

Модуль 5. “Ішкі кәсіпшілік транспортты жинауға және ұңғы өнімдерін дайындауға арналған жабдықтар” Дәріс 14. Өндірілетін газды дайындауға және сақтауға арналған жабдықтар.
Өндірілетін өнімді дайындаудың әдістері және жабдықтардың жұмыс істеу жағдайлары.
Газды қашық жерге тасымалдау үшін газдың құрамынан ылғалды, механикалық қоспаларды және газды тасымалдаған кезде құбырларда гидраттардың пайда болуына себепші бола алатын төмен температурада қайнайтын фракцияларды алып тастау керек. Қазіргі кезде Қазақстанда газды тасымалдаудың келесі түрлері қолданады: а) төмен температуралы сепарация; б) абсорбционды; в) адсорбционды.
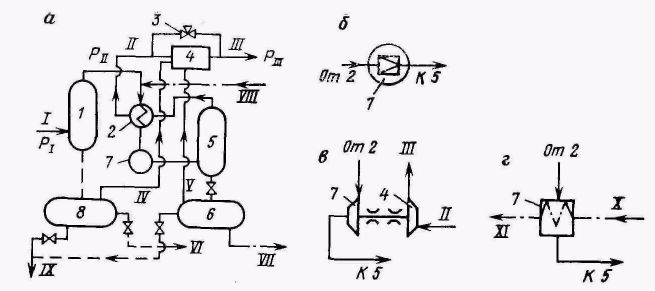
Сурет 14.1 ТТС (төмен температуралы сепарация) арқылы газ дайындаудың сүлбесі:
а –
жалпы сүлбе; І – жоғары қысымды шикі
газ; ІІ – құрғақталған газ; ІІІ –
кәсіпшілік газ құбыры; IV – жоғары қысымды
үгілу, тозу газы; V – төмен қысымды үгілу,
тозу газы; VI – конденсатор құбыры; VII –
буланып кеу тізбегіне регенерацияға
ДЭГ қаныққан ерітіндісі; VIII – мөлшерлегіш
сораптан (дозировочнй насос) келген
регенерацияланған ДЭГ; IX – қабат суы;
1- 1 саты сепараторы; 2 – келетін газды
суыту үшін арналған жылуалмастырғыш
аппарат; 3 – шығынды реттеуші; 4- газ
құбырындағы қысымға дейін қысымды
көтеруші немесе түсіруші құрылғы; 5 –
екінші саты сепараторы; 6 – газды, суды
және қаныққан ДЭГ-ты айыру үшін арналған
ыдыс; 7- газдың температурасын төмендетуге
арналған құрылғы; 8 –газды, конденсатты
және суды айырушы құрылғы; б – Р1>PІІІ
болған кезде: 7- газдың температурасын
және қысымын төмендетуге арналған
штуцер; в - Р1![]() PІІІ
болған кезде: 4- РІІ<РІІІ
болған кезде детандер компрессоры; 7 –
турбодетандер; г РІ<<РІІІ
болған кезде: Х – сұйық суық агенттің
сызығы; ХІ – газ тәрізді суық агенттің
сызығы; 7 – суытқыш машинаның булатқышы.
PІІІ
болған кезде: 4- РІІ<РІІІ
болған кезде детандер компрессоры; 7 –
турбодетандер; г РІ<<РІІІ
болған кезде: Х – сұйық суық агенттің
сызығы; ХІ – газ тәрізді суық агенттің
сызығы; 7 – суытқыш машинаның булатқышы.
Мұнайды, суды және мұнайлы газды дайындау үшін қолданылатын жабдықтардың орналасу сүлбесі сурет 16.1-де келтірілген. Аппараттардың, машиналардың жұмыс істеу принциптерін және олардың жұмыс істеу жағдайларын өндірілетін өнімнің дайындау технологиясына қарай таңдайды. Есептеу нәтижесінде тек қана машиналардың және аппараттардың саның, олардың жұмыс істеу режимін аңықтайды. Қазіргі кезде жабдықтардың көбісі блокті-комплекті түрде жасалынады. Жабдықтар зауыттарда бөлек тасымалданатын блоктар етіп монтаждалады. Мұндай жабдықтарды монтаждау үшін керекті блоктарды берілген сүлбе бойынша жинау керек, бұл монтаждау уақытын көп қысқартады және жұмыстарды арзандатады.
