

Запитання для самопідготовки
Класифікація штучних коронок.
Класифікація суцільнокерамічних коронок за їх складом.
Фарфорові коронки, їх переваги та недоліки, показання до застосування.
Клінічні етапи виготовлення фарфорової коронки. Техніка одержання відбитка.
Лабораторні етапи виготовлення фарфорової коронки. Виготовлення комбінованої моделі та ковпачка з фольги. Етапи й техніка моделювання та випалювання коронки.
Виготовлення склокерамічних коронок з ливарної кераміки.
Техніка виготовлення фарфорових коронок із застосуванням алюмоок- сидних і магнієоксидних каркасів.
Помилки та ускладнення при виготовленні фарфорових коронок.
МЕТАЛОКЕРАМІЧНІ НЕЗНІМНІ ПРОТЕЗИ
Загальновідомо, що такі конструкції незнімних зубних протезів, як штамповані й металеві коронки, паяні мостоподібні протези, пластмасові й комбіновані коронки та деякі інші, не відповідають функціональним і естетичним вимогам. Вони не завжди точно виготовлені та недостатньо міцні. Виготовлення їх трудомістке. За наявності таких протезів у ротовій порожнині нерідко створюються умови для розвитку електрохімічних процесів (явище гальванізму).
Замість цих конструкцій останнім часом широко застосовують суцільно-литі протези, облицьовані фарфором або високоміцною пластмасою (металокерамічні або металополімерні протези).
73
Пластмаса, яку застосовують для облицювання суцільнолитих протезів, має низку недоліків: 1) можливий розвиток алергійних реакцій на прилеглих ділянках слизової оболонки; 2) невисока міцність з'єднання пластмаси з металевим каркасом; 3) набухання пластмаси в ротовій порожнині; 4) зміна кольору; 5)значне стирання.
Металокерамічні суцільнолиті протези мають значно більшу міцність порівняно з паяними. Вони забезпечують рівномірне й щільне прилягання штучних коронок до поверхні кукси зуба, у тому числі й у пришийковій ділянці. Такі протези не спричинюють гальванізму, не стираються і не ламаються при таких видах патології, як бруксизм, патологічне стирання зубів та аномалії прикусу, не ушкоджують тканини крайового пародонта, не впливають на ферментативні й біохімічні процеси в слині та на мікрофлору ротової порожнини. Однак їх виготовлення досить складне і потребує спеціального комплексу інструментів, устаткування, матеріалів, а також високої кваліфікації зубного техніка.
Показання до застосування металокерамічних зубних протезів такі:
1) ушкодження чи відломлювання значної частини коронок зубів, коли їх відновлення неможливе за допомогою пломбувальних матеріалів; 2) анома лії розвитку й положення передніх зубів, які неможливо вилікувати за допо могою ортодонтичного методу; 3) патологічне стирання зубів; 4) некаріозні та спадкові ушкодження твердих тканин зуба (флюороз, клиноподібні дефек ти); 5) естетичний дефект коронок природних зубів (зміна кольору, втрата блиску та ін.); 6) дефекти зубних рядів; 7) наявність незнімних протезів, які не відповідають функціональним та естетичним вимогам; 8) алергія до пласт масових облицювань незнімних протезів. Але основним показанням до за стосування металокерамічних протезів є відновлення дефектів зубів і зубних рядів, коли шляхом препарування можна створити міжоклюзійний простір мінімум 0,3 мм, а при облицюванні жувальної поверхні керамікою — до 2 мм. Розміри дефектів, які можна усунути за допомогою протезів зі сплавів благородних металів, — 2—3 зуби, з неблагородних — 2—4 зуби.
Протипоказання до застосування металокерамічних зубних протезів такі: 1) наявність зубів із живою пульпою в дітей, підлітків та пацієнтів віком до 18 років. Це пов'язано з необхідністю глибокого препарування (до 1,8 мм) твердих тканин зубів, що може призвести до ушкодження та загибелі пульпи. Це зумовлено великим розміром пульпової камери, її тонкими стінками, близькістю пульпи до поверхні зуба та широкими дентинними канальцями;
2) тяжка форма пародонтиту. Висока міцність та твердість кераміки зумов лює жорсткість металокерамічної конструкції, а це, у свою чергу, призводить до функціонально травматичного перевантаження пародонта опорних зубів. При легкій формі пародонтиту й пародонтиті середньої важкості можливе за стосування металокерамічних конструкцій, які забезпечують надійну іммо-
74
білізацію рухливих зубів, не справляють шкідливого впливу на тканини крайового пародонта та відповідають естетичним вимогам. У 96,8% хворих на пародонтит (у разі легкого чи середньоважкого його перебігу) застосування металокерамічних конструкцій призводить до стабілізації патологічного процесу (Х.А. Каламкаров, 1996); 3) відсутність більше ніж 3—4 зубів. При таких дефектах найменша деформація (прогин) проміжної частини мостопо-дібного протеза може призвести до розтріскування й сколювання керамічного облицювання, що потребує переробки протеза. Слід різко обмежити або повністю виключити застосування консольних металокерамічних протезів.
