

4.Технологический процесс изготовления.
Технологический процесс изготовления обеденного стола состоит из следующих операций:
1.Раскрой материала по ширине и длине на заготовки - осуществляется на форматно-раскроечном станке.
Чистовой раскрой:
Столешница - 1700х750х40 – 1ед.
Царга-1 - 490х100х40 - 2ед.
Царга-2 - 1540х100х40 - 2ед.
Черновой раскрой:
Заготовки для ножек - 865х47х47 - 8ед.
2.Фугование кромок заготовок для ножек
3.Склеивание заготовок для ножек.
Заготовки склеиваются по две заготовки вместе.
В итоге склеивания получаем 4 заготовки - 865х95х95мм.
4.Фугование пластей и кромок заготовок для ножек на фуговальном станке.
5.Обработка заготовок ножек на рейсмусовом станке.
в размер по толщине и ширине - 865х90х90 – 4ед.
6.Вытачивание ножек стола на токарном станке.
7.Чистовое торцевание ножек стола -865х90х90 – 4ед.
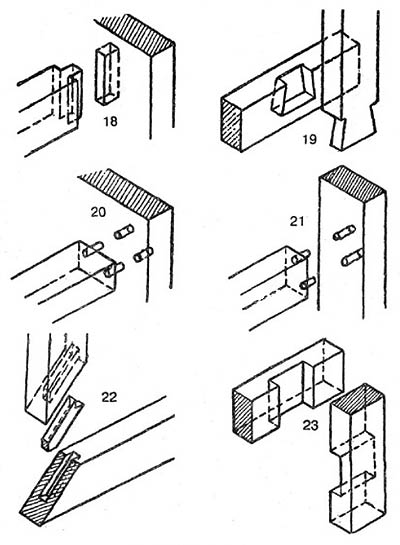
8.Выдалбливание гнёзд в ножках на цепном долбежном станке.
9. Зарезание шипов на царгах на фрезерном станке.
10.Сверление отверстий в кромках царг под шканты в количестве - 10шт.
11. Фрезерование столешницы по периметру на фрезерном станке.
12.Сверление отверстий в столешнице под шканты в количестве 10шт на
сверлильно-присадочном станке.
13.Шлифование всех деталей на шлифовально-калибровочном станке.
 Сборка
стола
Сборка
стола
1.Сборка на «сухо»:
Соединяем царги с ножками на одинарный несквозной шип.
Устанавливаем столешницу на подстолье, используя крепление на шкантах.
2После того когда убедились в качестве сборки
3 Сборка на клею в той же последовательности что и сборка на «сухо».
Контроль качества
Проверяем качество обеденного стола со сборки «насухо»: контролируем
качество деталей, размеры согласно чертежа, соответствие отверстий, плотность шиповых соединений, прямоугольность соединения деталей, внешний вид
изделия. После сборки «насухо» приступаем к окончательной сборе.
В результате сборки убеждаемся в том , что качество изделия соответствует требованиям технологического процесса, предоставленным к его
эксплуатационным качествам и внешнему виду.
Отделка
Отделка используется для того, чтобы придать изделиям из древесины красивый внешний вид и предохранить поверхность древесины от воздействия
окружающей среды . С отделанной поверхности изделия легче удалять пыль и
грязь. В отдельных случаях такую поверхность даже можно мыть.
Технологический процесс отделки деталей обеденного стола.
1Подготовка деталей к отделке:
1.1 - Шлифование
1.2 - Удаление ворса.
1.3 - Грунтование.
1.4 - Сушка.
1.5 - Удаление ворса.
Лакирование.
Теперь можно приступить к лакированию деталей способом распыления.
Целесообразно использовать нитроцеллюлозный лак. Он прочный, эластичный, достаточно атмосферостойкий и быстросохнующий.
Процесс лакирования :
- нанесение первого слоя лака на детали изделия;
- сушка при t 18-23 градуса ;
- шлифование и удаления ворса ;
- нанесения второго слоя лака ;
- повторная сушка при t 18-23 градуса.
.
Сборка изделия на клею.
1.Нанесение клея на шипы с помощью кисти.
2.Соединение 4 царг и 4 ножек.
3.Устанавка на подстолье столешницы на шкантах с клеем.
В завершение наносится 3-й слой лака на собранное изделие и осуществляется
сушка (при t18-23 градуса).
Изделие готово к эксплуатации.