Газды дайыдауда қолданылатын аппараттар және ыдыстар
Қалпақшалы тарелкалары бар абсорберлердің және десорберлердің ішкі диаметрі DB:
![]()
бұл жерде
![]() –
жұмысшы жағдайлардағы булардың көлемдік
шығын;
–
жұмысшы жағдайлардағы булардың көлемдік
шығын;
![]() - тізбектегі булардың шекті жылдамдығы.
- тізбектегі булардың шекті жылдамдығы.
![]()
бұл жерде
![]() – газдың шығыны, кг/с;
– газдың шығыны, кг/с;
![]() - ағынды және стандартты жағдайлардағы
қысым және температура;
- газдың шамадан тыс сығылу коэффициенті;
- ағынды және стандартты жағдайлардағы
қысым және температура;
- газдың шамадан тыс сығылу коэффициенті;
![]() - газдың молекулярлық массасы, кг/моль.
- газдың молекулярлық массасы, кг/моль.
![]()
бұл жерде СМАХ– эмпирикалық коэффициент; рЖ және рП - сұйық және бу фазасының тығыздықтары.
Өндірілетін өнімді сақтауға және дайындауға арналған ыдыстарды есептеу және конструкциялау
Өндірілетін өнімді сақтауға және дайндауға арналған ыдыстарға және аппараттарға ішкі қысым әсер етеді. Ыдыстарды орналасуына қарай вертикальды және горизонтальды, ішкі және сыртқы диаметрлерінің қатынасына қарай – жұқа және қалың қабырғалы, ішкі қысым қарай – төмен және жоғары қысымды деп бөледі. Осыған сәйкес есептеу әдістемесі де өзгереді.
Ыдыстардың есептік қысымы болып сынама қысымы рпр болып табылады. Бірінші гидравликалық сынақтарды зауыттарда жасайды:
1. Пісірмелі ыдыстар үшін
жұмысшы қысым рВ 0,07-ден 0,5 МПа болған кезде
![]()
бірақ 0,2 МПа-дан аз емес;
қысым рВ 0,5 МПа және одан жоғары болған кезде
![]()
бірақ рВ 0,3-тен кем емес;
2.Кез-келген қысым кездегі құйылған ыдыстар үшін
![]()
бірақ 0,3 МПа-дан аз емес;
Гидравликалық
және пневматикалық сынақтар кезінде
қабырғалардағы жүктемелер 0,9![]() және 0,8
және 0,8
![]() -дан
аспауы керек, бұл жерде
-
ыдыс материалының ағу шегі.
-дан
аспауы керек, бұл жерде
-
ыдыс материалының ағу шегі.
Беріктік теориясы, шекті жүктемелер және беріктік қорлары. Ыдыстарды беріктікке есептеген кезде келесі беріктік теориялары қолданады.
1.Бірінші беріктік теориясы – бұл кезде негізгі есептік жүктеме ретінде ең үлкен сақиналы жүктеме алынады, жұқа қабырғалы ыдыстары үшін ол келесі әдіспен анықталады
![]() (14.1)
(14.1)
бұл жерде
![]() – ыдыстағы ішкі қысым;
– ыдыстағы ішкі қысым;
![]() - ыдыстың орташа диаметрі.
- ыдыстың орташа диаметрі.
![]() -ны
және
-ны
және
![]() -ны
теңестіріп
-ны
теңестіріп
![]() десек (бұл жердеD
–
ішкі диаметр,
десек (бұл жердеD
–
ішкі диаметр,
![]() -
қабырға қалыңдығы), онда
-
қабырға қалыңдығы), онда
![]() (14.2)
(14.2)
![]() болған кездегі қалың қабырғалы ыдыстар
үшін сақиналы жүктеме келесі формуламен
аңықталады
болған кездегі қалың қабырғалы ыдыстар
үшін сақиналы жүктеме келесі формуламен
аңықталады
![]() (14.3)
(14.3)
бұл жерде
![]() –
ыдыстың сыртқы диаметрі,
–
ыдыстың сыртқы диаметрі,
![]() (14.4)
(14.4)
(14.4)-ті (14.3)-ке қойсақ және де -ға теңестірсек, мынаны табамыз
 (14.5)
(14.5)
![]() болған кездегі (14.3)-тің (14.1)-ге қатынасы
1,01-ді береді. Сонымен (14.3) және (14.5)
есептерінен шыққан мәндерінің қателігі
1%-тен аспайды.
болған кездегі (14.3)-тің (14.1)-ге қатынасы
1,01-ді береді. Сонымен (14.3) және (14.5)
есептерінен шыққан мәндерінің қателігі
1%-тен аспайды.
2. Үшінші беріктік теориясы – ең үлкен жанама жүктемелер теориясы, бұл теория бойынша эквивалентті жүктеме ретінде ең үлкен және кіші жүктемелердің айырмасын алады, яғни
![]() (14.6)
(14.6)
Жұқа
қабырғалы ыдыстар үшін
![]() болса, онда
болса, онда
![]() (14.7)
(14.7)
(14.7)-ден
алынған есептік формула
![]() болған кезде, келесі түрге келеді
болған кезде, келесі түрге келеді
![]() (14.8)
(14.8)
3. Төртінші беріктік теориясы – беріктіктің энергетикалық теориясы
![]() (14.9)
(14.9)
бұл жерде
![]() –
бойлық жүктеме.
–
бойлық жүктеме.
![]() (14.10)
(14.10)
(14.9)-ға
(14.1)-ден және (14.10)-нан шыққан мәндерді
қойып
![]() -ны
нөлге теңестірсек, мынаны аламыз
-ны
нөлге теңестірсек, мынаны аламыз
![]() (14.11)
(14.11)
Есептеулердің
нәтижелері бойынша ең жұқа қабырғаларды
төртінші теорияны қолданып алуға
болатынын көрсетеді. Есептік формулалардағы
қателіктерді
![]() беріктік қорымен компенсациялайды.
беріктік қорымен компенсациялайды.
Сондықтан да ыдысты сынақтан өткізген кездегі жүктеме мынаған тең болу керек
![]() (14.12)
(14.12)
Бірақ шын мәнінде сынақтағы жүктеме шекті жүктемден 1,25 есе үлкен болады, яғни
![]() (14.13)
(14.13)
(14.12)-ден және (14.13)-тен келесіні аламыз
![]() (14.14)
(14.14)
Жұмысшы
шекті жүктемелерді
![]() алу үшін ағу шегін жұмысшы температураға
сай алу керек. 12-ші кестеде ең көп тараған
болат маркалары үшін
мәндері
берілген. Қолданатын болат маркалары
үшін
алу үшін ағу шегін жұмысшы температураға
сай алу керек. 12-ші кестеде ең көп тараған
болат маркалары үшін
мәндері
берілген. Қолданатын болат маркалары
үшін
![]() ,
бұл жерде
,
бұл жерде
![]() –
беріктік шегі. Яғни,
–
беріктік шегі. Яғни,
![]() (14.15)
(14.15)
Пісірілген бөлшектердің бүтін қосылысы қамтамасыз етілмейтін таврлық қосылыстары үшін және екі жақтан шовтары болған кездегі қосылыстары үшін =0,8 болады.
(14.2) және (14.5) формулаларын ескерсек жұқа және қалың қабырғалы ыдыстар үшін
![]() (14.16)
(14.16)
 (14.17)
(14.17)
Қалың қабырғалы ыдыстар үшін (14.6) және (14.17) формулалары бойынша алынған мәндердің аздауын алуға дұрыс болады. Ыдыстың ішкі диаметрін МЕСТ бойынша алады.