Металокерамічні протези дуже міцні (за рахунок металевого каркаса). Для надійного з'єднання металу з керамікою розроблена спеціальна технологія. Утворення оксидної плівки на металевому каркасі забезпечує хімічне з'єднання з керамічною масою під час її спікання. Таке з'єднання можливе за умови відповідності коефіцієнтів термічного розширення кераміки й сплаву, з якого виготовлений каркас.
Металокерамічні вкладки застосовують для відновлення присінкової поверхні фронтальних зубів або видимої частини бічних зубів. Етапи виготовлення цих вкладок такі: для розміщення керамічної маси необхідно після моделювання всього об'єму вкладки гострим моделювальним інструментом видалити частину воску з вестибулярного боку воскової композиції вкладки. Вирізаючи віск, утворюють по всьому периметру вкладки порожнину з навислими краями, які будуть фіксувати керамічну масу. Для міцної фіксації облицювального матеріалу додатково застосовують бісер або гачки.
Деякі автори (Є.М. Жульов, 2000) пропонують під час моделювання каркаса вкладки по нижньому краю утвореної порожнини й на поверхні заглиблення приклеювати пластмасові кульки (бісер), які легко вигоряють разом з воском. На їх місці утворюються кулькові виступи з металу, що сприяє фіксації керамічної маси. Каркас вкладки виготовляють із кобальтохромово-го сплаву (мал. 39). Його піддають випалюванню з метою утворення оксидної плівки (для хімічного з'єднання з фарфором). Поєднання бісеру з оксидною плівкою дає найкращі результати. Для облицювання металевих каркасів, окрім фарфору, пропонують використовувати також такі матеріали, як композити ("Евікрол", "Стомадент" та ін.) та геліокомпозити ("Ізодент", "Акро-дент", "Піропласт" та ін.). Це перспективний напрямок удосконалення технології виготовлення комбінованих вкладок.



Мал. 39. Варіанти форми каркаса комбінованої вкладки
Лабораторні етапи виготовлення металокерамічної вкладки такі:
1. Оцінка якості відбитка техніком. Порожнина, утво-
75
рена в зубі для вкладки, повинна мати паралельні вертикальні стінки, а дно має бути паралельне даху пульпової камери. Відливання комбінованої розбірної моделі.
Моделювання каркаса з воску з утворенням місця для облицювання та фіксувальних елементів (бісер та ін.). Виймання воскової композиції вкладки за допомогою штифтів, приклеєних воском до застиглого каркаса.
Виготовлення ливникової системи й опоки.
Заміна воску на метал.
Обробка й підготовка каркаса на моделі з подальшою приміркою його лікарем у ротовій порожнині пацієнта. Вибір кольору кераміки.
Утворення оксидної плівки.
Пошарове нанесення кераміки та її спікання. Припасування металоке рамічної конструкції лікарем у ротовій порожнині пацієнта.
Глазурування та фіксація в порожнині зуба.
У табл. 17 наведено основні помилки, що виникають під час виготовлення металокерамічних вкладок.
Таблиця 17. Помилки, що виникають під час виготовлення металокерамічних вкладок
Помилки |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Воскова модель каркаса не виймається з порожнини зуба |
Недостатнє препарування порожнини зуба (неправильно сформовані її стінки та ін.) |
Порожнина не зволожена перед моделюванням |
Додаткове препарування порожнини в зубі |
Віск під час моделювання не фіксується в порожнині зуба |
Недостатнє препарування порожнини зуба (вона мілка) |
— |
Додаткове препарування |
На поверхні воскової моделі є повітряні пухирці |
|
Під час моделювання перша порція воску, влита в порожнину, була недостатньо розігріта; велика порція воску закупорила вхід у порожнину зуба |
Зробити нову воскову модель |
Під час примірки вкладка не входить у порожнину зуба |
|
Перед вийманням з порожнини зуба каркас був недостатньо охолодженим, що призвело до його деформації |
Зробити нову воскову модель і повторно її відлити |
76
Продовження табл. 17
Помилки |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Вкладка не повністю входить у порожнину зуба, на її поверхні є пухирці. Поверхня вкладки шорстка |
|
1 . Перегрівання формувальної маси. 2. Густа або рідка формувальна маса. 3. Забруднення воскової моделі |
Те саме |
Вкладка балансує в порожнині зуба |
— |
1 . Недоливання металу. 2. Усадка металу |
ТІ |
Вкладка підвищує прикус |
|
Моделювання без урахування висоти прикусу |
Відкоригувати за допомогою копіювального паперу та зішлі-фувати |
Запитання для самопідготовки
Недоліки суцільнолитих металопластмасових протезів.
