

12. 12/ 12. Общие сведения о чпу
Числовая система программного управления
Автоматизация технологического процесса механической обработки имеет место в условиях крупносерийного и массового производства, где применяются станки-автоматы, заменившие универсальные и специализированные станки. Автоматы управляются при помощи механических устройств, которые в усло- виях мелкосерийного и единичного производства нерентабельны ввиду их сложной переналадки. Возникла необходимость в средствах автоматизации, которые позволяли бы производить частую переналадку станков при обработке деталей малых партий или отдельных деталей. Эта задача решается примене- нием станков с электронными системами управления, которые называют станками с программным управлением.
Основным преимуществом таких станков является возможность их перена- ладки при переходе на обработку новой детали в весьма короткое время, при централизованной подготовке технологических программ. Программа позво- ляет проектировать системы дистанционного управления станками и создавать при этом легкопереналаживаемые автоматические линии и участки комплекс- ной обработки деталей. Если программа автоматического действия станка не имеет непосредственной связи с его структурой, кинематикой и конструкцией, или выражена в абстрактной форме при помощи кода (под которым понимается система символов, обусловливающая определенные действия, выраженные в виде цифр, букв, их комбинаций и т. д.), то такая система является принципи- ально отличной от применяемой на станках-автоматах и обладает большими потенциальными возможностями и эксплуатационными удобствами.
В качестве программоносителей служат перфокарты, перфоленты, магнитные ленты, а также штырьковые барабаны или панели, магазины переключателей и др. В обобщенном виде система программного управления представ- лена блок-схемой на рис. 55. Она имеет следующие элементы.
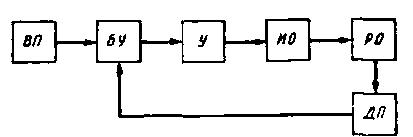 Рис.
55. Блок-схема ПУ
Рис.
55. Блок-схема ПУ
I. ВП — ввод программы. Назначение элемента - считывать с программоносителя закодированные управляющие сигналы в виде электрических, магнитных, световых или других физических воздействий. Он включает в себя считывающее и транспортирующее програм- моноситель устройства, которые в зависимости от принятого метода записи
программы различают по способу считывания: контактные и бесконтактные, непрерывные и периодического действия, последовательные и параллельные.
2. БУ— блок управления. Его назначение — преобразовывать соответствующие физические воздействия в электрические командные импульсы или потенциа- лы. Он также выполняет функции сопоставления задания с информацией датчика перемещений, расшифровывает введенную информацию и др. Элемент БУ является обобщающим понятием различных устройств программного управления: дешифратора, интерполятора, счетчика и др. в зависимости от принятой схемы реализации командных воздействий. Эти устройства предна- значены для переработки управляющей информации и выполнения отдельных функций автоматического управления на основе использования электронных приборов.
3. У— усилитель. В случае необходимости он поднимает полученный электри- ческий потенциал до необходимого уровня, обеспечивающего надежное управ- ляющее воздействие.
4. ИО - исполнительный орган. Реализует командные импульсы путем подклю- чения рабочего органа станка к источнику движения или выполнения других функций автоматического управления. Элемент ИО обобщает различные серво- механизмы, которыми обычно в станках являются контакторы, электромагни- ты, электромагнитные муфты, шаговые двигатели, золотники и т. д.
5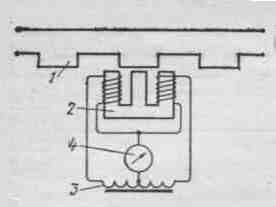 .
РО — рабочий орган. Фактически
реализует командные воздействия, являясь
целевым управляемым органом станка.
.
РО — рабочий орган. Фактически
реализует командные воздействия, являясь
целевым управляемым органом станка.

6. ДП — датчик перемещений (рис.56). Его назначе- ние —регистрировать фактическое перемещение рабочего органа станка.Нали- чие ДП определяет замкнутую систему программного управления, в отличие от более простой, открытой системы программного управления, у которой отсут- ствует этот элемент. Он обобщает различные системы путевого контроля, применяемые в замкнутых системах ЧПУ в качестве устройств обратной связи. В эти системы входят датчики, измеряющие величины фактического перемещения рабочего органа или положения управляемого объекта, и приборы формирования необходимого выходного сигнала.
Абсолютные датчики отражают непрерывное или дискретное изменение физического параметра контролируемого перемещения. Эти датчики могут быть со шкалой или без нее. Примером абсолютного датчика является реохорд, движок которого связан с рабочим органом.
Циклические датчики отражают повторяющееся периодическое изменение физического параметра в пределах ограниченного участка пути. Примером может служить индуктивный датчик, схема которого приведена на рис.56. В показанном симметричном положении сердечника 2 относительно выступа линейки 1 тока в диагонали мостовой схемы (2—3) нет, и стрелка прибора 4 будет стоять на нуле. При смещении сердечника в диагонали возникает ток, пропорциональный расстоянию между линиями симметрии; стрелка прибора 4 покажет его значение.
