

9.7. Поверочный конструкторский расчет функциональной ячейки микроконтроллерного устройства.
Расчет вибропрочности конструкции.
В процессе изготовления, транспортировки и эксплуатации РЭС подвергаются различным механическим воздействиям. Нагрузки могут быть направлены вдоль одной оси, либо действовать по всем трем взаимно перпендикулярным направлениям.
Аппаратура считается выбропрочной, если она сохраняет работоспособность после воздействия механических нагрузок. Аппаратура считается виброустойчивой, если она сохраняет работоспособность во время действия механических нагрузок.
Исходные данные:
Допустимая виброскорость V
Допустимая амплитуда перемещений Х
допустимая перегрузка – 20g
Найдем ускорение для синусоидальных вибраций ФЯ:
по скорости:
nx=ω Vд g
по перемещению
nx=ω2 Хд/g
далее необходимо найти толщину платы. Используется стеклотекстолит, облицованный с двух сторон гальвано стойкой фольгой толщиной.
hст= 1.5мм
Толщина проводника для первого класса точности h=35 мкм Количество проводящих слоев – 2. Плата после монтажа навесных элементов покрывается лаком, толщина которого h = 0,2…0,6 мм. Значит общая толщина платы:
Hпл=hст+hф+hл=1,5+2 0,035+2 0,35=2,27
Найдем массу платы.
Мпп=
hпл
S

Где:
S – площадь платы, S
= 130мм
120мм
= 15600
10-6
м2;
= 2470 – плотность стеклотекстолита.
– плотность стеклотекстолита.
Мпп = 2,27 10-3 15600 10-6 2470=0,0875кг=87,5г
Найдем общую массу элементов, пользуясь таблицей
Mэл=34,25гр
Цилиндрическая жесткость конструкции:

Где: E=33*10 – модуль упругости платы; = 0,279 – коэффициент Пуассона.


Частотный коэффициент
 ,
,
Где b=130мм; a = 120мм.
Способ закрепления платы приведен ниже на рисунке.
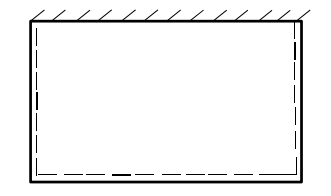
Рис.3. Способ закрепления платы
Следовательно, p=1, q= 2,33, r=2,44.
 .
.
Отсюда циклическая частота платы:
 ,
,
 .
.

Найдем ускорения:


Вывод: условие вибропрочности выполняыется: min(nx, nv)>nтз=20g
Второе условие вибропрочности:


 ,
,

Поскольку условие выполняется, значит требования по вибропрочности конструкции выполняются.
9.8. Оценка технологичности конструкции.
9.8.1. Анализ технологичности конструкции.
Краткое описание конструкций заданной функциональной ячейки.
Функциональная ячейка микроконтроллерного управления силовой нагрузкой реализована на двусторонней прямоугольной печатной плате с габаритными размерами 130х120 мм, изготовленной из стеклотекстолита, облицованного с двух сторон гальвано стойкой фольгой толщиной 35 мкм и с шагом сетки 1.27.
Печатная плата изготавливается комбинированным позитивным методом, который позволяет реализовать 1 класс точности (минимальная ширина токопроводящей дорожки должна составлять 0,75мм, минимальный зазор между соседними дорожками должен составлять 0,75мм, минимальная ширина металлизированного края отверстия должна быть 0,30мм), с металлизированными отверстиями. Проводники покрываются защитным фоторезисом СПФ8-ПМ. ЭРЭ размещаются с двух сторон печатной платы. Метод монтажа ЭРЭ - монтаж в отверстия.
Заданный объем выпуска составляет 60шт/г, что соответствует мелкосерийному производству. Анализ конструкций производится на основе сборочного чертежа, который приведен на листах «Сборочный чертеж функциональной ячейки» и на основе чертежа печатной платы, представленной на листе «Печатная плата».
9.8.2. Анализ технологичности изделия по конструкторским показателям
Технологичность конструкции изделий характеризуется комплексом свойств, к которым относятся:
-технологическая рациональность;
-преемственность конструкции.
Технологическая рациональность конструкции изделия - это совокупность свойств, выражающих его технологичность с точки зрения соответствия принятых конструктивных решений условиям производства и эксплуатации.
Преемственность конструкции представляет собой совокупность свойств, выражающих технологичность изделия с точки зрения единства изменяемости и повторяемости принятых в его конструкции инженерных решений.
Высокая технологичность конструкций РЭС достигается в тесном взаимодействии разработчика, конструктора и технолога с учетом масштаба выпуска изделий и конкретных условий производства. Изделие, технологичное в условиях единичного или мелкосерийного производства, будет совершенно неприемлемым для серийного и тем более массового изготовления. Конструкцию можно считать технологичной, если она отвечает всем техническим и эксплуатационным требованиям, обеспечивает изготовление изделия в определенных конкретных условиях с оптимальными затратами труда, времени и средств при использовании наиболее прогрессивных и экономически оправданных методов технологии и организации производства, чем мы и руководствуемся при выполнении данного проекта.
Анализ технологичности следует проводить с использованием качественной и количественной оценки.
9.8.3. Качественная оценка
Материалы, использованные при изготовлении ПП и корпуса, не являются дефицитными. Корпус устройства не является стандартным и изготавливается на производстве из широко применяемых материалов. Все детали, микросхемы и ЭРЭ стандартные. Все ЭРЭ на ПП устанавливаются вручную. Перед установкой резисторов, конденсаторов и диодов необходимо провести формовку выводов.
Печатная плата изготавливается по первому классу точности. Специальной технологической оснасткой являются фотошаблоны для изготовления печатной платы и токоподводящее устройство, используемое в процессе гальванического наращивания меди.
Функциональная ячейка и корпус могут изготавливаться параллельно.
Учитывая определенную субъективность этой оценки, необходимо в целях объективности перейти к количественной оценке.
9.8.4. Определение конструкторских и производственных показателей технологичности.
На основе исходных данных разрабатываемого изделия рассчитываются относительные показатели Кi и выбираются соответствующие им нормативные показатели Кн . Затем частные значения переводятся в бальные показатели Бi .Оценивается уровень технологичности по бальным показателям и дается анализ на основе полученных результатов.
Численное значение частного показателя технологичности Кi переводится в бальную оценку: Бi =4-(Кнi –Кpi)/∆Кi
Кнi – нормативное значение показателя на данном уровне развития. Анализ технологичности и выработка рекомендаций по ее повышению производится сравнением вычислительных показателей технологичности с рекомендуемым уровнем в 4 балла. При низком уровне бального показателя Бi необходимо дать рекомендации по его повышению. В случае Бi >5 принимать величину бальной оценки за пять баллов; при отрицательных значениях Бi его надо приравнивать к 0.
Коэффициент стандартизации конструкции:
 ,
,
где nОР,Д. – количество оригинальных деталей; N – общее количество деталей конструкции.

Коэффициент унификации конструкции:
 ,
,
где nНАИМ – число наименований ЭРЭ, микросхем, МСБ и конструктивных элементов.

Коэффициент использования МС и МСБ:
 ,
,
где nМС – количество МС и МСБ в изделии, NЭРЭ – общее число ЭРЭ.

Коэффициент повторяемости компонентов, МС и МСБ:
 ,
,
где nТ.К.М. – количество типоразмеров компонентов, МС и МСБ.

Коэффициент установочных размеров (шагов) ЭРЭ, компонентов, МС и МСБ:
 ,
,
где nУ.Р. – количество установочных размеров (шагов) ЭРЭ, МС и МСБ.

Коэффициент повторяемости материалов:
 ,
,
где nМ.М. – количество марок материалов, применяемых для изготовления оригинальных деталей.

Коэффициент использования площади коммутационного устройства (ПП):
 ,
,
где SЗ.К. – площадь, занимаемая ЭРЭ, компонентами, МС, МСБ, контактными площадками и соединительными проводниками; SЗ.К. – площадь коммутационного устройства.
 .
.
Каждый частный показатель после расчета переводится в балльный показатель согласно выражению