Переваги суцільнолитих металокерамічних протезів. Показання та про типоказання до їх застосування.
Лабораторні етапи виготовлення металокерамічної вкладки.
Помилки, що виникають під час виготовлення металокерамічних вкладок.
МЕТАЛОКЕРАМІЧНІ КОРОНКИ
Металокерамічні коронки поєднують високу естетичність (відтворення кольору природних зубів у протезі), притаманну кераміці, і міцність, властиву суцільнолитим незнімним протезам. При однакових коефіцієнтах термічного розширення сплаву й кераміки і в разі ретельного дотримання технології її використання можна запобігти ускладненням, які виникають при користуванні фарфоровими коронками. Крім того, препарування зуба під металокерамічну коронку не потребує значного зішліфовування зуба, особливо його язикової поверхні.
При застосуванні металокерамічних коронок необхідно утворити між-оклюзійний простір мінімум 0,3—0,5 мм, а при облицюванні керамікою жувальної поверхні — до 2—2,5 мм. Значні труднощі виникають під час виготовлення металокерамічних конструкцій при недостатній висоті коронки зуба.
77
Показання до застосування металокерамічних коронок такі: 1) частковий дефект коронки зуба, який не можна відновити пломбуванням або вкладкою; 2) зміна кольору зуба; 3) аномалії положення та форми зуба; 4) системне ушкодження групи зубів флюорозом або гіпоплазією; 5) необхідність заміни старих пластмасових або металопластмасових коронок.
Металокерамічні коронки не застосовують: 1) при ураженні пародонта зуба чи його антагоністів; 2) при глибокому прикусі; 3) при малому об'ємі твердих тканин зуба (різці нижньої щелепи); 4) при парафункції жувальних м'язів (бруксизм). Такі коронки не слід установлювати дітям та підліткам.
Порівняно з пластмасовими коронками металокерамічні мають такі переваги: природний стійкий колір, не набухають у ротовій порожнині, не справляють шкідливого впливу на тканини ротової порожнини й на організм у цілому, майже не змінюють свого об'єму при коливаннях температури ротової порожнини.
Недоліками металокерамічних коронок є крихкість кераміки, складність виготовлення, висока вартість, підвищене стирання природних зубів-антаго-ністів, недостатня пластичність, значне препарування зубів (зішліфовування твердих тканин зуба на 2—2,5 мм). їх досить важко зняти із зуба, коли це необхідно.
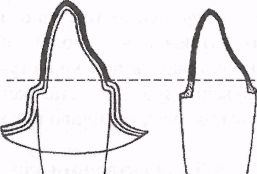
Лабораторні етапи виготовлення металокерамічних коронок такі: 1. Оцінка якості відбитка та якості препарування кукси зуба. Кукса повинна мати вигляд зрізаного конуса з кутом до контактних поверхонь близько 100°. На поверхні кукси не повинно бути виступів. На відбитку має бути відтворена шийка зуба з уступом, який забезпечує щільне крайове прилягання коронки та перешкоджає зміщенню керамічної маси. В окремих випадках зуб під металокерамічну коронку препарують без утворення уступу (мал. 40).
Відбиток повинен точно відтворювати рельєф кукси та найменші деталі взаєморозміщення коронки зуба та ясен. Це досягається зняттям подвійного відбитка із застосуванням мідного кільця або тимчасової коронки, виготовленої після препарування зуба, яка виконує роль індивідуальної ложки.

Після зняття відбитка на препарований зуб надягають тимчасову пластмасову коронку, яку припасовують із готових напівфабрикатів чи виготовляють індивідуально із самотверднучої пластмаси.
Мал. 40. Підготовка зубів під металокерамічні коронки за A. Breustedt
Відбиток препарованого зуба в кільці заповнюють амальгамою, фосфат-цементом, сумішами срібних ошурок із силідонт-
78
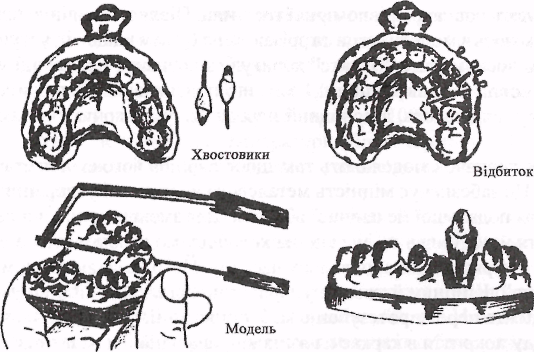
Мал. 41. Клінічні й лабораторні етапи виготовлення комбінованої розбірної моделі
цементом чи супергіпсом. Фіксують хвостовик (штифт). Можна над кільцем формувати конус за допомогою паперової форми, який заповнюється названими вище матеріалами. Після затвердіння матеріалу конуса паперову форму знімають, конус змащують вазеліновим маслом і відливають останню частину моделі зі звичайного гіпсу. Готову модель звільняють від загального відбитка та відбитка в кільці. Одержана гіпсова модель містить куксу зуба з високоміцного матеріалу. На її цоколі роблять конусоподібне заглиблення, відкриваючи верхівку конуса (штифта). Кукса зуба (модель) виштовхується з моделі (мал. 41). Модель зуба виймають і двічі покривають компенсаційним лаком для компенсації усадки сплаву, з якого виготовлений ковпачок. Модель змащують тонким шаром вазелінового масла та занурюють (кілька разів) у моделювальний (занурювальний) віск, попередньо розтоплений у воскотопці. Нашаровують віск до потрібної товщини так, щоб він повністю покрив куксу зуба разом з уступом. Товщину й форму воскового ковпачка коригують нашаруванням або зрізуванням воску моделювальним інструментом.
