

Средства индивидуальной защиты.
Костюм сварщика |
|
Для защиты кожных покровв |
перчатки |
|
Для защиты рук от брызгов металла |
Защитная маска |
|
Для защиты глаз от излучения |
Защитные очки |
|
Для защиты глаз от излучения и брызгов металла |
Кирзовая обувь |
|
Для защиты ног отпадений и брызгов металла |





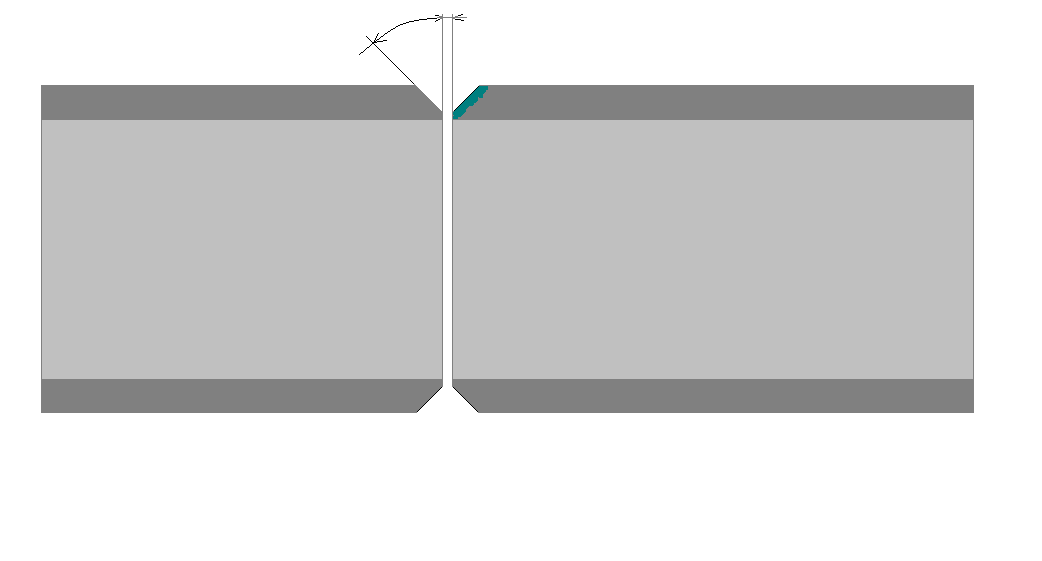
4.Технология выполнения сварки труб с поворотом и без него.
Подготовка
кромок труб к сварке и качество сборки
стыков оказывают влияние на качество
сварного соединения. Основными типами
сварных соединений труб являются
v-образное или U-образное
стыковое.
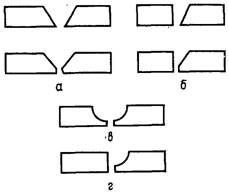
Рис. 1. V-образный и U-образный скос кромок.
Согласно ГОСТ 16037—70 при сварке труб применяют следующую подготовку кромок:
Разделка кромок |
Толщина стенки трубы, мм:
|
|
Газовая сварка |
Ручная дуговая сварка |
|
Без скоса |
1-3 |
2-4 |
С односторонним скосом 30˚± 3˚ |
4-7 |
3-20 |
Зазор между кромками, мм, при толщине стенки, мм:
Толщина стенки, мм. |
Зазор, мм. |
1—1,6 |
0,5 |
2—3 |
1 0,5 |
3—8 |
1 |
8—20 |
2 |
В подготовку входят правка свариваемых концов, очистка кромок от грязи и масла и сборка. При необходимости производят гнутье труб
Кромки под сварку готовят на заводах-изготовителях труб. Угол скоса составляет 25-30°. Если скос отсутствует, следует снять фаску резцом или резаком-труборезом.
Очистка свариваемых кромок заключается в удалении масла и органических покрытий бензином или специальным растворителем. Если имеются грязь и ржавчина, то их счищают с помощью стальных щеток или абразивных кругов.