Барлық жағдайларда болат маркасын және коррозияға әдіптерді таңдау келесі факторларға сүйеніп жасалынады:
қолданылатын коррозия ингибиторлар жне гидратқұраушылар;
ортаның жұмысшы қысымы, температурасы және ылғалдылығы;
ортаның аггрессивтілігі
Жұмысқа арналған жабдықтары үшін металдың коррозияға әдіптер С:
а) металл шыдамдылығы тобына тәуелсіз 2,5 МПа және одан жоғары;
б) 2,5 МПа-дан аз қысым болған кезде коррозияның жылдамдығы тек қана 0,1 мм жылына болған кезде;
в) коррозияның жылдамдығы 3 мм жылына болған кезде.
Газда Н2S және CO2 қосылыстардың болуы өте қауіпті. Н2S және CO2 концентрациясы шамамен бірдей болғанда CO2 коррозиялық активтілкті үлкейтеді.
Қалың қабырғалы ыдыстарды есептеу. 10-нан 100-ге дейін МПа қысым астында жұмыс істейтін қалың қабырғалы ыдыстарды шекті жағдайларды ескере отырып есептейді. рВ-ның шекті мәнін келесі формуладан аңықтайды
![]()
![]() болғандықтан
болғандықтан
![]()
Коррозияны ескерсек
![]() (14.18)
(14.18)
Қалың қабырғалы ыдыстарды есептеген кезде температуралық жүктемелерді ескеру керек. Ыдыстың ішіндегі төмен температура tB қауіпті болады, әсіресе ол сыртқы температураға tсыр қарағанда әледқайда аз болса. Бұл кездегі ыдыстың ішкі қабырғасына әсер ететін қосымша температуралық жүктеме
 (14.19)
(14.19)
бұл жерде
![]() ;
;
![]() .
Е – бойлық серпімділіктің модулі;
α - сызықтық ұлғаюдың температуралық
коэффициенті; μ - ыдыс қабырғасының
температурасы орташа болған жағдайдағы
берілген болат маркасы үшін Пуассон
коэффициенті.
.
Е – бойлық серпімділіктің модулі;
α - сызықтық ұлғаюдың температуралық
коэффициенті; μ - ыдыс қабырғасының
температурасы орташа болған жағдайдағы
берілген болат маркасы үшін Пуассон
коэффициенті.
Ыдыстың ішкі қабырғасындағы суммалық жүктеме
 (14.20)
(14.20)
Ыдыстар түптері форма бойынша әр түрлі болады.
Жарты шарлы түптер. Бұл типті түптерді диаметрлері үлкен аппараттарда қолданады. Түптерді алдын-ала штампталған қисықтықтары бірдей бөліктерден пісіреді.
Түп қабырғасының қалыңдығы
![]() (14.21)
(14.21)
Қабырғаның алынған қалыңдығы аппараттың цилиндрлік бөлігінің қабырғасынан аз болса түптік тұрқымен қосылысын сурет 37 [4] бойынша орындайды.
Қорап
формалы түптер. Түптің орталық бөлігі
bc қисығын ыдыс осі бойынша айналдыру
арқылы, ал өтуші (переходная) бөлігі ab
қисығын айналдыру арқылы алады.
Қисықтардың радиустары Ri
және r, бұл жерде
![]() ,
,
![]() - ыдыстың ішкі диаметрі. Түптің цилиндрлік
борттың биіктігі h=50-110 мм. Түп
қабырғасының қалыңдығы
- ыдыстың ішкі диаметрі. Түптің цилиндрлік
борттың биіктігі h=50-110 мм. Түп
қабырғасының қалыңдығы
![]() (14.22)
(14.22)
Түп тереңдігі Н=0,25Di және у=1,3. Стандартты түптер үшін Ri=0,9 және r/Ri=0,19. Бұл кезде түп қабырғасының қалыңдығы тұрқының цилиндрлік бөлігінің қалыңдығынан көп болады.