Щоб запобігти деформації воскової репродукції ковпачка при його знятті з моделі кукси зуба, застосовують круглі заготовки (адапти) завтовшки 0,1 і 0,6 мм. Адапти призначені для виготовлення ковпачків. Два складені разом пластмасові диски затискують у спеціальному затискачі (пінцеті) і нагрівають до пластичного стану (появи прозорості). Диск поміщають над кюветою, заповненою масою "Мольдин", пластиліном чи спеціальною масою, і втискають модельну куксу препарованого зуба в масу, повністю занурюючи її в кю-
79
вету. Одержують ковпачок рівномірної товщини. Після затвердіння пластмас ковпачок знімають з моделі кукси та зрізають на 0,5 мм вище від уступу. Мо-делювальним воском типу "Лавакс" коригують ковпачок на ділянці уступу. Внутрішній ковпачок завтовшки 0,1 мм, що призначений для компенсації усадки сплаву, видаляють, а основний передають у ливарню для заміни на метал.
Восковий ковпачок моделюють так, щоб товщина його стінок становила 0,4—0,5 мм. Це забезпечує міцність металевого ковпачка й утворення "запасу" металу для подальшої механічної обробки. Для зменшення площі керамічного покриття й поліпшення фіксації на ковпачку моделюють місце переходу металевого каркаса в облицювальну частину. Його називають "комірцем" чи "гірляндою". Ширину й товщину гірлянди визначають індивідуально в кожного пацієнта перед протезуванням. У приясенній частині ковпачка та в місці переходу покриття в каркас на язиковій, оральній і контактних поверхнях моделюють невеликий скошений уступ. Його не слід формувати в місцях з'єднання кераміки з каркасом на змикальній поверхні та в ділянці контакту зу бів-антагоністів.
Ливник установлюють на восковій чи пластмасовій заготовці ковпачка (у найтовщій її частині) на різальному краї або жувальній поверхні. Його діаметр має становити 2—2,5 мм, довжина — 5—6 мм. У тонкі ділянки коронок, які часто не відливаються, слід установлювати невеликі воскові штифти (для утворення канальців, що відводять повітря). Ковпачок з ливником знімають з моделі, формують в опоку і відливають (за інструкцією для даного сплаву). Загальні правила відливання ковпачка такі. Плавлення сплаву слід проводити в тиглях, що раніше не застосовувалися для інших сплавів. Перегрівання сплаву металу під час плавлення призводить до вигорання основних частин сплаву. Повторне використання залишків лиття сплаву (конус, ливники) можливе тільки при додаванні не менше ніж 50% нового сплаву металу, який не піддавався плавленню. Відлитий ковпачок звільняють від формувальної маси в піскоструминному апараті й обробляють всі його поверхні. Його товщина має становити не менше ніж 0,3 мм. Ковпачок ретельно припасовують на робочій моделі. Якість його виготовлення перевіряється в зубопротезному кабінеті. Поверхню металевого ковпачка зубний технік ретельно шліфує алмазними головками та обробляє в піскоструминному апараті. При цьому часточки абразиву очищують його поверхню та роблять її шорсткою, що значно збільшує площу з'єднання з керамікою. Ковпачок із кобальтохромового сплаву обробляють корундом з діаметром часточок 200—300 мкм при тиску 5—6 мм рт. ст. протягом 1 хв. Після цього ковпачок кип'ятять у дистильованій воді 3—5 хв і знежирюють етиловим ефіром оцтової кислоти (етилаце-тоном). Знежирений каркас тримають спеціальним затискачем. Якщо торкнутися металевої поверхні руками, то це забруднить поверхню металу. Ков-
80
пачок висушують, піддають випалюванню для утворення оксидної плівки у вакуумній печі за температури 980 °С протягом 10 хв. Ця плівка забезпечує надійне з'єднання з керамікою. Окрім того, випалювання сприяє зняттю внутрішнього напруження в металі. Каркас з кобальтохромового сплаву рекомендується обробляти протягом 5 хв за температури 1000 °С. Потім його повільно охолоджують до кімнатної температури. Після термічної обробки каркас із кобальтохромового сплаву покривають рівномірним шаром темно-зеленої чи майже чорної плівки.
