11. Типовые приводы и механизмы металлорежущих станков
В
зависимости от назначения станка,
требуемого диапазона регулирования,
величины передаваемых нагрузок и других
условий работы в приводах металлорежущих
станков используются различные
механизмы для изменения скорости .
Элементарные механизмы, позволяющие
изменять передаточные отношения
кинематических цепей, называют
множительными.
Для
изменения скорости движения обычно
используют не один тип механизмов, а
пределенную комбинацию
из типовых механизмов, являющуюся для
данного привода наиболее оптимальной.
Так, например, для специализированных
и операционных станков используются
парносменные колеса в сочетании с двух-
или трехскоростной коробкой.
Рассмотрим
наиболее распространенные из них.
11.1.
Механизмы для ступенчатого регулирования
движения
М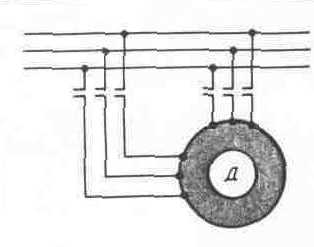 ногоскоростные
электродвигатели
ногоскоростные
электродвигатели
В
Рис.3
современных конструкциях
металлорежущих станков довольно часто
встречаются двух- трех- и даже
шестискоростные
асинхронные
электродви -гатели
(рис.
3).
Двухскоростные электродвигатели
выпускают с числом оборотов 3000/1500 или
1500/750, трехскоростные — с числом оборотов
3000/1500/1000
и четырехскоростные — с числом оборотов
3000/1500/1000/750 и
т.д.
Рис.4
Ступенчатые
шкивы
Д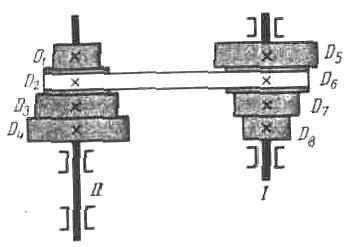
Рис.4
ля легких приводов применяют ременные
передачи с плоским ремнем, состоящие
из сменных или ступенчатых
шкивов (Рис. 4).
Изменение скорости с помощью
ступенчатых шкивов достигается
перестановкой ремня с одной ступени на
другую. Для того, чтобы
ремень без специального натяжного
устройства мог передавать крутящий
момент на любой из имеющихся скоростей,
сумму диаметров сопряженных шкивов
делают постоянной на всех ступенях, т.
е. D1+D5
= Const.
Натяжение ремня при перестановке
сменных шкивов или переброске его с
одной ступени на другую должно быть
неизменным.
 Парносменные
колеса
Парносменные
колеса
В
Рис.5
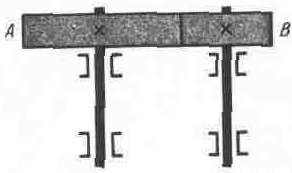
станках для массового и крупносерийного
произ-
водства, а также
в специализированных станках для
изменения скорости движения используются
парно-
сменные
колеса А и
В (рис.
5).
В зависимости от
желаемого количества скоростей к
станку прилагается комплект сменных
колес, пользуясь которыми получают
геометрический ряд чисел оборотов
шпинделя. Количество возможных скоростей
равно количеству сменных колес.
 Шестеренные
коробки скоростей
Шестеренные
коробки скоростей
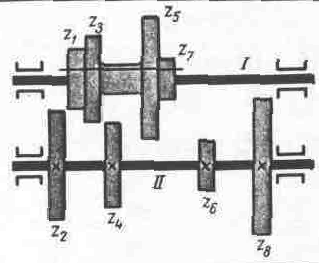
К
Рис. 6
оробки (рис.6)
применяются как
самостоятельные узлы в станках с
разделенным приводом и как
составная часть
шпиндельной бабки или
механизма подачи
(встроенные коробки). Последние имеют
большее применение в станках вследствие
их ком-пактности,
меньшей стоимости и удобства передачи
вращения рабочим органам станка.
И
Рис.9
Рис.9,a
зменение скорости вращения ведомого
вала шестеренных
коробок
достигается за счет
включения в работу той или иной комбинации
ш
 естерен.
В коробках скоростей
применяются различные
способы включения
зубчатых колес в работу: передвижением
блоков шестерен вдоль оси валов (рис.
6, и
8),
кулачковыми или
фрикционными
муфтами М
ф
(рис.7),
накиды-
ванием
шестерни (рис.
8)
или
выдвижной
шпонкой (рис.
9).
Каждый из у
естерен.
В коробках скоростей
применяются различные
способы включения
зубчатых колес в работу: передвижением
блоков шестерен вдоль оси валов (рис.
6, и
8),
кулачковыми или
фрикционными
муфтами М
ф
(рис.7),
накиды-
ванием
шестерни (рис.
8)
или
выдвижной
шпонкой (рис.
9).
Каждый из у
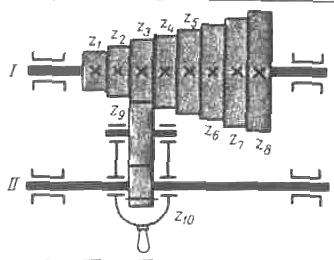
Рис.7
казанных
способов
перeключения
скоростей коробок обладает своими
достоинствами и
недостатками.
О
Рис.7
Рис.7
сновное достоинство
механизмов с передвижными
блоками — их простота.
Колеса, не участвующие в передаче рабочих
нагрузок, не изнашиваются.