Эллипстік түптер. Түптің меридианды қисығы жарты эллипс бойынша жасалады. Түп қабырғасының қалыңдығы
![]() (14.23)
(14.23)
Бұл түптер қорапты түптерге қарағанда аз жүктелген. Стандартты түптер үшін Н=0,25Di, R=Di және h=50-100. Аз диаметрлі эллипстік және қорапты түптер құбырларға қосылу үшін арналған, сондықтан оларға номиналды базалы өлшем болып құбырдың сыртқы диаметрі DН болып табылады.
С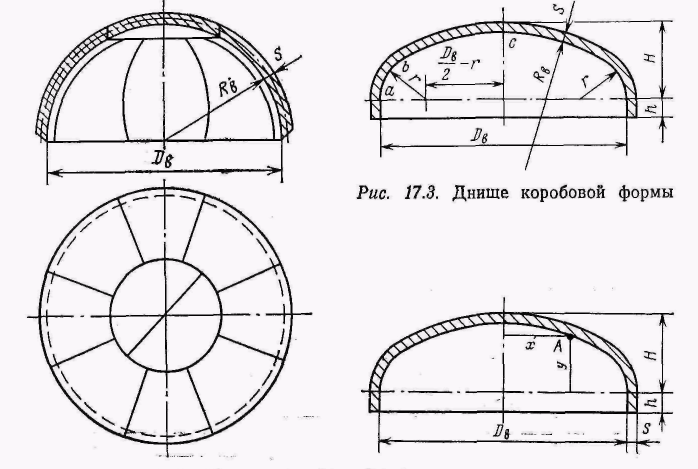 урет
14.2 Жарты шарлы түп.
урет
14.2 Жарты шарлы түп.
Сурет
14.4Эллипстік
түп.
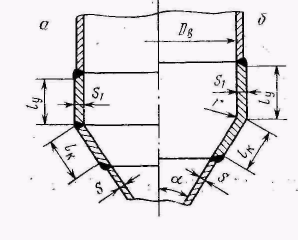
Конустық түптер және өтімдер.
Конустық түптер аппараттан тұтқыр және сусымалы ортаны алып тастауға арналған. Конустық өтімдерді үлкен диаметрден аз диаметрге өткенде қолданады. Бұл түптерді бортталған және бортталмаған етіп жасауға болады. Цилиндрден конусқа өтетін жерде қауіпті қима болады. Бұл қимадағы қабырғаның қалыңдығы
![]() (14.24)
(14.24)
бұл жерде
![]() –
конус бұрышының жартысы;
–
конус бұрышының жартысы;
![]() - өтетін жердегі суммарлы ішкі қысым.
Ішкі қысым
және
сұйық бағанасының биіктігі
- өтетін жердегі суммарлы ішкі қысым.
Ішкі қысым
және
сұйық бағанасының биіктігі
![]() және
тығыздығы
және
тығыздығы
![]() болған жағдайда
болған жағдайда
![]()
Конустық түптерді және өтімдерді өтетін жердегі (в месте перехода) меридианды бағытта әсер ететін иілу жүктемесіне тексеру керек. Бұл кездегі қабырға қалыңдығы
![]() (14.25)
(14.25)
бұл жерде уК
– түптің шарттан тыс жүктелу коэффициенті.
Бортталмаған түптер үшін
![]() және
және
![]() ,
бұл кезде
,
бұл кезде
![]() (график бойынша).
(график бойынша).
