

Билет №1 -1-
Классификация сварных швов.
Марки электродов применяемых на предприятии. Назначение обмазки.
Виды наплавки.
Виды дефектов сварного шва, методы их предупреждения и устранения.
Вопрос №1
1) Сварные швы классифицируются по виду сварного соединения.
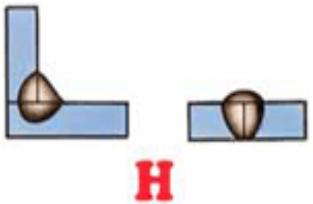
А) швы стыковые. Б) швы угловые. В) швы нахлесточные. Г) швы тавровые.

Вывод: вид сварного соединения определяется взаимным расположением двух деталей.
по количеству наплавленного металла:
а) нормальные швы — выдержан плавный переход от основного к наплавленному металлу.
б) выпуклые (усиленные)
в) вогнутые (ослабленные)
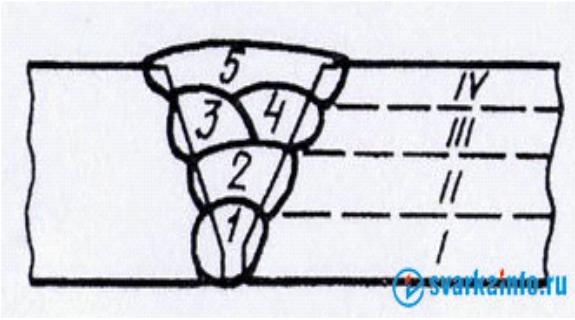
по количеству наплавленных слоев:
а) однослойные
б) многослойные
по характеру выполнения швов:
а) односторонние
б)
двусторонние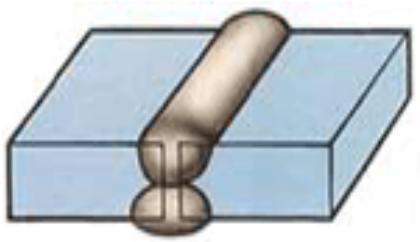
По протяженности:
а) сплошные- по всей длине детали
б) прерывистые: точечный, цепной, шахматный
-2-
6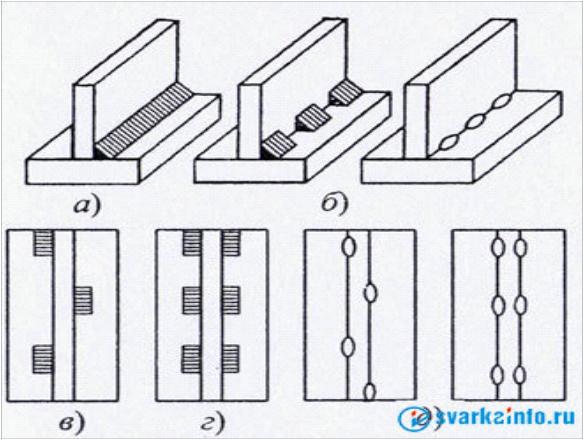 )
по положению шва в пространстве:
)
по положению шва в пространстве:
а) нижний шов
б) вертикальный
в) горизонтальный
г) потолочный
Вопрос №2.
Марки аустенитных электродов:
ЭА-981/15 — покрытие цвета ржавчины, торец не окрашен
ЭА-48М/22 — покрытие серое, торец черный
ЭА-112/15 — покрытие серое, торец красный
ЭА-606/11 — покрытие голубое, торец не окрашен
ЭА-395/9 — покрытие зеленое, торец не окрашен
ЭФ-400/10У — покрытие бежевое, торец желтый
Марки феритных электродов:
УОНИИ 13/45А — покрытие серое, торец бордовый
УОНИИ 13/45 — покрытие серое, торец белый
48Н-1 — покрытие серое, торец синий
48Н-11 - покрытие серое, торец голубой
48-13 — покрытие серое, торец черный
48Н-15 — покрытие серое, торец коричневый
Отличить аустенитные электроды от ферритных можно :
по написанию марки ЭА — электрод аустенитный
по длине — аустенитные короче ферритных
по наплавленному металлу ( аустенитный шов не магнитный)
Общее назначение обмазки или электродных покрытий – обеспечивать стабильность горения сварочной дуги и получать металл шва с заранее заданными свойствами (прочность, пластичность, ударная вязкость, стойкость против коррозии, и др.).
Для этого вводят следующие элементы:
стабилизирующие — обеспечивают устойчивое горение дуги
шлакообразующие — образуют шлаковую корку
газообразующие — дают газовую защиту
раскисляющие — удаляют кислород из шва
легирующие — придают шву особые свойства ( коррозионную стойкость, маломагнитность, износоустойчивость.....)
связующие — придают вязкость обмазке.
-3-
Вопрос №3. Наплавка –это нанесение слоя металла на изделие с помощью сварки плавлением.
Различают наплавку восстановительную и изготовительную.
Восстановительная — применяется для получения первоначальных размеров изношенных или поврежденных деталей (в этом случае наплавленный металл близок по свойствам к основному металлу)
Изготовительная — служит для получения многослойных изделий. Такие изделия состоят из основного металла и наплавленного рабочего слоя. Основной металл обеспечивает необходимую конструкционную прочность, а слой наплавленного металла придает особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость.
Таким образом наплавку производят не только при восстановлении изношенных, но и при изготовлении новых деталей.
Важнейшим требованием предъявляемым к наплавке является:
минимальное проплавление основного металла
минимальное значение остаточных напряжений и деформаций в зоне наплавки
снижение до приемлемых значений припусков на последующую обработку деталей