Рис. 3 очистка свариваемых кромок.
Сборка стыков под сварку состоит в том, что кромки труб совмещают таким образом, чтобы поверхность свариваемых труб совпадала и не была нарушена ось нитки трубопровода. Допускаемое смещение концов труб при сборке под сварку составляет:
Толщина стенки, мм |
3—4 |
5—б |
7—8 |
9—14 |
15 и более |
Смещение, не более мм |
1 |
1,5 |
2 |
2,5 |
3 |
а)
б)
Рис. 5 Разделка кромок трубы перед сваркой: а- со скосом кромок, б – без скоса кромок.
В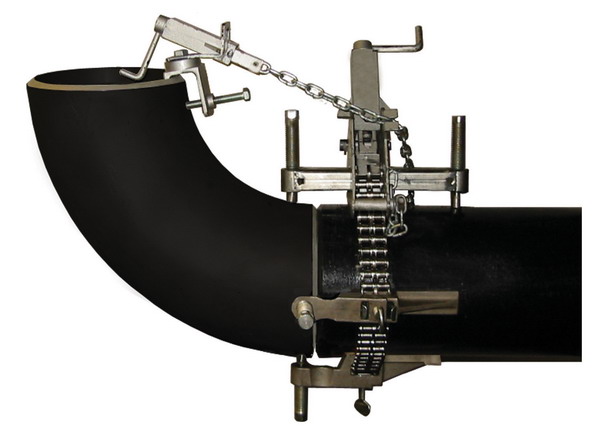 еличина
зазора должна обеспечивать возможность
полного провара корня шва. Необходимо,
чтобы зазор между кромками имел одинаковые
размеры по всему контуру шва. При сборке
часто используют центратор.
Стыки после сборки прихватывают сварными
швами длиной 20-30 мм, для трубы 159мм делают
три прихватки равно удаленные друг от
друга. Желательно выполнять прихватки
теми же электродами, что и стык. Такой
прием позволяет обеспечить однородность
наплавленного металла и
еличина
зазора должна обеспечивать возможность
полного провара корня шва. Необходимо,
чтобы зазор между кромками имел одинаковые
размеры по всему контуру шва. При сборке
часто используют центратор.
Стыки после сборки прихватывают сварными
швами длиной 20-30 мм, для трубы 159мм делают
три прихватки равно удаленные друг от
друга. Желательно выполнять прихватки
теми же электродами, что и стык. Такой
прием позволяет обеспечить однородность
наплавленного металла и
Рис. 4 центратор труб. хорошее качество шва.
Прихватки выполняются следующим образом:
дугу зажигают на одной из кромок и переносят на другую. В результате получается чашуйка соединяющая две кромки. При обратном проходе образуется вторая чашуйка. В дальнейшем дугу переводят с одной кромки на другую, до полного изготовления прихватки. В конце прихватки дугу гасят.
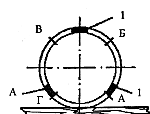
Рис.6. расположение прихваток.
После изготовления первой прихватки трубу поворачивают на 120˚и делают вторую прихватку аналогичным способом. Затем поворачивают трубу на 120˚ и делают третью прихватку.
После этого удаляют шлак с прихваток, и зачищают металлической щеткой.
Затем проваривают корневой шов. При этом прихватки проваривают полностью.
При сварке неповоротных стыков труб с толщиной стенки до 4 мм сварку ведут без деления на участки. Сварку начинаем внизу трубы и варим на проход до верхней точки. Сварку следует начинать несколько в стороне от нижней точки, отступив от неё 10-15 мм. Сварку ведут в сторону нижней точки и далее до верхней точки. Заканчивается сварка после того как шов проходит верхнюю точку и заходит за нее на 10-15 мм. После этого зачищается шлак и ведется сварка с другой стороны трубы. Вторую часть шва варим аналогично первой. Второй шов начинаем варить с нижней точки трубы или даже заходя за неё. В результате второй шов частично перекрывает первый. Заканчиваем варить также перекрыв первый шов на 10-
2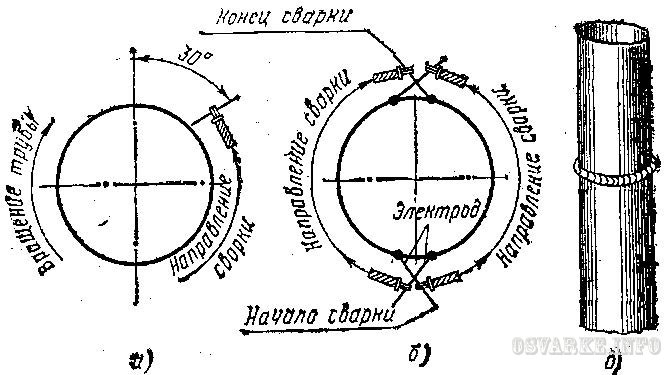 0
мм.
0
мм.
Рис. 7. Сварка поворотных (а) и неповоротных (б) вертикальных и горизонтальных (в) стыков.
проход до верхней точки. Сварку следует начинать несколько в стороне от нижней точки, отступив от неё 10-15 мм. Сварку ведут в сторону нижней точки и далее до верхней точки. Заканчивается сварка после того как шов проходит верхнюю точку и заходит за нее на 10-15 мм. После этого зачищается шлак и ведется сварка с другой стороны трубы. Вторую часть шва варим аналогично первой. Второй шов начинаем варить с нижней точки трубы или даже заходя за неё. В результате второй шов частично перекрывает первый. Заканчиваем варить также перекрыв первый шов на 10-
20 мм.
При сварке поворотных стыков металлических газовых труб, диаметр которых не превышает 200 мм, стык на условные отрезки не делится, а сваривается применением сплошного шва при вращениях труб во время
Сварки. Второй слой при сварке труб производятся в противоположном направлении. Каждый слой должен перекрывать предыдущий слой на 10-15 мм.
При сварке труб системы отопления в основном производят сварку горизонтальных и вертикальных швов. Горизонтальными швами производят сварку труб расположенных вертикально (стояки), а вертикальными – трубы расположенными горизонтально, либо трубы которые варят с поворотом, т.к. вертьикальный шов варить проще.