Рис.9
Рис.8
К недостаткам
следует отнести невозможность переключения
передачи на ходу и сравнительно большие
осевые размеры. Этих недостатков
лишены механизмы, у которых зубчатые
колеса находятся в постоянном
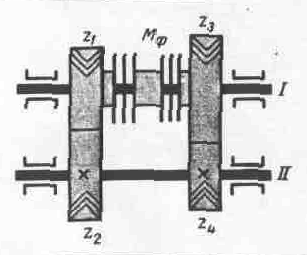
зацеплении (рис. 7).
Колеса Z2
и Z4
на вал II
посажены свободно и включаются в работу
муфтой. Если муфта 1
фрикционного типа, то
частоту вращения можно изменять на
ходу. Передачи могут быть косозубыми.
На рис. 7
показан элементарный механизм с двумя
электромагнитными муфтами. Эти муфты
получили широкое распространение,
позволяя простыми средствами
автоматизировать привод.
К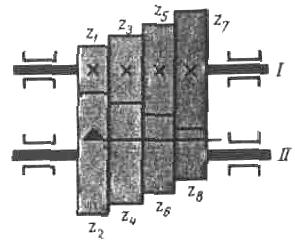
Рис.9
Рис.10
оробки скоростей с кулачковыми и
фрикционными муфтами позволяют
использовать зубчатые колеса с косыми
и шевронными зубьями, обеспечивающими
при прочих равных условиях большую
прочность и долговечность, а также
бесшумность в работе. Число колес в
блоке чаще всего два, три и, реже, четыре.
Блоки применяют в качестве ведущих и
ведомых элементов. Если применить
корригированное зацепление колес с
разной суммой зубьев при одном межцентровом
расстоянии, то в отдельных случаях можно
сократить число колес. Однако пониженный
к.п.д. делает их менее пригодным для
быстроходных приводов.
 Коробки с накидными
шестернями
(рис.8),
выдвижной шпонкой
(рис.9)
и множительного
типа, в силу
недостаточной их прочности и
низкого к.п.д.
применяются исключительно в
механизмах подачи
и вспомогательных
движений.
Коробки с накидными
шестернями
(рис.8),
выдвижной шпонкой
(рис.9)
и множительного
типа, в силу
недостаточной их прочности и
низкого к.п.д.
применяются исключительно в
механизмах подачи
и вспомогательных
движений.
Коробка
подач токарно-винторезных станков
обычно состоит из механизма
с конусом шестерен и множительного
механизма. В коробке скоростей
приводов движения
резания обычно встречаются
комбинации из
механизмов с
подвижными
блоками шестерен,
кулачковыми и фрикционными муфтами,
переборными
устройстами и т. д.
Принцип
работы каждого из механизмов шестеренных
коробок скоростей ясен из схем.
Рис.11
В
старых конструкциях станков
ступенчатошкивные приводы обычно
снабжались переборами
(рис.10),
которые увеличивали количество скоростей
и позволяли передавать
шпинделю больший крутящий момент. В
дальнейшем, в связи
с применением шестеренных коробок
скоростей, переборные
устройства прежней конструкции потеряли
свое значение. Однако
в настоящее время вследствие
повышения быстроходности
станков
и использования
так называемых разделенных приводов
(коробка
скоростей монтируется отдельно от
шпиндельного узла)
переборные устройства вновь находят
применение. Они
позволяют вдвое увеличить количество
скоростей шпинделя и
понизить
его число оборотов до 16 раз (см. станки
моделей 1К62,
6П80Г и др.).
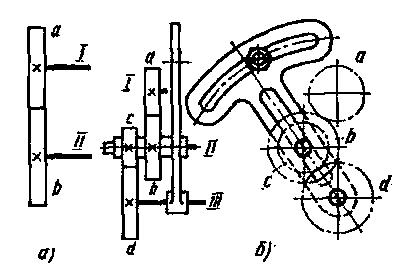
Рис.11
Гитара сменных колес.
В тех случаях, когда необходимо обеспечить
изменение скорости в широком диапазоне
с большим количеством
скоростей и при точном передаточном
отношении, используют
гитару сменных колес (рис.
11). Особенно широкое
применение этот механизм нашел в приводах
делительных цепей и обкатки,
реже он встречается в приводах подачи.
Передаточное отношение для настройки
привода определяется
соотношением чисел зубьев сменных
колес. К станкам, имеющим
гитару, прилагаются наборы сменных
колес. Наборы бывают пятковые, четные
и универсальные. В пятковом
наборе числа зубьев сменных колес от
20 до 100 чередуются через
5, в четном наборе — через 4 зуба.
Универсальный набор, разработанный
ЭНИМСом, используется для ответственных
делительных цепей.
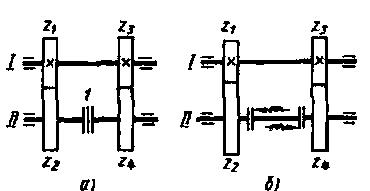
В
однопарных звеньях настройки (рис.
12, а ) колеса
устанавливают на консольной части вала.
Межосевое расстояние здесь постоянно,
поэтому при одинаковом модуле и сумма
зубьев Zсумм=
const.
В двухпарных гитарах (рис.
12, б ) в
зацеплении находятся две пары сменных
колес.
Изменять
частоту вращения валов с помощью сменных
колес целесообразно при длительной
работе станка без перенастройки, так
как замена колес требует затраты времени.

