

3. Станочное приспособление на заданную операцию.
3.1. Назначение и последовательность работы приспособления.
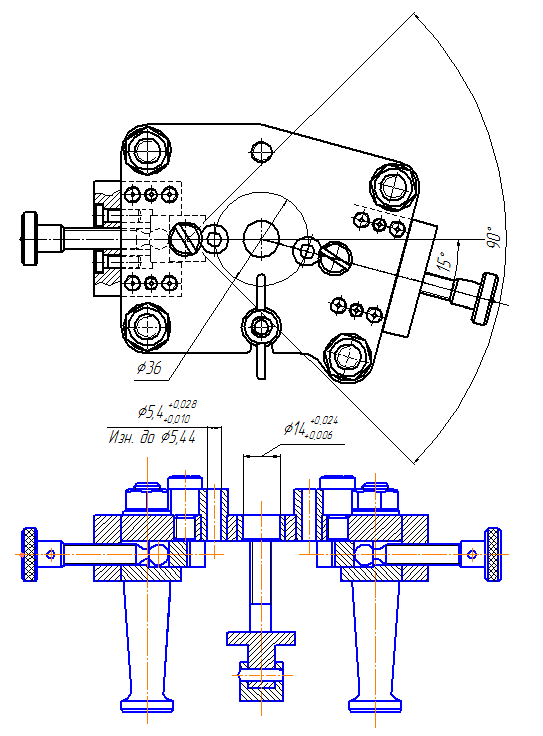
Приспособление предназначено для операции сверления отверстий в «Направляющей». Оно является специальным, так как проектировалось для конкретной операции с заданными параметрами.
Заготовка устанавливается во втулку, плотно прилегая поверхности плиты. После этого она прижимается планкой с пятой с помощью откидного болта с гайкой. Произведя установку и закрепление, устанавливаем кондуктор на станок для выполнения операции сверления.
3.2. Расчет приспособления на точность по заданному параметру.
Результирующая погрешность обработки любой поверхности и заготовки с применением приспособления не должна превышать заданного допуска на данный геометрический параметр [1,стр.219]:
 (18)
(18)
где
 результирующая (общая) погрешность
обработки заданного геометрического
параметра,
результирующая (общая) погрешность
обработки заданного геометрического
параметра,
Т – допуск на геометрический параметр (0,1 мм).
Результирующая погрешность включает в себя несколько производственных погрешностей, которые принято представлять в виде двух основных составляющих:



 0,018
– 0,011 = 0,029 (мм).
0,018
– 0,011 = 0,029 (мм).
 погрешность
базирования,
погрешность
базирования,
Погрешность смещения оси относительно номинального положення:
 0.04мм
0.04мм
 =0.04-допуск
на размер
=0.04-допуск
на размер
 -эксцентреситет
постоянной втулки
-эксцентреситет
постоянной втулки
 (19)
(19)
Определяем резултирующою погрешность операционого розмера:

 -погрешность
базирования.
-погрешность
базирования.
 -погрешность
закрепления.
-погрешность
закрепления.
 -погрешность
износа приспособления.
-погрешность
износа приспособления.
Определим погрешность износа приспособления:

Где


Тогда:

Проектируемий кондуктор обиспесивает задаую точность так как:
 =0.05
=0.05
3.3. Расчет приспособления на усиление закрепления обрабатываемой детали.
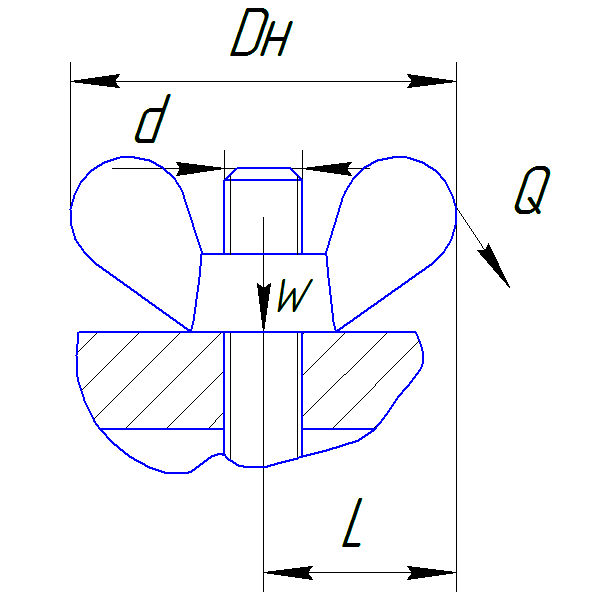



Чтобы в процеси обработки заготовка не провернулась относительно установочных элементов приспособления ,применяем

 -момент
силы закрепления(трения)
-момент
силы закрепления(трения)
 -Коэфициент
надёжности закрепления
-Коэфициент
надёжности закрепления
 -момент
силы резания
-момент
силы резания
Принимаем К=2

Чтобы заготовка в момент обработки не сдвинулась мы расчитиваем:

W- сила зажима
f-коэфициент трения поверхности равен: 0,2
Pz- сила резания равна: 480 (Н)

Определяем усилие на руке:

3.4. Выбор материалов деталей приспособления.
При проектировании приспособления в первую очередь уделялось внимание применению гостированных деталей, согласно экономии производства детали и оснастки к ней [3, стр.125-172].
Материалы деталей были выбраны с учетом области их применения и условий работы.
Крепежные элементы изготовлены из стали 45 ГОСТ 1050-88 (либо 35Х ГОСТ 4543-71), от которых требуется повышенная прочность.
Корпус приспособления изготовлен из стали 45 ГОСТ 1050-88.
4. Наладка приспособления на заданную операцию.
4.1. Установка детали в приспособление.
Деталь устанавливается в приспособление во втулку с гарантированным зазором и фиксируется по фланцу, для центровки отверстия на заданную операцию. Так же с помощью призм мы устанавливаем точное расположение для нужных нам отверстий. Эта установка обеспечивает выполнение требований по точности базирования детали в приспособлении.