

![]() МИНИСТЕРСТВО
СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ
РБ
МИНИСТЕРСТВО
СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ
РБ
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ОНИиП»
Курсовая работа
по дисциплине: «Средства автоматики и автоматизация производственных процессов»
на тему: «Автоматизация производства гранулированных комбикормов»
Выполнила:Мартинович М.А.
Студент 9т гр.,5 курса ИТФ
Руководитель: Носко В.В.
Минск 2013
Рефе рат
рат
Курсовая работа автоматизация производства гранулированных комбикормов.
Работа: с. , рисунков, 1 таблица.
Ключевые слова: КОМБИКОРМ, КОНТРОЛЬ, РЕГУЛИРОВАНИЕ, ДАТЧИК, ИЗМЕРЕНИЕ, СХЕМА АВТОМАТИЗАЦИИ, ПЕРЕДАТОЧНАЯ ФУНКЦИЯ, КАЧЕСТВО УПРАВЛЕНИЯ.
Объектом исследования является процесс приготовления гранулированных комбикормов.
Цель курсовой работы расширить знания по автоматики и автоматизации, рассмотреть возможность автоматизации процесса приготовления гранулированных комбикормов.
Применены теоретические и экспериментальные методы исследования.
Краткие результаты: Составлена схема автоматизации процесса производства сметаны. Выполнен анализ устойчивости системы по критериям Найквиста, Гурвица, Михайлова. Проведена оценка качества управления по переходным характеристикам.
Содержание
Введение………………………………………………………………............. |
|
1. ХАРАКТЕРИСТИКА ОБЪЕКТА УПРАВЛЕНИЯ……………………..... |
|
1.1.Технологический процесс приготовления гранулированных комбикормов………………………………………….………………… |
|
1.2. Выбор и обоснование технических средств автоматизации………. |
|
1.3. Схема автоматизации процесса гранулирования……………………. 2. АНАЛИЗ СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ… |
|
2.1. Составление структурной схемы системы………………………….. |
|
2.2. Определение передаточных функций системы по управляющему возмущающему воздействиям и для ошибок регулирования …….. |
|
2.3. Анализ устойчивости системы……………………………………….. |
|
2.3.1.Анализ устойчивости по критерию Гурвица……………………… |
|
2.3.2. Анализ устойчивости по критерию Михайлова…………………. |
|
2.3.3. Анализ устойчивости по критерию Найквиста………………….. |
|
|
|
2.4. Оценка качества управления………………………………………….. |
|
Заключение…………………………………………………………………….. |
|
Список используемых источников………………………………………… |
|
Введение
Автоматизация производства – это процесс, при котором функции управления и контроля, ранее выполняющиеся человеком, передаются пробором и автоматическим устройствам. Главная цель автоматизации производства заключается в повышении производительности труда, улучшение качества выпускаемой продукции, создании условий для оптимального использования ресурсов производства.
В отраслях агропромышленного комплекса наметилась тенденция широкого применения как общепромышленных, так и нестандартизированных средств измерения.
Важную роль в отрасли приобретают безотходные, малоотходные и энергосберегающие технологические процессы и автоматизация как отдельных аппаратов и агрегатов, так и целом технологических производств.
Основные задачи автоматизации на комбикормовых заводах следующие:
- повышение производительности труда в результате сокращения численности обслуживающего персонала и увеличения выработки продукции на агрегатах и в цехах на тех же площадях;
- устранение труда человека на участках с тяжелыми условиями труда (в компрессорной, где высок уровень шума, на надсилосном этаже элеватора, где повышена запыленность воздуха, и т. д.);
- общее повышение культуры труда, в том числе и управленческого, облегчение его условий;
- совершенствование технологического процесса, направленного на повышение единичной мощности агрегатов, а также на улучшение качества продукции, невозможное без внедрения ССА;
- снижения энергетических затрат на выработку продукции;
- повышение оперативности управления и в результате этого обеспечение работы оборудования в оптимальных режимах, ведущих к увеличению сроков его службы и сокращению затрат на обслуживание и ремонт.