Различают следующие виды программного управления:
ПУ — программное управление — управление станком по детерминированной программе;
ЦПУ — цикловое программное управление — управление циклами перемещений или режимами об работки по программе с заданием величин параметров на путевых переключателях или других измерительных преобразователях;
НС(ЧПУ) — числовое программное управление (Numerical control) - управление обработкой на станке по программе, заданной в буквенно-цифровом коде;
HNC — разновидность устройства ЧПУ (Hand NC) с ручным заданием про- граммы с пульта устройства (на клавишах, переключателях и т. п.);
SNC — разновидность устройства ЧПУ (Speicher NC, Memory NQ), имеющая память для хранения всей управляющей программы;
CNC — автономное управление станком с ЧПУ (Computer numerical control), содержащее ЭВМ или процессор;
DNC — управление группой станков от общей ЭВМ (Direct numerical control), осуществляющей хранение программ и распределение их по запросам от устройств управления станков (у станков могут быть установлены устройства типов NC, SNC, CNC).
Все многообразие структур устройств ЧПУ можно подразделить на две большие группы. К первой группе относятся устройства с постоянной структурой, в которых осуществляется ввод кодированной программы на перфоленте или декодированной программы на магнитной ленте («Контур-2ПТ», Н22, «Контур-ЗП», «Размер-2М» и др.). Нашли также применение простые позиционные устройства ЧПУ с заданием программы, размещенные непосредственно у станка на штеккерных панелях. Созданы устройства с ручным вводом программы в электронную память с клавиатуры пульта (класса HNC).
Ко второй группе относятся устройства с переменной структурой. Их основ- ные алгоритмы работы задаются программно и могут изменяться для различ- ных применений. Эти устройства строятся на основе микроЭВМ либо микро- процессоров (класса CNC). В устройствах классов CNC и SNC можно форми- ровать нестандартные циклы обработки, что существенно упрощает подготовку и редактирование программы.
По виду движений исполнительных механизмов станка устройства ЧПУ под- разделяются на позиционные, контурные (прямоугольные и криволинейные), комбинированные.
Позиционные устройства ЧПУ применяют для станков сверлильно-расточ- ной группы. При позиционировании рабочий орган станка (например, коорди- натный стол с деталью) перемещается в новую точку обработки.
В позиционных устройствах применяются абсолютные и неабсолютные датчики положения. В первом случае программа задается в абсолютных коор- динатах, а работа заключается в сравнении показаний датчиков с координата- ми, задаваемыми программой. При этом применяется числовая индикация действительного положения рабочих органов. Такие устройства, работающие со ступенчатым или регулируемым приводом, называются устройствами срав- нения; к ним относятся «Координата 0-68», «Координата Р-69», «Размер 2М». Во втором случае программа задается в абсолютных координатах (здесь возможна числовая индикация положения инструмента) или в приращениях.
Контурные прямоугольные устройства предназначены для обработки деталей с прямоугольными контурами (например, ступенчатых валов) на станках токар- ной и фрезерной групп. Траектория движения инструмента, задаваемая такими устройствами, состоит только из отрезков прямых, параллельных осям коор- динат. Рабочие подачи осуществляются по всем координатам. При этом одно- временно работает всегда одна координата при общем числе управляемых координат до пяти. Контурные криволинейные устройства применяют в стан- ках многих групп. Они обеспечивают формообразование при обработке за счет одновременного согласованного движения по нескольким управляемым координатам (более трех). Программа движения привода подач по отдельным коор- динатам при контурной и объемной обработке рассчитывается исходя из за- данной формы обрабатываемой детали и результирующей скорости движения, определяемой режимом резания.
Комбинированные устройства ЧПУ, отвечающие всем требованиям позиционных и контурных устройств, применяют в основном для управления много- целевыми станками.
Цикловые устройства содержат в цифровом виде только информацию о цикле и режимах обработки, а величина перемещения рабочих органов задается настройкой упоров, воздействующих на путевые переключатели.
В обозначении моделей станков с программным управлением в конце шифра ставится буква Ф и после нее цифра. Например, 243ВФ4. Имеются следующие разновидности систем управления для станков: 1) с числовым позиционным программным управлением (индекс Ф2); 2) с непрерывным программным управлением (индекс ФЗ); 3) обрабатывающие центры с числовым позиционным программным управлением (индекс Ф4); 4) обрабатывающие центры с числовым непрерывным программным управлением (индекс Ф5). Указанные разновидности станков с ПУ могут оснащаться устройствами цифровой инди- кации, а также цифровой индикацией с предварительным набором координат (индекс Ф1).
Разрабатываются самонастраивающиеся (адаптивные) системы программного управления. В открытой системе имеется только один поток информации - от элемента «ввод программы» к рабочему органу; в замкнутой системе, кроме того, имеется дополнительная корректирующая информация по линии обратной связи о фактическом перемещении рабочего органа. В идеальном случае жела- тельно также иметь информацию о факторах случайного характера, связанных с конкретным состоянием режущего инструмента, отклонениях физических свойств заготовки от заданных, температурных колебаний в процессе резания, а также о различных силовых и других воздействиях на систему СПИД. Система программного управления, в которой, помимо основного, имеется ряд дополни- тельных потоков информации, позволяющих корректировать процесс обработ- ки с учетом маловероятных воздействий, называется самонастраивающейся.
Точность обработки на станках с программным управлением зависит от наз- начения и конструкции станка, а также от вида встроенной системы. Обычно регламентируется цена командного импульса или, в общем случае, дискрет- ность программирования. Для токарных станков она находится в пределах 5—50 мкм (нижнее значение относится к поперечной подаче); для сверлильно-расточных станков по соблюдению координатных расстояний — в пределах 2—8 мкм (нижнее значение относится к координатно-расточным станкам) и по соблюдению глубины ступенчатой обработки—200—250 мкм; для фрезерных станков по любой координате—в пределах 20-25 мкм.