Необхідно пам'ятати, що для кожного сплаву й керамічної маси розроблено певний режим термообробки, який описаний в інструкціях до їх застосування.
Залежно від вибраної лікарем конструкції коронки проводять повне (на всю коронку) або часткове нанесення керамічної маси. Наведену нижче методику нашарування фарфорової маси на ковпачок із кобальтохромового сплаву та її спікання можна застосовувати для будь-яких керамічних мас.
Порошок ґрунтової (базисної) маси для утворення опакового шару замішують із дистильованою водою до кашкоподібної чи сметаноподібної консистенції на спеціальній скляній пластинці з комірками (чашечками). Заготовлену суміш шпателем чи пензликом наносять рівним шаром на поверхню ковпачка, конденсують її рифленою поверхнею шпателя. Надлишок вологи видаляють косметичними серветками чи фільтрувальним папером. Товщина ґрунтового шару повинна бути мінімальною, але такою, щоб не просвічувався метал ковпачка. Ковпачок із ґрунтовим шаром поміщають на керамічну підставку і прогрівають біля входу в піч за температури (980 ± 10) °С протягом 4—5 хв. Вакуумне спікання здійснюють за температури від 750 до (980 ±10) °С. Після досягнення кінцевої температури дію вакууму припиняють, виводять лоток із муфеля. Каркас витримують на лотку ще ЗО с, а потім виймають із печі, повільно охолоджуючи на повітрі до кімнатної температури. Для закриття тріщин і усадочних заглиблень, а також для запобігання просвічуванню металу обов'язково наносять ще один ґрунтовий шар (пам'ятаючи про те, що слід залишити місце для нанесення інших шарів керамічного покриття).
Подальше моделювання коронки виконують дентинними масами, які нашаровують невеликими порціями, ущільнюючи рифленим шпателем та видаленням вологи фільтрувальним папером. Дентинну масу нашаровують до відновлення анатомічної форми коронки. Потім дентинний шар на присінко-вій поверхні зрізають від різального краю в бік шийки зуба з розрахунком, щоб нашарування прозорої (емалевої) маси плавно переходило в дентинну. Відновлюючи зрізаний дентинний шар прозорою масою та визначаючи місце переходу однієї маси в іншу, слід орієнтуватися на кольорову гаму природних зубів.
81
Перед спіканням кераміки каркас прогрівають на відкритому лотку біля входу в піч за температури (930 ± 10) °С протягом 5 хв до повного видалення вологи (це визначають за зникненням темних плям на поверхні кераміки). Вакуумне спікання проводять за температури від 750 до (930 ±10) °С. Досягнувши заданої температури, вимикають вакуум і витримують коронку ще 30 с. Потім її повільно виймають із печі та охолоджують до кімнатної температури. Корекцію дентинного й прозорого шарів проводять у подібному режимі. Під час кожного повторного спікання рекомендується знижувати задану температуру спікання на 5—10 °С. Робочу модель із коронкою передають у стоматологічний кабінет для перевірки в ротовій порожнині пацієнта. За необхідності припасовують коронку, видаляючи частину керамічного покриття алмазними фасонними головками або нашаровуючи додатковий шар облицювання лабораторним методом. Особливо прискіпливо перевіряють відповідність кольору керамічної маси кольору природних зубів. В окремих випадках (при незвичній кольоровій гамі природних зубів) застосовують барвники. Після перевірки коронку передають у лабораторію. Зубний технік виконує вказівки лікаря: змінює мікрорельєф штучної коронки, шліфує поверхню кераміки та ретельно миє її щіткою під проточною водою, висушує. За необхідності підфарбовує, застосовуючи спеціальні барвники (наприклад, з набору "Колорит"), і приступає до глазурування. Його проводять без вакууму. Коронку прогрівають біля входу в піч за температури (910 ± 10) °С протягом 5 хв. Потім її нагрівають на лотку за температури 750 °С протягом 3 хв. Температуру підвищують з 750 до (910 ± 10) °С. Після досягнення кінцевої температури коронку витримують у печі ще 2—3 хв.
Під час глазурування спостерігають 3 стадії відтворення блиску. У першій стадії блиск незначний. Для отримання більшого ефекту необхідно збільшити температуру або час спікання. У другій стадії блиск протеза відповідає блиску природних зубів. У третій стадії він досягає максимальної величини, але може бути надмірне оплавлення кераміки із заокругленням країв чи кутів, що порушує анатомічну форму коронки. У такому випадку необхідно знизити температуру спікання. Після глазурування протез повільно виймають із печі, охолоджують до кімнатної температури.
