

Вопрос 1. Связь фпм и фпф объективов с децентрировкой и расфокусировкой.
Децентрировку можно уменьшить до допустимой величины, если линзу в оправе на специальном центрировочном патроне смещать и разворачивать таким образом, чтобы центры кривизны ее поверхностей совместились с осью вращения шпинделя токарного станка, после чего обработать базовые поверхности оправы. При этом оптическая ось линзы совмещается с геометрической осью оправы с требуемой точностью.
Рассмотрим схематически процесс
центрирования линзы. На рисунке
изображена линза, установленная в
центрировочном патроне. Линза установлена
так, чтобы центр кривизны наружной
поверхности линзы О1
был расположен в одной плоскости
с центром кривизны О сферической части
патрона. Центры кривизны поверхностей
линзы O1 и О2
смещены относительно оси шпинделя
станка и при вращении шпинделя описывают
окружности. Смещения центров кривизны
с оси вращения шпинделя наблюдают и
измеряют с помощью автоколлимационной
центрировочной трубки
ЮС-13, разработанной А. А. Забелиным.
Трубку укрепляют на задней бабке
токарного станка. Вращением винтов 1,
расположенных через 90° вокруг оси
шпинделя, подвижную часть патрона
смещают в плоскости, перпендикулярной
к оси шпинделя, так, что центр кривизны
линзы O1 совмещается
с осью шпинделя . Биения центра кривизны
О1 при вращении шпинделя в этом
случае не наблюдается, биение центра
кривизны О2 увеличивается.
Вращением винтов 2, перемещающих
сферическую часть патрона, центр
кривизны О2 совмещают с осью
шпинделя (рис. 1). При этом центр кривизны
О1 не смещается с оси шпинделя,
так как он был расположен в одной
плоскости с центром сферической части
патрона. При вращении шпинделя биение
обоих центров кривизны линзы отсутствует.
В результате оправа линзы будет иметь
перекос, но оптическая ось линзы будет
совмещена с осью шпинделя. Вызванный
юстировкой перекос оправы устраняют
проточкой резцом 3 ее торца и наружной
поверхности, не снимая-линзы с
центрировочного патрона. Наружную
поверхность оправы линзы с Ø 20**
протачивают до размера, равного диаметру
корпуса объектива, с минимально
необходимым зазором (порядка 0,01 мм).
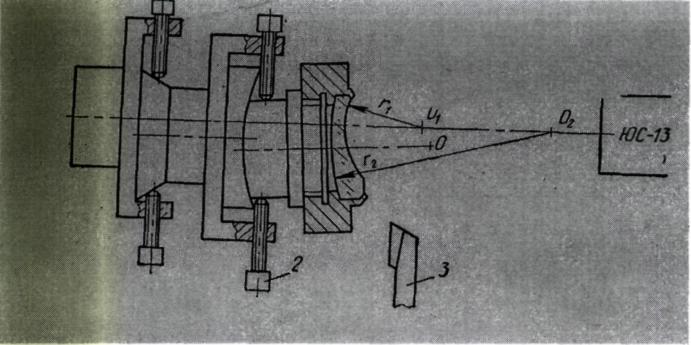
Рис. 1 Центрирование линзы.
Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм (см. рис. 2).
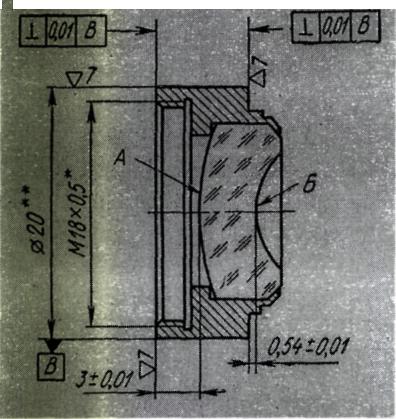
Рис. 2 Пример чертежа линзы для автоколлимационной сборки.
Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанные базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3 ± 0,01 мм до второй поверхности линзы. Процесс центрирования линзы окончен.
Оптическая передаточная функция является наиболее полной характеристикой для оценки качества фотографических, проекционных, телевизионных и им подобных объективов. Перечисленные объективы, воспроизводящие оптическое изображение в основном для визуального восприятия, должны обеспечивать передачу крупных деталей с большей резкостью и с большим контрастом, чем очень мелких, близких к пределу разрешения. Это объясняется, прежде всего, тем, что при визуальном рассмотрении художественного снимка, телевизионного или проекционного изображения, уделяется меньше внимания распознаванию мелких деталей, чем крупных, и поэтому значительно большую роль играет качество передачи крупных структур предметов. В связи с этим знание того, с какой интенсивностью (амплитудой выходного синусоидального сигнала) и смещением по полю снимка (фазой) передает объектив ту или иную пространственную частоту, характеризующую размер предметов, представляет большой интерес в оценке качества изображения.
Математическое выражение оптической передаточной функции можно получить из уравнения, описывающего процесс образования оптического изображения в частотном представлении:
~E(NxNy) = ~A(NxNy) ~L(NxNy).
Из этого уравнения следует, что преобразование Фурье функции распределения освещенности в изображении отличается от преобразования Фурье функции распределения яркости в предмете коэффициентом ~A(NxNy), который и назван оптической передаточной функцией.
Коэффициент изменения амплитуды будет
Это отношение называют коэффициентом передачи контраста данной пространственной частоты (или коэффициентом передачи модуляции — КПМ). Изменяя пространственную частоту N, получим зависимость изменения амплитуды от пространственной частоты, т.е. амплитудно-частотную характеристику и зависимость изменения фазы от пространственной частоты — частотнофазовую характеристику. Таким образом, амплитудно-частотная характеристика показывает зависимость коэффициента передачи модуляции от пространственной частоты и называется функцией передачи модуляции (ФПМ), или частотно-контрастной характеристикой и обозначается Т (N). Зависимость изменения фазы от пространственной частоты называется функцией передачи фазы (ФПФ), или частотно-фазовой характеристикой, и обозначается (p(N). Графическое представление этих характеристик для типового случая дано на
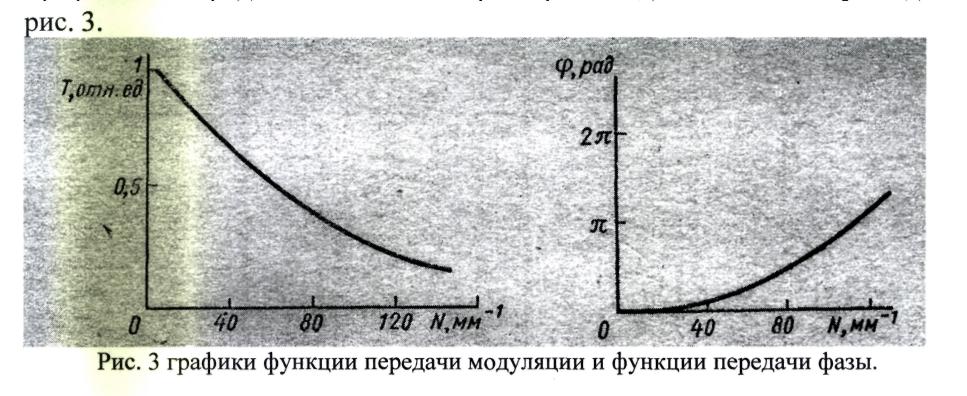
Для нулевой пространственной частоты ФПМ имеет максимальное значение и приводится к единице (нормируется), а ФПФ- равна нулю:
