

Билет №7
Сварочный пост для ручной сварки. Виды постов и их назначение.
Газовая резка.
ТБ при работе в закрытом ( замкнутом) труднодоступном помещении.
Холодные и горячие трещины.
Вопрос№1
Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочный пост состоит из сварочного аппарата — источника питания дуги электрическим током, пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик.
При постоянном расположении сварочный пост называют стационарным, при переменном — передвижным.
При сварке небольших изделий сварочный пост оборудуют в кабине размерами 2X2; 2x3 м и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. П.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол — из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 мм для вентиляции. В кабине устанавливают металлический сварочный стол
Питание постов сварочным током может быть централизованным. В цехе устраивают центральный машинный зал, оснащенный мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для подачи сварочного тока к 20—30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
Вопрос №2
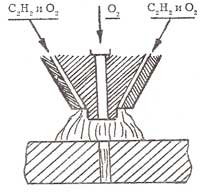
газопламенной резкой (чаще ее называют кислородной)
Кислородная резка — процесс сгорания металлов и их сплавов в струе технически чистого кислорода.( Основан на способности металла гореть в струе чистого кислорода). Для этого металл вдоль линии предполагаемого разреза предварительно нагревают до температуры его воспламенения в кислороде. Таким образом, весь процесс можно подразделить на стадию подогрева ацетиленовым пламенем (или пламенем других газов) и стадию резки металла струей кислорода, во время которой происходит сгорание металла, а образовавшиеся оксиды выдуваются из участка разреза.
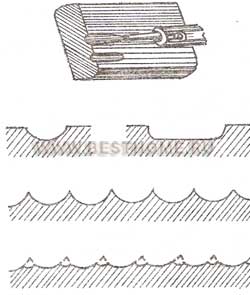
Такая резка носит еще одно название — разделительная. Она предназначена для раскроя листов металла, разделки кромок под сварку, вырезки заготовок различной формы и других работ, связанных с разрезанием металла на части. Однако вышеописанную резку можно применять и для разделки канавок, удаления поверхностного слоя металла и устранения поверхностных дефектов. В этом случае резка будет называться поверхностной.
Разделительная резка Поверхностная резка
-16-
Вопрос №3
К замкнутым помещениям относятся: междудонное и междубортовое пространства, коффердамы, цистерны, котлы, форпики и ахтерпики, румпельные отделения, грузовые танки наливных судов, закрытые трюмы.
Для выполнения работ в замкнутых помещениях необходимо направлять не менее двух рабочих, один из которых является наблюдающим. Наблюдающий должен твердо знать инструкцию, которая разрабатывается для него на предприятии на основе типовой инструкции.
Работающий внутри замкнутых и труднодоступных помещений должен быть обеспечен предохранительным поясом со страховочным концом достаточной длины и прочности, свободный конец которого должен быть у наблюдающего.
При сварочных и газопламенных работах в замкнутых и труднодоступных помещениях необходимо:
Проведение систематического контроля воздушной среды;
Одежда рабочего должна быть огнестойкой;
Обеспечение эффективной и бесперебойной вентиляции помещений;
Газы должны подводиться из безопасного места вне этого помещения;
Запрещается оставлять горелку и шланги без присмотра при перерывах в работе;
После окончания работы помещение должно быть провентилировано, сварочная аппаратура, шланги, кабели убраны.