Деякі види кераміки комплектуються спеціальними прозорими масами, призначеними для посилення блиску фарфору під час глазурування. Ці маси або барвники, нанесені на кераміку, можуть проникнути в порожнину коронки, і після спікання це перешкоджатиме накладанню готової коронки. Тому протез після глазурування ретельно оглядають і за наявності в порожнині коронки кераміки її обережно зішліфовують алмазними фасонними головками. Металеву частину полірують звичайним механічним способом, видаляють окалину із середини коронки і передають протез у клініку для фіксації в ротовій порожнині пацієнта. Описана вище технологія нашарування керамічної
82
маси може змінюватися залежно від властивостей сплавів металів І відповідно до підібраних керамічних мас. Фірми випускають стоматологічні матеріали для певних сплавів, що застосовують у металокераміці. Вони випускають і спеціальні керамічні маси для конкретних сплавів. Показання до їх застосування зазначені в інструкціях та рекламних проспектах. Помилки, що спостерігаються під час виготовлення металокерамічної коронки, наведено в табл. 18.
Таблиця 18. Помилки, що виникають під час виготовлення металокерамічних коронок
Помилки |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Під час виготовлення ковпачка |
|||
Широкий ковпачок |
Неякісний відбиток |
1 . На модель зуба нанесено надмірний компенсаційний шар. 2. Деформація воскової композиції |
Виготовити новий ковпачок |
Короткий ковпачок |
Те саме |
1 . Неякісне моделювання. 2. Деформація воскової репродукції |
Те саме |
Вузький ковпачок |
м |
1 . Недостатній компенсаційний шар. 2. Усадка металу |
м |
Довгий ковпачок |
— " — |
Неякісне моделювання |
Укоротити ковпачок карборундовим каменем |
Під час облицювання ковпачка керамічною масою |
|||
Опаковий (ґрунтовий) шар не прилягає до металу |
|
1 . Недостатнє випалювання опакера. 2. Надмірне розширення сплаву |
1 . Випалювати до одержання структури яєчної шкаралупи. 2. Використовувати сплави металів і керамічні маси, які мають близькі коефіцієнти термічного розширення |
83
Продовження табл. 18
Помилки |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Тріщини в облицюванні |
|
1 . Погана обробка литва в піскоструминному апараті. 2. Недостатнє знежирення каркаса (нерівномірна оксидна плівка) |
Повністю видалити керамічне облицювання, повторно обробити ковпачок у піскоструминному апараті |
Облицювання підвищує прикус |
Під час припасування ковпачка лікар не створив достатньої відстані (1,5 мм) між ним та зубами-антагоністами |
Під час моделювання не було враховано висоту оклюзії |
При достатній товщині облицювального шару можлива корекція, при тонкому шарі потрібно виготовити нове облицювання |
Колір облицювання не відповідає кольору природних зубів |
Неправильно підібрано колір |
Застосування розцвітки й фарфорової маси різних фірм; технік не володіє методикою підбору кольору |
При значній невідповідності виготовити нове облицювання |
Помутніння емалевого шару (недостатня прозорість) |
|
1 . Передчасне припинення дії вакууму |
1 . Перевірити параметри печі. 2. Виготовити нове облицювання |
2. Недостатній вакуум у печі |
Перевірити шлангові з'єднання в печі |
||
3. Недостатнє просушування |
Просушувати не менше ніж 5 хв |
Запитання для самопідготовки
Показання й протипоказання до застосування металокерамічних коронок.
Переваги й недоліки металокерамічних коронок.
Препарування зуба під металокерамічну коронку.
Технологія виготовлення моделі для відливання каркаса з воску й адапти.
Обробка та підготовка ковпачка для облицювання.
Пошарове нанесення й режим спікання облицювальної маси.
Помилки, що виникають під час виготовлення металокерамічної коро нки, їх усунення.
84
ШТИФТОВІ ЗУБИ
Значне ушкодження коронки зуба внаслідок травми або каріозного процесу виключає можливість застосування штучних коронок через відсутність надійної опори. У таких випадках для відновлення коронки зуба можна застосовувати штифтовий зуб, який складається з трьох частин: штифта, коронкової захисної пластинки й коронкової частини.
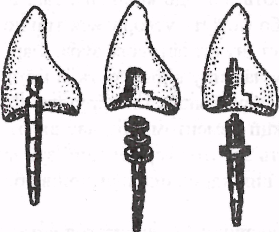
Стандартні штифтові зуби виготовляються фабрично. Це коронка Логана з фіксованим у коронці штифтом, коронки Девіса та Дювеля розбірної конструкції (останні два зуби забезпечують більш точне пришліфовування коронки до кореня), розбірна коронка "Вітанорм" (коронкова частина штифта має стрілоподібну форму; мал. 42).
