

Базирование
1 Вопрос.Схемы базирования валов
Для
базирования заготовок по цилиндрическим
поверхностям применяют призмы.
Призмы изготовляют главным образом с
углом 90°, хотя в отдельных случаях
встречаются призмы с углами 60 и 120°, но
их следует применять в особых случаях.
При базировании в призмах ось цилиндрической
поверхности заготовки независимо от
отклонения в величине ее диаметра
устанавливается в плоскости симметрии
призмы.
![]() На
рис. 188 дана типовая схема базирования
заготовки цилиндрической формы. Заготовку
устанавливают наружной поверхностью
в две призмы А и Б,
играющие роль опорной и направляющей
базовых поверхностей, и прижимают к
упору В,
являющемуся упорной базовой поверхностью.
В отличие от базирования призматических
заготовок приведенная на рис. 188 схема
не исключает возможности поворота
заготовки вокруг ее продольной оси. При
необходимости поворот может быть
исключен постановкой упора в отверстие
или канавку, специально изготовленные
в заготовке.
На
рис. 188 дана типовая схема базирования
заготовки цилиндрической формы. Заготовку
устанавливают наружной поверхностью
в две призмы А и Б,
играющие роль опорной и направляющей
базовых поверхностей, и прижимают к
упору В,
являющемуся упорной базовой поверхностью.
В отличие от базирования призматических
заготовок приведенная на рис. 188 схема
не исключает возможности поворота
заготовки вокруг ее продольной оси. При
необходимости поворот может быть
исключен постановкой упора в отверстие
или канавку, специально изготовленные
в заготовке.
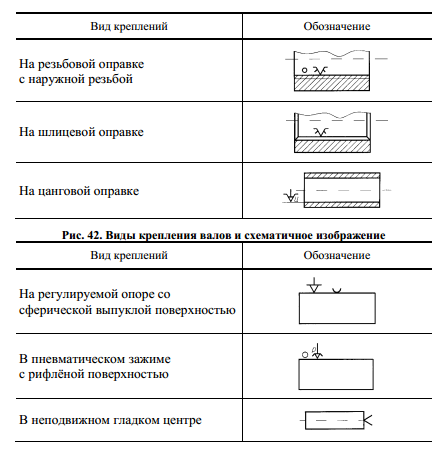
Основными базами подавляющего большинства валов являются поверхности его опорных шеек и торцы
(рис. 42). Для установки заготовок используют патроны: 1) самоцентрирующиеся двух-, трёх- и четырёхкулач-
ковые, 2) магнитные. Часто за технологические базы принимают поверхности центровых отверстий с обоих
торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с
установкой его в центрах. При этом может возникать погрешность базирования, влияющая на точность взаим-
ного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в каче-
стве технологической базы использовать торец заготовки. Используются следующие центры:
1) вращающиеся центры;
2) плавающие центры;
3) рифлёные центры;
4) сферические центры;
5) задний срезанный центр и т.д.

Использование центров в качестве установочных элементов предусматривает применение того или иного
поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводко-вые патроны, хомутики и т.д. (рис. 43).
Передача крутящего момента подаётся через палец-поводок (2), закрепленный в патроне (1), и хомутик (3),
устанавливаемый на заготовке.
Установка в цанговые патроны (подающие, зажимные) служит, как правило, для закрепления пруткового
материала и инструмента с хвостовой частью. Установка в оправках (для полых валов) – жёстких, центрирую-
щих (с постоянным диаметром) и разжимных. Различают также поводковые оправки:
• жёсткие – конические, цилиндрические, поводковые.
• разжимные – кулачковые, самозажимные, с гофрированными втулками и др.

1 вопрос. Основными базами подавляющего большинства валов являются поверхности его опорных шеек и торцы (рис. 42). Для установки заготовок используют патроны: 1) самоцентрирующиеся двух-, трёх- и четырёхкулачковые, 2) магнитные. Часто за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах. При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек. Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. Используются следующие центры:
1) вращающиеся центры;
2) плавающие центры;
3) рифлёные центры;
4) сферические центры;
5)
задний срезанный центр и т.д.
Форма
и размеры центровых отверстий
стандартизованы. Существует несколько
типов центровых отверстий, из которых
для валов чаще всего применяются три
(см. таблицу):

Цилиндрические участки диаметром d необходимы для предотвращения контакта вершин станочных центров с заготовкой. При обработке крупных, тяжёлых валов применяют усиленные станочные центры с углом конуса 75 или 90°. С соответствующими углами конусов выполняют и центровые отверстия валов. Предохранительный конус с углом 120° позволяет избежать случайных забоин на рабочем конусе в процессе межоперационного транспортирования вала. Валы с предохранительными конусами более ремонтопригодны. Использование центров в качестве установочных элементов предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.д. (рис. 43).
Передача крутящего момента подаётся через палец-поводок (2), закрепленный в патроне (1), и хомутик (3), устанавливаемый на заготовке.

Установка в цанговые патроны (подающие, зажимные) служит, как правило, для закрепления пруткового материала и инструмента с хвостовой частью. Установка в оправках (для полых валов) – жёстких, центрирующих (с постоянным диаметром) и разжимных. Различают также поводковые оправки:
• жёсткие – конические, цилиндрические, поводковые.
• разжимные – кулачковые, самозажимные, с гофрированными втулками и др.
Основные способы установки валов приведены на рис. 44 – 47

При установке и обработке длинных заготовок валов, осей, стержней в качестве дополнительной опоры, повышающей жёсткость технологической системы, применяют люнеты. Люнеты используют при обработке заготовок с L/D > 12…15. Различают подвижные и неподвижные люнеты (рис. 47). Для облегчения условий труда при закреплении заготовок на станки используют механизированные приводы: пневматические, гидравлические, электрические и магнитные.