где ΔKi – эквивалент одного балла (из таблицы 7.5), i – номер частного показателя технологичности. Результаты расчетов в таблице 7.3.
Таблица 7.3. Конструктивные показатели технологичности изделия
№ п/п |
Наименование показателя |
Обозначение показателя, Ki |
Нормативное значение показателя,KНi |
Эквивалент одного балла, ΔKi |
Расчетный частный показатель, ΔKРi |
Балльный показатель, Бi |
|
Конструкторские показатели, определяемые коэффициентами |
|
|
|
|
|
1 |
Стандартизации конструкций |
КС |
0,85 |
0,2125 |
0,9362 |
4,406 |
2 |
Унификации |
КУ |
0,7 |
0,175 |
0,5957 |
3,404 |
3 |
Использования МС и МСБ |
КИСП.МС |
0,8 |
0,12 |
0,0851 |
0 |
4 |
Повторяемости компонентов, МС и МСБ |
КПОВ.МС |
0,95 |
0,2 |
0,6383 |
2,442 |
5 |
Установочных размеров |
КУ.Р. |
0,85 |
0,2125 |
0,8936 |
4,205 |
6 |
Повторяемости материалов |
КПОВ.М |
0,7 |
0,175 |
0 |
0 |
7 |
Использование площади коммутационного устройства |
КИ.П |
0,6 |
0,1 |
0,4871 |
2,871 |
Среднебалльный показатель технологичности находится из соотношения:
 ,
,
где NК – количество показателей, участвующих в оценке.
 .
.
Поскольку среднебальный показатель имеет величину большую, чем 3 балла, значит , конструкция в целом отвечает требованиям технологичности.
Описание процесса изготовления печатной платы и получения топологического рисунка.
Печатная плата двусторонняя, с металлизированными отверстиями, ПП изготавливается по первому классу точности.
Существует несколько методов изготовления печатных плат: субтрактивный, аддитивный, комбинированный негативный и позитивный и полуаддитивный методы.
Исходя из первого класса точности, материала печатной платы, количества слоев и способа монтажа элементов, следует выбрать один из следующих методов изготовления печатной платы функциональной ячейки микроконтроллерного управления силовой нагрузкой:
- электрохимический (полуаддитивный) метод;
- комбинированный позитивный метод.
Полуаддитивный метод позволяет изготавливать ПП с толщиной проводников и зазоров 0,075 мм и считается на данный момент самым точным и надежным методом изготовления ПП. Так как первый класс точности хорошо обеспечивается другими способами, то данный метод становится экономически целесообразным лишь при выпуске относительно больших объемов ПП. Учитывая мелкосерийность производства функциональной ячейки микроконтроллерного управления силовой нагрузкой, следует отдать выбор комбинированному позитивному методу.
Комбинированный позитивный метод позволяет изготовить ПП с нужной нам точностью. При этом, затраты на изготовления ПП комбинированным позитивным методом существенно ниже затрат при изготовлении полуаддитивным методом. К тому же обладает хорошей надежность изоляции, хорошей прочность сцепления (адгезия) металлических элементов платы с диэлектрическим основанием. Следовательно, печатную плату функциональной ячейки микроконтроллерного управления силовой нагрузкой необходимо изготавливать комбинированным позитивным методом.
Комбинированный позитивный способ.
Вначале выполняются операции сверления отверстий и их металлизация, а затем травления меди с пробельных мест. При использовании сухих фоторезистов сверление отверстий и химическое меднение выполняются до нанесения рисунка, при использовании жидких - после нанесения рисунка.
Технологическая последовательность операций при комбинированном позитивном:
1.Изготовление заготовок и выполнение базовых отверстий.
2.Выполнение отверстий, подлежащих металлизации и их очистка (сверлением, механическая зачистка или электролитическое полирование).
3.Подготовка поверхности, химическое и предварительное гальваническое меднение (затяжка). Далее - аналогично полуаддитивному методу:
4.Подготовка поверхности и формирование защитного рисунка.
5.Гальваническое меднение и нанесение защитного покрытия (сплав олово-свинец).
6.Удаление защитного рисунка.
7.Травление меди.
8.Оплавление защитного покрытия.
9.Окончательная обработка.
Комбинированный позитивный способ обеспечивает хорошую адгезию элементов проводящего рисунка к диэлектрику и сохранение электроизоляционных свойств диэлектрика, защищенного во время обработки в химических растворах медной фольгой. Разрешающая способность метода несколько ниже, чем химического, что объясняется большим боковым подтравливанием и разращиванием (увеличением сечения) элементов схемы, характер которого зависит от толщины защитного слоя краски или фоторезиста, нанесенного перед металлизацией.