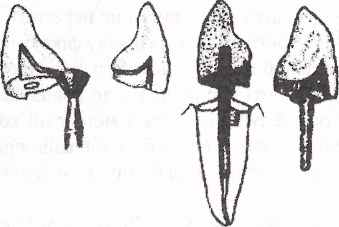
Етапи застосування. Після підготовки каналу й кукси зуба підбирають за розміром і кольором стандартний штифтовий зуб. Ретельно пришліфовують до кореня, сусідніх зубів і зубів-антагоністів, після чого деталі розбірних штифтових зубів чи всю конструкцію (коронка Логана) фіксують на корені цементом (мал. 43). Для точнішого прилягання Дювель запропонував не тільки пришліфовувати коронку, а й утворювати в пришийковій ділянці ложе. Покриваючи воском куксу зуба та заповнюючи ним ложе, сформоване з язикового боку, вдається досягти точнішого прилягання коронки до кукси й більшої механічної міцності. Відмодельовані воском ділянки відливають із металу, обробляють і припасовують. Таким чином забезпечують надійну фіксацію штифта у фарфоровій коронці в потрібному положенні й точне прилягання всієї конструкції до кореня.
Залежно від конструкції коронкової захисної пластинки розрізняють такі штифтові зуби індивідуального виготовлення: 1) з надкореневим кільцем за Річмондом; 2) суцільнолиті; 3) зі штучною куксою; 4) з кореневою вкладкою.
Мал. 42. Стандартні штифтові зуби
Мал. 43. Уточнення стандартного штифтового зуба з фарфоровою коронкою
85
Штифтовий зуб з кільцем за Річмондом із фарфоровим облицюванням застосовують у тих випадках, коли висота кукси зуба становить 0,5—2,5 mm, a також при патологічному стиранні зубів, недостатній товщині стінок кореня (нижні передні зуби).
Етапи виготовлення. За двошаровим відбитком (порожнини кукси й каналу) відливають модель. Ковпачок виготовляють одним із двох способів.
Перший спосіб. Лігатурним дротом заміряють діаметр кореня біля ясен. Виготовляють відповідного розміру кільце зі стрічки золота 900-ї проби завтовшки 0,25—0,28 мм. Кільце щільно припасовують до кореня, заводячи на 0,5—0,75 мм під край ясен. До поверхні кільця припаюють золоту пластинку у вигляді кришки. Ковпачок припасовують на зубі в ротовій порожнині, знімають відбиток, відливають модель. У центрі кришки ковпачка відповідно до входу в канал кореня свердлять отвір, крізь який уводять у канал кореня штифт зі сплаву золота з платиною. Штифт повинен щільно утримуватися в пластинці. Надлишок штифта, що виступає з-під ковпачка на 4—5 мм, розклепують, а сам штифт припаюють до ковпачка.
Другий спосіб. За моделлю кукси зуба виготовляють штампований ковпачок зі стальної гільзи, користуючись матеріалами й технологією виготовлення штампованих коронок. Ковпачок припасовують на корені. Над входом у канал кореня свердлять отвір, через який уводять у канал кореня штифт. Знімають відбиток, відливають модель. Потім припаюють штифт. Його кінець, що виступає над ковпачком, загинають.
Виготовлений одним із вказаних вище способів ковпачок приміряють на куксі зуба в ротовій порожнині, знімають відбитки верхньої та нижньої щелеп. Відливають моделі, гіпсують їх в оклюдаторі. Для зняття ковпачка з моделі на зовнішній поверхні цоколя вирізують отвір біля кінця штифта, виштовхують штифт. Визначають колір фарфорового зуба та його розміри. Підбирають фарфоровий зуб і пришліфовують його до ковпачка так, щоб не зачепити крампонів і не перегріти його, бо можуть утворитися тріщини. Моделюють із воску язикову фіксувальну частину штифтового зуба. Фарфоровий зуб видаляють, а воскову фіксувальну частину відливають із металу, обробляють, припаюють до ковпачка. Знов обробляють і полірують. Фарфоровий зуб фіксують у металевій конструкції цементом. Під час виготовлення штифтового зуба зі сплавів, що містять золото, фарфоровий зуб фіксують у захисній пластинці розклепуванням циліндричних крампонів або їх паянням.
Штифтовий зуб за Річмондом має такі недоліки: 1) недостатня естетичність (у пришийковій ділянці видно обідок металевого кільця); 2) трудомісткість виготовлення (три примірювання та складне припасування конструкції
86
на моделі); 3) наявність припою може призвести до гальванізму. Така конструкція штифтового зуба нині майже не застосовується.
Штифтовий зуб зі штучною куксою чи литою штифтовою вкладкою складається з трьох частин: штифта, жорстко з'єднаної з ним штучної кукси і зовнішньої (покривної) коронки. Остання може бути металевою (литою чи штампованою), фарфоровою або металокерамічною.
Показання до застосування: 1) значні дефекти коронки зуба; 2) патологічне стирання твердих тканин зуба; 3) аномалії положення передніх зубів у дорослих.
