

4.4. Соединение деталей посадкой c натягом.
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую. Натягом называют положительную разность диаметров вала и отверстия. После сборки вследствие упругих и пластических деформаций диаметр посадочных поверхностей становится общим. При этом на поверхности посадки возникают силы трения, которые обеспечивают неподвижность соединения (рис.4.4)
а)
б)
Рис.
4.4. Соединения деталей посадкой с натягом а)
червячное колесо с напрессованным
венцом, б)
крепление внутреннего кольца подшипника
на валу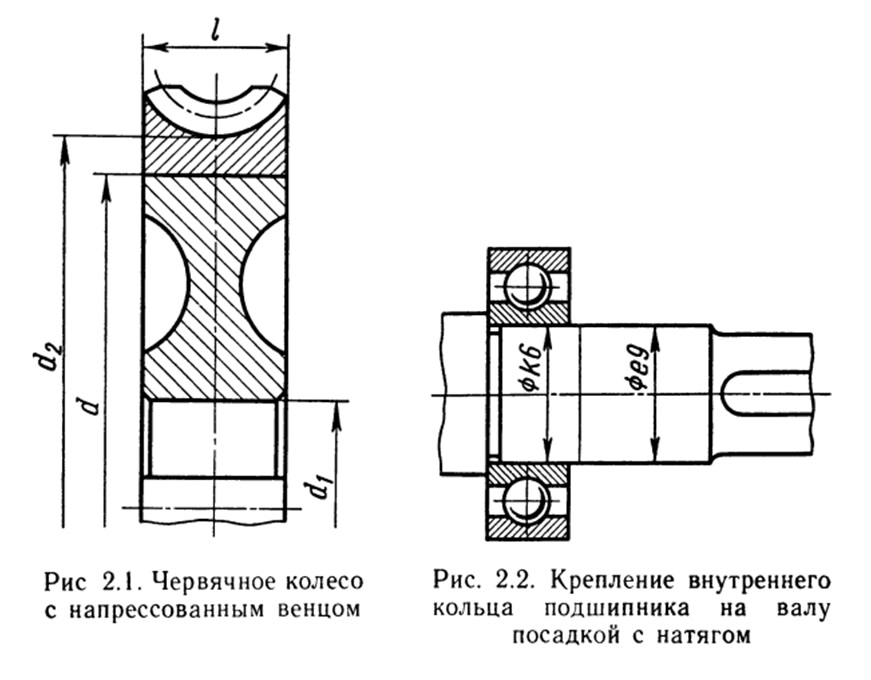
Достоинства соединений с натягом:
- простая технология изготовления;
-хорошее центрирование (базирование) соединяемых деталей; -эти соединения могут воспринимать значительные силы и моменты, причем нагрузки могут быть постоянными, переменными, реверсными, ударными.
Недостатки соединений с натягом:
- большое рассеяние прочности (несущей способности) среди одинаковых соединений в связи с рассеянием действительных сопрягаемых размеров в пределах полей допусков и в связи с рассеянием значений коэффициента трения;
- снижение усталостной прочности валов из-за появления концентрации напряжений;
-трудности неразрушающего контроля соединений; -сложность сборки и разборки при больших натягах; -возможность повреждения посадочных поверхностей при разборке.
Существуют следующие способы получения соединений с натягом:
1.Запрессовка. Это простейший и высокопроизводительный способ, обеспечивающий возможность контроля нагрузочной способности путем измерения силы запрессовки. Однако в этом случае существует опасность повреждения посадочных поверхностей. Так же при этом способе запрессовки понижается коэффициент трения из-за сглаживания (срезания и смятия) микронеровностей поверхностей контакта при запрессовке.
2.Нагрев охватывающей детали. Технологически отработанный и простой способ, обеспечивающий повышение коэффициента трения (сцепления) и нагрузочной способности соединения при сдвигающих нагрузках примерно в 1,5 раза. Этот способ особенно эффективен при больших длинах посадочных поверхностей.
Охлаждение охватываемой детали
Преимущественно применяют для установки небольших деталей в массивные, крупные детали.
3.Гидрозапрессовка
Нагнетание масла под давлением в зону контакта через сверление в валу значительно (в 10…15 раз) снижает необходимую силу запрессовки и распрессовки и уменьшает опасность задира посадочных поверхностей.
Расчёт соединений посадкой с натягом связан с определением минимального и максимального натягов и производят по двум критериям:
- прочности соединения, обеспечиваемой уравновешивающей сдвигающее усилие силой трения, возникающей между поверхностями сопрягаемых деталей, при этом определяется минимально необходимый натяг;
- прочности деталей соединения, при этом определяется максимально допустимый натяг [11].
Пример расчёта посадки с натягом.
Подберем посадку с натягом для соединения стальной втулки со ступицей червячного колеса, исходя из следующих данных:
диаметр посадки D=0,066 м;
внутренний диаметр втулки d1=0,042 м;
наружный диаметр колеса d2=0,1904 м;
длина контакта l=0,04 м;
момент, воздействующий на соединение T=226,96 Н·м
коэффициент Пуассона для стали μ=0,3;
модуль упругости стали Е=2,06·1011 Па.
Сформулированные критерии работоспособности математически можно формализовать в виде ограничения определяемого натягом значения давления p на контактной поверхности, минимальное значение которого должно обеспечить необходимую силу трения между сопрягаемыми поверхностями, а максимальное не должно привести к пластическим деформациям в сопряжении
pmin<p<pmax
Давление p на контактной поверхности связано с натягом N соотношением
p=N/[2(λ1 + λ2)],
где λ1, λ2 -радиальные податливости соединяемых деталей. В свою очередь
λi =Ci D/2Ei,
где С- коэффициент податливости. Определим коэффициенты С1 и С2:

Наименьший допустимый натяг, ограничивающий возможность передачи момента силами трения:
![]() ,
,
где минимальное давление на поверхность контакта:
![]()
f – коэффициент трения (f=0,2).
Рассчитаем наименьший допустимый натяг

В процессе запрессовки неровности на поверхностях детали сминаются, и в соединении создается меньший натяг, поэтому следует расчетный Nmin увеличить на значение поправки:
![]()
![]()
Наименьший натяг:
![]()
Определим допустимые значения давления для ступицы колеса исходя из условия прочности σ ≤ 0,58 σТ:

Определим допустимые значения давления для гайки:

Определим максимально допустимый натяг для данного соединения:

По ГОСТ 25347-82 выбираем посадку:
Эта посадка обеспечивает минимальный натяг Nmin= 102-30=72 мкм, максимальный натяг Nmax =148 мкм, значения которых не выходят за рассчитанные пределы.
Рис. 4.5. Схема расположения полей допусков размеров поверхностей сопрягаемых деталей