Обязательная предпосылка автоматизации — механизация основных и вспомогательных операций технологического процесса. С этой точки зрения комбикормовые заводы — наиболее удобные объекты, так как в основном все их технологические процессы непрерывны и в значительной степени механизированы.
 Целью
выполнения курсовой работы является
расширение, углубление закрепление
знаний в области средств автоматики и
автоматизации производственных
процессов, приобретение навыков работы
со специальной и научной литературой,
технологическими инструкциями и другой
нормативной документацией.
Целью
выполнения курсовой работы является
расширение, углубление закрепление
знаний в области средств автоматики и
автоматизации производственных
процессов, приобретение навыков работы
со специальной и научной литературой,
технологическими инструкциями и другой
нормативной документацией.
Зернопродуктовый подкомплекс по своей значимости в решении продовольственной проблемы является одной из важнейших подсистем АПК республики. Конечная цель подкомплекса — наиболее полное удовлетворение потребностей республики в зерновых ресурсах продовольственного и фуражного назначения, создание необходимых семенных фондов, переходящих страховых запасов и государственных резервов, обеспечивающих бесперебойное снабжение населения хлебной продукцией, независимо от колебаний и сезонности производства, а также обеспечение развития экспорта. Именно зерновое хозяйство является фактором, который стабилизирует все сельскохозяйственное производство, в решающей степени определяет возможности удовлетворения потребностей населения в продуктах питания.
Уровень производства зерна позволяет судить об эффективности функционирования агропромышленного комплекса и его отраслей, уровне жизни населения, экономическом потенциале государства.
Единые рекомендации
по учету технологических требований
при разработке и эксплуатации средств
автоматизации для комбикормовых заводов
сформулировать трудно. Их учитывают в
каждом отдельном случае.  Но
многообразие обрабатываемых материалов
с различными
свойствами, технологических процессов
и операций потребовало
разрабатывать большое число конструкций
датчиков, исполнительных механизмов
практически одного назначения.
Но
многообразие обрабатываемых материалов
с различными
свойствами, технологических процессов
и операций потребовало
разрабатывать большое число конструкций
датчиков, исполнительных механизмов
практически одного назначения.
К общим требованиям, предъявляемым к средствам автоматизации для ПХПЗ, можно отнести: пожаро- и взрывоопасность; электробезопасность обслуживания; высокую эксплуатационную надежность; невысокую стоимость.
1 ХАРАКТЕРИСТИКА ОБЪЕКТА УПРАВЛЕНИЯ
Технологический процесс производства гранулированных комбикормов.
 Комбикорм
— это смесь, измельченная до необходимой
крупности кормовых продуктов,
составленная по научно обоснованным
рецептам и правильно сбалансированная
по содержанию питательных, минеральных
веществ и витаминов.
Комбикорм
— это смесь, измельченная до необходимой
крупности кормовых продуктов,
составленная по научно обоснованным
рецептам и правильно сбалансированная
по содержанию питательных, минеральных
веществ и витаминов.
Смесь зернового сырья с другими высокобелковыми продуктами намного эффективнее, так как в ней белок и крахмал находятся в соотношении более благоприятном для организма животного. Ценность такой смеси может быть повышена посредством введения в нее небольшого количества биологически активных веществ – витаминов, солей, микроэлементов, антибиотиков и т. д.
При скармливании комбикормов значительно возрастает продуктивность животных, пушных зверей и рыб. Молодняк быстрее растет и лучше развивается, повышается его жизнеспособность. При однообразном питании, когда в суточном рационе преобладает один вид корма, снижается продуктивность, молодняк отстает в росте и развитии, увеличивается заболеваемость.