![]() болған
жағдайда
болған
жағдайда
![]() және
және
![]()
Бұдан басқа бортталмаған конустық түптер үшін (сурет 14.5 а)
![]()
Сурет 14.6 Дөңес металл прокладкасы (а) және жұмсақ прокладкасы (б) бар жалпақ қақпақ
Сурет 14.5 Бортталған (а) және бортталмаған (б) конустық түп
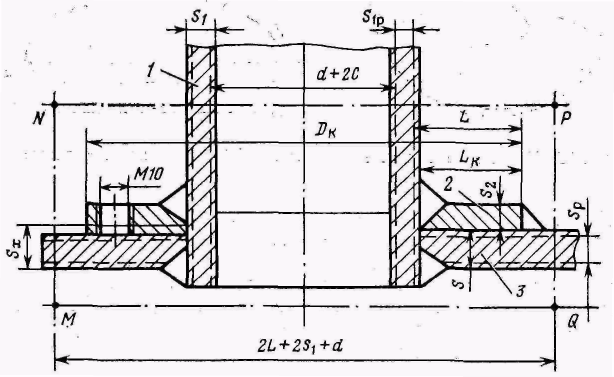
Сурет 14.6 Ойыстың ыдыстағы бекітілу сүлбесі
1 – түтікше; 2 – қондырылатын бекітуші сақина; 3 - тұрқы
Жалпақ домалақ қақпақшалар. Жалпы жағдайдағы жалпақ домалақ қақпақтың қалыңдығы
![]() (14.26)
(14.26)
бұл жерде K – қақпақ формасын және оның бекітілу әдісін ескеретін коэффициент; D - қақпақтың есептік диаметрі. 14.6 суреттегі қақпақ үшін

бұл жерде Qб – болттарға әсер ететін жүктемелер; QD - прокладканың орташа диаметрі бойынша ауданға әсер етуші бірқалыпты әсер етуші ішкі қысым;
![]()
Жалпық қақпақтардың басқа түрлері аз тараған
![]() (14.27)
(14.27)
Негізгі әдебиет
1 [Бөлім 17 386-414 бет]
Қосымша әдебиет
6 [444-165 бет]
Бақылау сұрақтары
1.Тасымалдауға дайындаған кезде газды неге суытады? Газды суытудың әдістерін атаңыз.
2.Газды дайындаудың әдістерін атап беріңіздер, олардың артықшылықтары және кемшіліктері.
3.Газды дайындаудың әр түрлі әдістері кезінде ыдыстардың және аппараттардың жұмыс істеу жағдайларын атап беріңіздер.
Дәріс 15. ЖЫЛУ АЛМАСТЫРҒЫШ АППАРАТТАРДЫ ЕСЕПТЕУ ЖӘНЕ
КОНСТРУКЦИЯЛАУ.
Өндірілетін өнімді дайындау үшін қолданылатын жылу алмастырғыш аппараттар қақпақ-құбырлы және ауа арқылы салқындатылатын болып екіге бөлінеді.
Қақпақ-құбырлы жылу алмастырғыш аппараттар қатаң типті, қалқитын басымен және U тәрізді құбырлары бар болатын үш типке бөлінеді.
Қатаң типті қақпақ-құбырлы жылу алмастырғыш аппараттар. Бұл типті аппараттарда құбырлы тор аппараттың тұрқысына қатаң бекітілген. Сондықтан оларда температуралық жүктеме пайда болады
![]() (15.1)
(15.1)
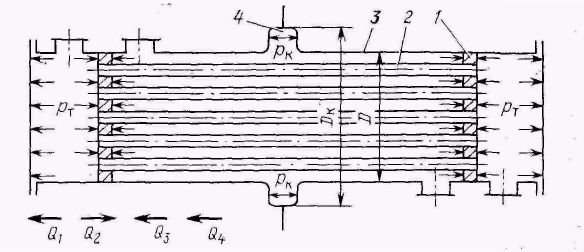
Сурет 15.11 Қатаң типті құбырлы-қапты (кожухотрубчатый) жылуалмастырғыш аппарат есебіне сүлбесі
1 – құбырлы тор; 2 – ішкі түтікшілер; 3 –тұрқы; 4 – компенсатор
бұл жерде
![]() - құбырлар үшін сызықты ұлғаюдың
температуралық коэффициенті;
- құбырлар үшін сызықты ұлғаюдың
температуралық коэффициенті;
![]() - температура;
- температура;
![]() - материалдың серпімділік модулі;
- материалдың серпімділік модулі;
![]() - көлденең қимасының ауданы.
- көлденең қимасының ауданы.
![]() -
дәл сол тұрқы үшін.
-
дәл сол тұрқы үшін.
