные факторы, Опасные зоны должны быть обозначены знаками безопасности и надписями установленной формы.
Личный инструмент должен находиться в сумках или в специальных сортовиках. Рабочий, производящий работу на высоте, не должен допускать падения инструмента, деталей или материале в на находящихся внизу людей. При наличии под местом производства работ людей и отсутствии сплошного настила ниже места работ следует устанавливать предохраняющее перекрытие.
При производство сварочных работ на высоте должны устраиваться леса и площадки из несгораемых (трудносгораемых) материалов. При отсутствии лесов (площадок) электросварщики должны пользоваться огнестойкими предохранительными поясами и страховочными канатами с карабинами, а также специальными сумками для инструмента и для сбора огарков электродов.
При одновременной работе на различных высотах по одной вертикали должна быть предусмотрена защита персонала, работающего на нижних ярусах, от брызг металла, случайного попадания огарков и других предметов.