

Лабораторная работа № 10
Измерение шероховатости поверхности
Цель работы: Ознакомиться с основными методами и средствами измерения шероховатости поверхностей.
Объект измерения - деталь с плоской или цилиндрической поверхностью Ra= 0,02 … 10 мкм
Краткие теоретические сведения
Нормируемые параметры шероховатости.
Реальная поверхность детали образуется в процессе ее изготовления и в отличие от идеальной геометрической поверхности, изображаемой на чертежах, всегда имеет неровности различной формы и высоты в виде выступов и впадин с небольшим расстоянием между ними.
Шероховатость поверхности - это совокупность неровностей обработанной поверхности с относительно малыми шагами, рассматриваемых на определенной длине.
Шероховатость
поверхности определяют по ее профилю,
который образуется в сечении этой
поверхности плоскостью, перпендикулярной
к номинальной поверхности. Для отделения
шероховатости поверхности от других
неровностей с относительно большими
шагами (отклонения форм и волнистости)
ее рассматривают в пределах ограниченного
участка, длина
которого называется базовой длиной -
![]() .
Базой для отсчета отклонений профиля
является средняя
линия профиля
.
Базой для отсчета отклонений профиля
является средняя
линия профиля
![]() -
линия, имеющая форму номинального
профиля и проведенная так, что в пределах
базовой длины среднее квадратичное
отклонение измеряемого профиля до этой
линии было минимальным (рис. 10.1)
-
линия, имеющая форму номинального
профиля и проведенная так, что в пределах
базовой длины среднее квадратичное
отклонение измеряемого профиля до этой
линии было минимальным (рис. 10.1)
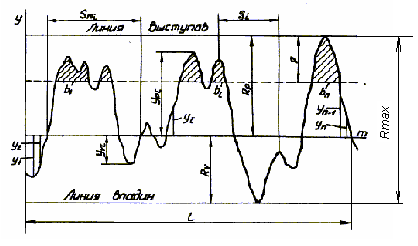
Рис.10.1. Профилограмма.
Линия, эквидистантная средней линии и проходящая через высшую точку профиля в пределах базовой длины, называется линией выступов профиля.
Расстояние
между линией выступов профиля и линией
впадин профиля в пределах базовой длины
представляет собой наибольшую высоту
неровностей профиля
![]() .
.
Высота
выступа профиля
![]() - это расстояние от средней линии профиля
до высшей точки выступа профиля.
- это расстояние от средней линии профиля
до высшей точки выступа профиля.
Глубина
впадины профиля
![]() - это расстояние от средней линии профиля
до низшей точки впадины профиля.
- это расстояние от средней линии профиля
до низшей точки впадины профиля.
Согласно
рекомендациям Международной организации
по стандартизации (ISO),
шероховатость поверхности изделий
независимо от материала и способа
изготовления, (кроме ворсистой
поверхности), можно оценивать одним или
несколькими параметрами: средним
арифметическим отклонением профиля
![]() ,
высотой неровностей профиля по десяти
точкам
,
высотой неровностей профиля по десяти
точкам
![]() ,
наибольшей высотой неровностей профиля
,
средним шагом неровностей
,
наибольшей высотой неровностей профиля
,
средним шагом неровностей
![]() ,
средним шагом местных выступов профиля
,
средним шагом местных выступов профиля
![]() ,
относительной опорной длиной профиля
,
относительной опорной длиной профиля
![]() (p-
значение уровня сечения профиля).
(p-
значение уровня сечения профиля).
Среднее арифметическое отклонение профиля - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины
 , (10.1)
, (10.1)
где n - число выбранных точек профиля на базовой длине;
y - отклонение профиля или расстояние между точкой профиля и базовой (средней) линией.
Высота неровностей профиля по десяти точкам - сумма средних абсолютных значений пяти наибольших выступов профиля и глубин наибольших впадин профиля в пределах базовой длины
 , (10.2)
, (10.2)
где
![]() - высота i-го
наибольшего выступа профиля,
- высота i-го
наибольшего выступа профиля,
![]() -
глубина i-той
наибольшей впадины профиля.
-
глубина i-той
наибольшей впадины профиля.
Средний
шаг неровностей профиля
![]() - среднее значение шага неровностей
профиля в пределах базовой длины
- среднее значение шага неровностей
профиля в пределах базовой длины
![]()
 , (10.3)
, (10.3)
где
![]() -тый
шаг неровностей - отрезок средней линии
профиля, содержащий неровность профиля,
-тый
шаг неровностей - отрезок средней линии
профиля, содержащий неровность профиля,
n - число неровностей профиля по средней линии.
Средний шаг местных выступов профиля S - среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины l
 , (10.4)
, (10.4)
где
![]() -тый
шаг местных выступов профиля, т.е. отрезок
средней линии между проекциями на нее
наивысших точек соседних местных
выступов профиля,
-тый
шаг местных выступов профиля, т.е. отрезок
средней линии между проекциями на нее
наивысших точек соседних местных
выступов профиля,
n - число шагов местных выступов профиля.
Относительная
опорная длина
профиля
![]() -
отношение суммы длин отрезков
-
отношение суммы длин отрезков
![]() ,
отсекаемых в пределах базовой длины в
материале детали линией, эквидистантной
средней линии и расположенной на заданном
расстоянии от линии выступов профиля
(уровне сечения p),
к базовой длине. Уровень сечения p
выражают в % от
,
отсекаемых в пределах базовой длины в
материале детали линией, эквидистантной
средней линии и расположенной на заданном
расстоянии от линии выступов профиля
(уровне сечения p),
к базовой длине. Уровень сечения p
выражают в % от
![]() .
.
![]() (10.5)
(10.5)