Құбырдағы және тұрқыдағы температуралық жүктемелер
![]()
![]()
Мұндай аппараттың тұрқысында компенсатор қондырылу мүмкін. Жылу алмастырғыш аппараттың ұзындығы l және компенсатор болған жағдайда температуралық жүктемені келесі формула бойынша аңықтайды
 (15.2)
(15.2)
бұл жерде Еλ– компенсатор материалының серпімділік модулі; т - оның параметрі.
(15.1) және (15.2) формулаларының анализі компенсатор аппараттың температуралық жүктемесін азайтатының көрсетеді.
Егер
жылу алмастырғыш жасалынған температура
U-ға тең болса, онда (15.1)-де
![]() -ның
және
-ның
және
![]() -ның
орнына
-ның
орнына
![]() -ны
және
-ны
және
![]() -ны
қояды.
-ны
қояды.
Жұмыс қысымдардағы жылу алмастырғыш аппараттағы жүктемелер
![]()
![]()
![]()
![]()
Жүктемелердің жалпы суммасы
![]() (15.3)
(15.3)
бұл жерде
![]() – тұрқыдағы және түтікшелердегі қысым;
– тұрқыдағы және түтікшелердегі қысым;
![]() - компенсатор линзасының диаметрі;
- компенсатор линзасының диаметрі;
![]() - түтікшенің сыртқы және ішкі диаметрі;
-
түтікшелер саны.
- түтікшенің сыртқы және ішкі диаметрі;
-
түтікшелер саны.
Компенсаторсыз жылу алмастырғыш аппаратта (15.3) формуладағы орынан жылу алмастырғыш аппараттың ішкі диаметрін қою керек.
Түтікшеге әсер ететін суммарлы қысым
![]() (15.4)
(15.4)
бұл жерде
![]() – бір түтікшеге әсер ететін жүктеме;
– бір түтікшеге әсер ететін жүктеме;
![]() - температуралық жүктеме.
- температуралық жүктеме.
![]()
![]()
![]()
(15.44)-те тұрқы түтікшелерге қарағанда көп қызса онда минус таңбасымен болады, ал керісінше болса онда плюс таңбасымен болады. Мұны жылу алмастырғыш аппараттарда технологиялық ағындарды реттеген кезде ескеру керек.
Құбыр развальцовка шеңберінің ұзындығының бірлігіне қысым әсер етуінен болатын меншікті жүктеме
![]()
Развальцовканың
беріктігі үшін
![]() мәні
мынадан аспауы керек:
мәні
мынадан аспауы керек:
![]() - канавкасыз развальцовка;
- канавкасыз развальцовка;
![]() - канавкалы развальцовка.
- канавкалы развальцовка.
Қысым
және температураны ескерсек развальцовкаға
әсер ететін меншікті жүктеме
![]() .
.
Түтікшелерді құбырлы торға пісірген кезде пісіру шовының катеті келесі формула бойынша аңықталады
![]()
бұл жерде
– пісіру шовының беріктік коэффициенті;
![]() - коррозияға ескерту (С=1мм көміртекті
болаттан жасалған түтікшелер үшін, С=0
жоғары легирленген хром никельді
болаттар үшін). Пісірі шовына әсер ететін
шекті жүктемені
- коррозияға ескерту (С=1мм көміртекті
болаттан жасалған түтікшелер үшін, С=0
жоғары легирленген хром никельді
болаттар үшін). Пісірі шовына әсер ететін
шекті жүктемені
![]() деп алсақ, онда
деп алсақ, онда
![]() ,
бұл кезде k>S+0,5 (S – түтікше
қабырғасының қалыңдығы, мм).
,
бұл кезде k>S+0,5 (S – түтікше
қабырғасының қалыңдығы, мм).
Газды дайындауға арналған жабдықтарды конструкциялауға және таңдауға
арналған жалпы нұсқамалар.