Таким образом, использование сбалансированных по основным элементам питания комбикормов имеет ряд преимуществ:
- позволяет экономить кормовые ресурсы, и в том числе кормовое зерно, так как снижается расход кормов на единицу продукции;
- предоставляется возможность наиболее рационально использовать отходы, образующиеся в различных отраслях промышленности — пищевой, мукомольно-крупяной, мясомолочной, рыбоперерабатывающей и др.
Гранулированные комбикорма имеют ряд важных преимуществ:
хорошо усваиваются;
не происходит самосортирования комбикормов при транспортировке;
исключается для птицы возможность выбора частиц комбикорма при кормлении, поэтому уменьшаются потери комбикорма;
сводится к минимуму риск заражения сальмонеллой за счет тепловой обработки во время процесса гранулирования, так как при температуре выше 65 °С бактерии сальмонеллы погибают;
можно использовать в кормах для животных дешевое сырье с большим содержанием клетчатки при вводе мелассы и жира;
требуются меньшие объемы для транспортировки и хранения комбикормов;
снижается выделение пыли при производстве.
Стадии технологического процесса:
очистка рассыпного комбикорма от металломагнитных примесей;
предварительная его подготовка (пропаривание, обогащение добавками);
 прессование
гранул (гранулирование);
прессование
гранул (гранулирование);их охлаждение;
измельчение при выработке крупки, просеивание.
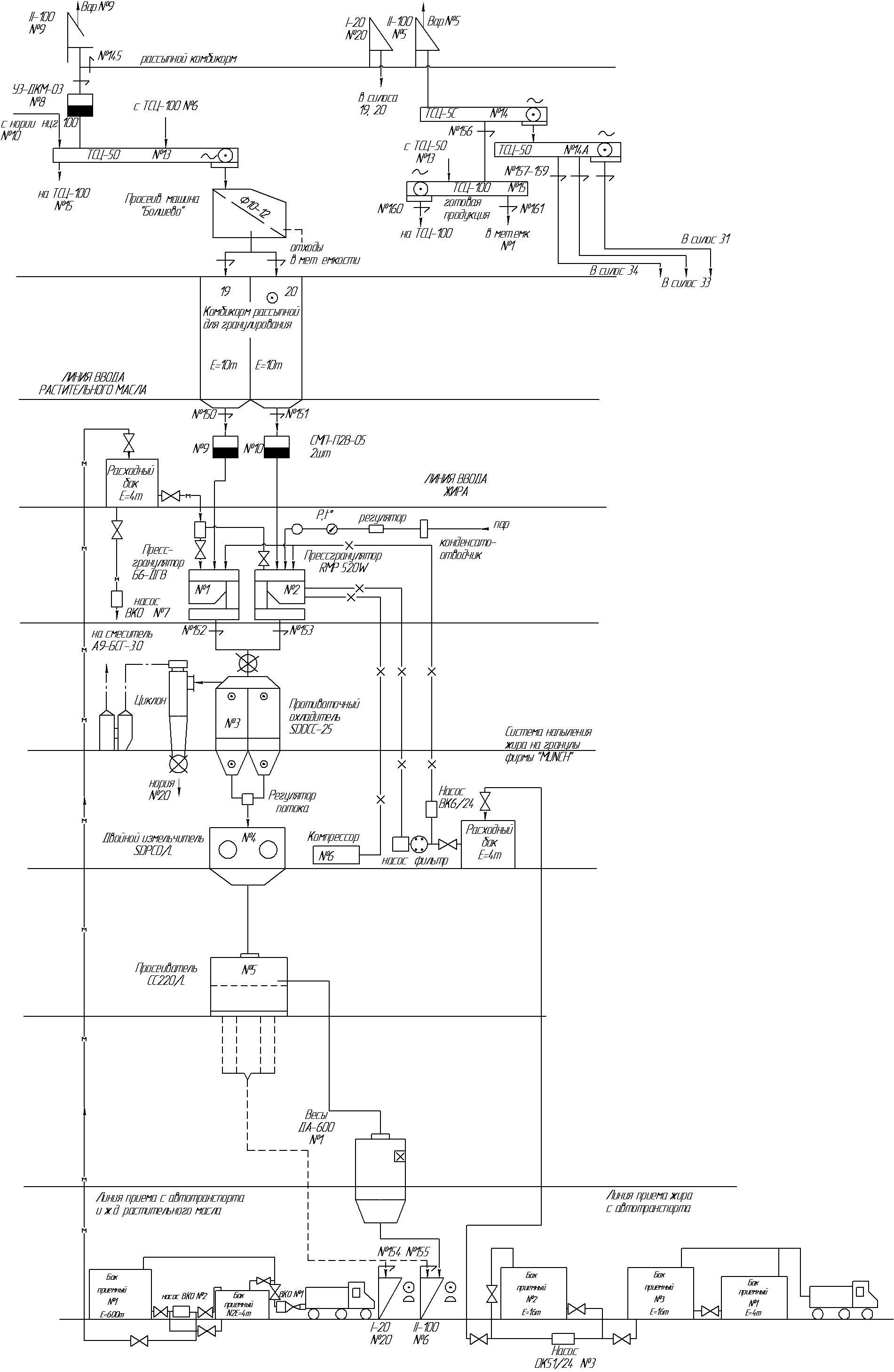
Описание технологической линии.
Рассыпной комбикорм из силосов готовой продукции подается цепными транспортерами К4-УТФ-200 № 16 и К-4-УТФ-320 № 17 на норию НЦН-100 № 9. С нории № 9 через магнитную колонку УЗ-ДАМ-03 №8 поступает на цепной транспортер ТСЦ-50 № 13 из которого комбикорм идет на просеивающую машину А1-ДСМ, где происходит отсев крупной фракции и посторонних предметов. Отсев попадает в металлический ящик и удаляется. С просеивающей машины самотеком комбикорм