

Вопрос №3
При наплавке на изношенную поверхность больших объемов:
- м\у и н\л сталь предварительно подогреть до Т=100 С
- ширина валика не более 3 диаметров электрода
- каждый следующий валик перекрывает предыдущий на 1\4-1\3 ширины валика
- каждый следующий слой рекомендуется выполнять перпендикулярно предыдущему.
- наплавка больших объемов сопряжена с опасностью значительных сварочных напряжений. Поэтому надо соблюдать все эти условия. После наплавки желательна термообработка.
-6-
Неполномерность сварного шва устраняется наплавкой дополнительного слоя металла. При этом поверхность тчательно зачищают до металлического блеска.
Непровар, кратеры, пористость- устраняют путем вырубки зубилом или фрезой с последующей наплавкой.
Подрезы заваривают тонкими ниточными валиками.
Вопрос №4
Испытания на плотность подвергают ёмкости для горючего, масла, воды, существует несколько методов контроля плотности сварного шва:
Гидравлические испытания.
В сосуд после наполнения его водой с помощью насоса создают избыточное давление. Под давлением выдерживают 5-10 минут, за это время швы осматривают на отсутствие подтеканий.
Пневматические испытания.
Сжатый газ или воздух подают в испытуемый сосуд . Сосуды маленького размера погружают в ванну с водой где по выходу пузырьков через не плотности в швах обнаруживают дефекты
Вакуум испытания.
На шов наносят пенный раствор, затем устанавливают вакуум-камеру, представляющую собой коробку с открытым дном и прозрачной крышкой. Дефекты обнаруживают по вспениванию раствора.
Испытания керосином.
Этот метод основан на высокой проникающей способности керосина в металле. При этом испытании одну сторона шва покрывают водным раствором мела, после высыхания другую сторону покрывают керосином. При наличии дефектов указывают пятна керосина на поверхности мела. Для увеличения скорости испытания со стороны керосина подается струя сжатого воздуха, или с помощью подогрева детали.
Цветная дефектоскопия.
При этом методе на контролируемую поверхность наносят слой жидкости, после выдержки поверхность промывают и протирают насухо, затем покрывают тонким слоем проявителем. После просушки проявителя красящая жидкость попавшая в дефекты окрашивает поверхность в яркий цвет.
Билет №3
1.Типы разделки кромок тавровых соединений (эскизы). Параметры разделки кромок и сварного шва тавровых соединений.
2. Режимы сварки. Влияние режимов на форму и размеры сварного шва.
3. Способы наплавки.
4. Рентгено – гамма контроль.
Ответы:
Вопрос №1
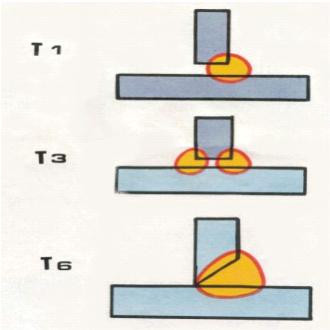
Т1 - соединение тавровое ,без скоса кромок , шов угловой односторонний
Т3 — тавровое соединение, без скоса кромок, угловой двусторонний шов
Т6 - соединение тавровое, со скосом одной кромки , шов угловой односторонний
-7-
параметры разделки :
угол скоса,
р- притупление ( не скошенная часть кромки)
а- зазор (расстояние между деталями)
S- толщина детали
параметры сварного шва
В- ширина шва
h- высота шва
к- катет шва
Вопрос №2
Режимы сварки — совокупность параметров которые обеспечивают устойчивость процесса,который обеспечивает получение сварных швов заданных размеров, форм, качества.
К основным параметрам режима дуговой сварки относятся:
сила тока
напряжение на дуге
род тока
полярность тока
диаметр электрода
скорость сварки
Дополнительные параметры:
положение электрода и изделия при сварке;
марка электрода
От этих параметров зависят форма и размеры шва.
с увеличением силы тока -увеличивается глубина провара. Ток должен подбираться в зависимости от толщины металла и положения шва в пространстве
Усв = к * dэ - для нижнего положения
Усв = 0,9 (к * dэ) — для вертикального и горизонтального положения
Усв = 0,8 (к * dэ) — для потолочного положения
где к = 30-60 (А\мм)
Род тока выбирают в зависимости от марки металла, его толщины и марки электрода
трансформатор — переменный ток
выпрямитель и преобразователь — постоянный ток
3.) Напряжение на дуге — с увеличением напряжения — увеличивается длина дуги, дуга становится подвижной, ширина шва увеличивается, а глубина провара уменьшается, увеличивается разбрызгивание.(16-30 В)
4.) На обратной полярности глубина провара больше на 40 % чем на прямой полярности
5.) С уменьшением диаметра электрода (при одинаковом токе) увеличивается глубина провара т. к. плотность тока увеличивается. При увеличении диаметра увеличивается ширина и высота шва.
6.) С увеличением скорости сварки глубина и ширина шва уменьшаются.