Газды дайындау сүлбесіне және әдісіне қарай әр түрлі типті сепараторлар және абсорберлер қолданады. Аппараттармен құрылғылардың басым көпшілігі блокті-комплекті түрде жасалынады. Олардың сипаттамалары, габариттік және құжаттағы өлшемдері [6]-да берілген. Дәл сол жерде әр түрлі жылу алмастырғыш аппараттардың типтері, олардың параметрлері, конструктивті сүлбелері, бөлек түйіндерді және бөлшектерді жасауға арналған материалдары, және оларды таңдауға көмектесетін нұсқамалар келтірілген.
Жылу алмастыру беті келесі формула бойынша аңықталады
![]()
бұл жерде Q –
берілетін және алынатын жылудың мөлшері;
K - жылу бергіш коэффициент;
![]() - орташа логарифмдік температуралар
айырымы.
- орташа логарифмдік температуралар
айырымы.
Жылу алмастыру процессі кезінде газбен алынатын немесе берілетін жылудың мөлшері келесі формула бойынша аңықталады
![]()
бұл жерде
![]() – суыту процессі кезінде жылы газбен
берілетін жылу мөлшері және жылыту
процессі кезінде суық газбен берілетін
жылу мөлшері;
– суыту процессі кезінде жылы газбен
берілетін жылу мөлшері және жылыту
процессі кезінде суық газбен берілетін
жылу мөлшері;
![]() - жылу және суық газдың шығыны;
- жылу және суық газдың шығыны;
![]() - жылу және суық газдың тығыздықтары;
- жылу және суық газдың тығыздықтары;
![]() - олардың меншікті жылу сыйымдылықтары;
- олардың меншікті жылу сыйымдылықтары;
![]() - жылы газдың кіруіндегі және шығуындағы
температурасы;
- жылы газдың кіруіндегі және шығуындағы
температурасы;
![]() - суық газдың кіруіндегі және шығуындағы
температурасы;
- суық газдың кіруіндегі және шығуындағы
температурасы;
![]() - көмірқышқыл конденсаттың мөлшері;
- көмірқышқыл конденсаттың мөлшері;
![]() - су мөлшері;
- су мөлшері;
![]() - судың және көмірқышқыл конденсаттың
бу жасалудың көрінбейтін жылуы.
- судың және көмірқышқыл конденсаттың
бу жасалудың көрінбейтін жылуы.
Кейбір өлшем бірліктерді арнайы әдебиетте ғана табуға болады.
Жылу алмастыру бет бойынша, қаппен құбырдағы қысымдар бойынша сәйкес жылу алмастырғыш аппараттар таңдалады.
Штуцерлер және эжекторлар. Штуцерлерді газды ТТС әдісімен дайындаған кезле қолданады. Штуцерлер өлшемдерінің таңдауы газдың дроссель арқылы критикалық ағып кету принципінде негізделген. Штуцерлердің техникалық сипаттамалары, газды эжекторлардың негізгі сипаттамалары және конструктивті өлшемдері [6]-да келтірілген. Эжекторлар суықты алу үшін немесе газды дайындаған кезде ұшып кететін газды дұрыстап сығымдау үшін пайдаланады. Бұл кезде эжектор компрессор ретінде жұмыс істейді.
бұл жерде ρг – газдың тығыздығы; t2 - жылу алмастырғыш аппараттың құбырлы қуысының шығуындағы газ температурасы; t3 - сепарация температурасы немесе тоңазытқыш булатушысынан шығуындағы газдың температурасы; Qr - газдың шығыны. Суытқыш станцияның қуаты (К=1,1-1,15).
![]()
Суытқыш машиналардың саны
![]()
бұл жерде
![]() – машинаның суық өнімділігі.
– машинаның суық өнімділігі.
Негізгі әдебиет
1 [Бөлім 5 53-87 бет]
Бақылау сұрақтар
1.Жылу алмастырғыш аппараттардағы температуралық жүктемелер неге байланысты?
2.Көп жағдайда істен шығатын жылу алмастырғыш аппараттын түйіндерін атаңыздар.
3.Жылу алмастырғыш аппарат қалай таңдалады?
4.Детандерлердің әр түрлі типтерін қолдануын түсіндіріңіздер.