поступает в бункера №№ 19 и 20. Из бункеров №№ 19 и 20 комбикорм самотеком проходит через магнитные колонки СМП-П2В-05 №9 и № 10 и поступает в смесители пресс-грануляторов ДГВ-1 №1 и RMP 520 W № 2. В пресса-грануляторы подается пар и при необходимости растительное масло и животный жир.
В прессах-грануляторах используются матрицы с отверстиями не более 4,7 мм. Гранулирование смеси осуществляется при следующих режимах:
давление пара от 3,5 до 5 кг/см2 (изготовление комбикормов для птицы);
расход пара 500-600 кг/час (20-30 кг/т);
температура гранул при выходе из пресса не более 80 С;
удельный расход электроэнергии 32-34 кВт ч/т.
Гранулы комбикормов из прессов-грануляторов самотеком через шлюзовой затвор поступают в охладительную колонку SDDCC25, где охлаждается до температуры, не превышающей температуру окружающего воздуха в помещении выше 10 С. Охлаждение гранул производится потоком воздуха, направленного против потока комбикорма при помощи вентилятора и циклона. В циклоне происходит отделение аспирационной пыли комбикорма от воздушной массы и она самотеком через шлюзовой затвор подается на норию НЦГ-20 №20 и поднимается в бункера №№19 и 20 на повторное гранулирование. С охладительной колонки через регулятор потока гранулы комбикорма проходят через двойной измельчитель SDPCD-25 и самотеком поступают в просеивающую машину CC220/L. Готовая продукция (крупка) и просеивающей машины подается на весы ДН-500 № 1, где взвешивается и с весов самотеком продукция поступает на норию НЦГ-100 № 5 и транспортируется на транспортер ТСЦ-50 № 14, который подает продукт на транспортер ТСЦ-50 № 14а и транспортируется в силоса №№ 31, 32, 33, 34. Кроме этого с транспортера № 14 готовая продукция может поступать на транспортер ТСЦ-100 № 15, который подает ее на цепной транспортер ТСЦ-100 № 18 и распределяет по металлическим емкостям №№ 1-8.Общая емкость которых, составляет 240 тонн.
