

1.Определяем вид разделки кромок.
Сварку и сборку изделия производим за один проход без разделки кромок 2.Определяем количество слоев.
 (за
один проход)
(за
один проход)
3.Определяем марку сварочных материалов с указанием гост.
09Г2 (гост19282-73), проволока Св 10г2 (гост2246-70). 4.Ороеделяем ø проволоки.
По таблице- для толщины металла 7мм, cварочная проволока
Ø=2мм.
5.Определяем род сварочного тока.
На постоянном токе обратной полярности
6. Выбор режима сварки.
Сварочный ток 600А.
Диаметр электродной проволоки- 1,6-2мм.
Скорость подачи проволоки м/ч – 80-600.
Расход защитного газа л/ч – 480-720.
III. Деформации и напряжения
Деформацией называется изменение формы и размеров тела под действием внешних или внутренних сил.
Напряжением называется сила отнесенная к единице площади поперечного сечения тока.
Причины возникновения деформаций могут быть изменения температур
Деформации могут быть временные и остаточные. Местные и общие. В плоскости и вне плоскости сварного соединения.
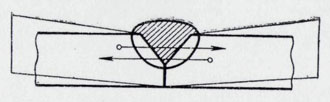
Угловая деформация стыкового соединения
Для борьбы со сварными деформациями применяются конструктивные и технологические способы.
К конструктивным способам относятся:
1.Уменьшение количества сварных швов и их сечения.
2.Симметричное расположение швов.
3.Симметричное расположение ребер жесткости.
4.Минимальное использование накладок и косынок.
5.Применение стыковых соединений.
К технологическим способам относятся:
1.Рациональная технология сборки и сварки.
2.Жесткие закрепления деталей.
3.Обратный выгиб деталей.
4.Правильный тепловой режим.
5.Многослойные и обратноступенчатые швы.
6.Принудительное охлаждение в процессе сварки.
7.Применение внешней растягивающий силы.
IV.Дефекты сварочных швов.
Дефектами в сварных швах принято называть отклонениями от норм. Предусмотрены ГОСТ и техническими условиями сварные соединения.
Дефекты могут быть наружные и внутренние.
К наружным дефектам относятся дефекты форм и размеров сварных швов.
И внутренними дефектам макро и микро структур.
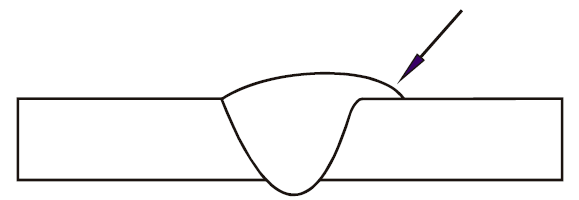
Наплыв представляет собой затекание жидкого металла непосредственно из сварочной ванны на кромки холодного основного металла .Наиболее часто наплывы возникают при сварке горизонтальных швов на вертикальных плоскостях. Обычные причины наплывов — большой сварочный ток, неправильный наклон электрода, большая длина дуги, неправильные манипуляции электродом
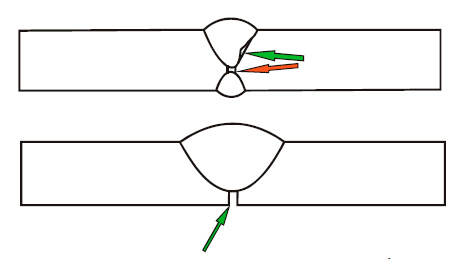
Не провар. Возникновение этого дефекта кроется в малом угле скоса свариваемых кромок и небольшом зазоре между ними. Загрязнение кромок тоже может быть причиной не проваров. При самом процессе сварки не провар может дать недостаточный сварочный ток, завышенная скорость сварки. Неточное направление электродной проволоки. Обычно место образования не провара — корень шва. Если применялась автоматическая сварка, то не провары образуются обычно в самом начале шва. Поэтому при автоматической сварке начало сварки нужно проводить на специальных входных планках.
Трещины — самые опасные дефекты, так как они создают высокую концентрацию напряжений .Трещины появляются при сварке высокоуглеродистых и легированных сталей в результате слишком быстрого охлаждения . Часто трещины образуются в сварных соединениях жёстко закрепленных конструкций.