 Мелкая
и крупная фракции продукции (сход и
проход) с просеивателя СС 220/ самотеком
поступает на норию НЦГ-20 № 20 и подается
в бункера № 19 и 20 линии
гранулирования на повторную грануляцию,
или на норию НЦГ-100 №5 и транспортируется
на ТСЦ 50 №14 и ТСЦ 50 № 14А и подается в
склад готовой продукции.
Мелкая
и крупная фракции продукции (сход и
проход) с просеивателя СС 220/ самотеком
поступает на норию НЦГ-20 № 20 и подается
в бункера № 19 и 20 линии
гранулирования на повторную грануляцию,
или на норию НЦГ-100 №5 и транспортируется
на ТСЦ 50 №14 и ТСЦ 50 № 14А и подается в
склад готовой продукции.
Схема линии производства гранулированных комбикормов – рисунок 1.
 Для гранулирования
используют грануляторы
Б6-ДГВ, RMP-520
и другое подобное оборудование. Комбикорма
и БВД
гранулируют сухим и влажным способами.
В настоящее время применяют в основном
сухое гранулирование, при котором
рассыпной комбикорм обрабатывают сухим
паром, подаваемым в смеситель пресса
под давлением 0,35...0,4 МПа; при гранулировании
БВД давление пара 0,4...0,5 МПа, расход
60...80 кг/т. При этом температура пара
достигает 130... 140 °С, комбикорм нагревается
до 80...85 °С, а при гранулировании
температура возрастает на 5... 10 %, что
сопровождается клейстеризацией крахмала
и образованием небольшого количества
декстринов при незначительном
разрушении витаминов А и В. Не допускается
обработка паром комбикормов, содержащих
лизин. При влажном гранулировании пар
не требуется, комбикорм и
БВД можно гранулировать, используя
мелассу, соленый гидрол, кукурузный
экстракт,
воду и другие жидкие связывающие добавки.
Для гранулирования
используют грануляторы
Б6-ДГВ, RMP-520
и другое подобное оборудование. Комбикорма
и БВД
гранулируют сухим и влажным способами.
В настоящее время применяют в основном
сухое гранулирование, при котором
рассыпной комбикорм обрабатывают сухим
паром, подаваемым в смеситель пресса
под давлением 0,35...0,4 МПа; при гранулировании
БВД давление пара 0,4...0,5 МПа, расход
60...80 кг/т. При этом температура пара
достигает 130... 140 °С, комбикорм нагревается
до 80...85 °С, а при гранулировании
температура возрастает на 5... 10 %, что
сопровождается клейстеризацией крахмала
и образованием небольшого количества
декстринов при незначительном
разрушении витаминов А и В. Не допускается
обработка паром комбикормов, содержащих
лизин. При влажном гранулировании пар
не требуется, комбикорм и
БВД можно гранулировать, используя
мелассу, соленый гидрол, кукурузный
экстракт,
воду и другие жидкие связывающие добавки.
Измельченные гранулы сортируют на просеивающей машине с двумя ситами. Сходом с верхнего сита получают крупные частицы, возвращаемые на измельчение, сходом с нижнего сита - готовую крупку, проходом - мучнистый продукт, который вновь направляется на прессование. Размеры отверстий сит устанавливают соответственно заданному размеру крупки. При правильном режиме работы установки для гранулирования выход крупки должен быть не менее 70 %. При получении крупки высокого качества важное значение имеет ее выход и образование мелкой мучнистой фракции, которую возвращают на повторное прессование, что приводит к снижению производительности установки. Поэтому при нормальном процессе измельчения выход мелкой мучнистой фракции не должен превышать 30 %. Гранулы измельчают в специальных вальцовых измельчителях.