Протипоказання до застосування: 1) рухливість зуба III ступеня; 2) недостатня довжина кореня зуба для формування штифтової частини штучної кукси; 3) резекція верхівки кореня зуба; 4) непрохідність каналу зуба та викривлення його кореня.
Штифтовий зуб зі штучною куксою нині вважають однією з найефективніших конструкцій. У разі руйнування кореня зуба під яснами застосування штучної кукси дозволяє відновити зруйновані частини кореня й коронки.
Основні переваги цієї конструкції такі:
Штучну коронку, яка покриває штучну куксу зуба, за необхідності (де фект коронки, зміна кольору) можна зняти й замінити.
При заміні покривної коронки можна в перше відвідування пацієнта виготовити йому тимчасову коронку, що дозволяє лекторам та артистам збе рігати працездатність.
У разі видалення сусіднього зуба зовнішню коронку можна зняти, а ку ксу знову використати, але вже для опори мостоподібного протеза.
Можливе встановлення мостоподібного протеза при непаралельних ка налах коренів, які використовують як опори.
Можливе виготовлення штифта, який точно повторює форму підготов леного каналу кореня, що робить з'єднання штифта й кореня монолітним і забезпечує надійну фіксацію протеза.
Великий вибір конструкції штучної покривної коронки.
Штучна кукса зі штифтом може бути виготовлена зі срібно-паладієвого сплаву, нержавіючої сталі різних марок, хромокобальтового, нікелехромово-го сплавів, самотверднучих акрилових мас і композитних матеріалів у поєднанні зі штифтом з ортодонтичного дроту діаметром від 0,8 до 1,5 мм.
Кращі результати досягаються в тому разі, коли штучна кукса виготовляється зі сплаву металу й покривається фарфоровою чи металокерамічною коронкою.
Етапи виготовлення. Прямий спосіб. Нагріту паличку моделюваль-ного воску притискають до кукси зуба. Відрізок ортодонтичного дроту чи кламер діаметром 1—1,5 мм із заокругленим кінцем і насічками по всій по-
87
верхні (для фіксації воску) трохи підігрівають і вводять через восковий відбиток у кореневий канал. Кінець штифта, що виступає над коренем, не повинен заважати змиканню зубів. Охолодивши віск, виймають відбиток із каналу кореня, оцінюють його якість. Відбиток повинен точно відтворювати форму кореневого каналу кукси. Відбиток поміщають знову на зуб і моделюють штучну куксу, розміри й форма якої залежать від вибраного виду покривної штучної коронки. Над коренем навколо штифта нашаровують віск і, поки він пластичний, одержують відбиток зубів-антагоністів у положенні центральної оклюзії. Моделюють форму кукси препарованого зуба під вибрану конструкцію коронки безпосередньо на корені або на знятій з нього восковій заготовці зі штифтом.
Моделювання литої штифтової штучної кукси при аномалії положення зуба має певні особливості. З метою естетичного розміщення незнімного протеза в зубній дузі куксову частину моделюють, трохи змінивши розміщення кукси. У такому випадку слід урахувати дію жувальних сил. Слід пам'ятати, що відхилення куксової частини від осі зуба не повинно перевищувати 15°. Закінчивши моделювання, перевіряють, чи прилягає воскова модель кукси до кореня, чи створена необхідна форма потрібного роз'єднання з зубами-антагоністами та відсутність деформації. Воскову репродукцію виймають із кореня, охолоджують і передають у зуботехнічну лабораторію для лиття з металу. Металеву куксу припасовують на корені. Оцінюють її прилягання до кореня, форму та ступінь роз'єднання із зубами-антагоністами при оклюзії. Поверхню кукси обробляють. Ділянки, що прилягають до ясен, полірують. Потім штучну куксу фіксують цементом у корені, знімають двошаровий відбиток для виготовлення штучної коронки. Штучну куксу іноді виготовляють із застосуванням композитів чи пластмас холодної полімеризації двома способами.
Перший спосіб. На попередньо знежирений і припасований до каналу кореня штифт, який виступає над яснами у вигляді петлі, наносять композит чи самотверднучу пластмасу. Штифт із композитом уводять у канал, потім виймають. На не вкриту композитом частину штифта знову нашаровують композит і приміряють. Так роблять доти, доки не одержать точний відбиток кореневого каналу. Потім композит нашаровують на позакореневу частину штифта (з надлишком). Після його затвердіння куксі надають форми препарованого під штучну коронку зуба.
Другий спосіб. У підготовленому каналі кореня фіксують цементом дротяний або стандартний штифт. Вхід у канал, який розширюють бором у вигляді зворотного конуса, закривають композитом (разом із частиною штифта, який виступає над яснами) або самотверднучою пластмасою. Необхідну форму куксі надають борами та фасонними головками.
88

Менш складним є виготовлення штучної кукси з пластмаси із застосуванням спеціальних матриць "Evicrol". Відповідну матрицю зуба (різець, ікло, премоляр) заповнюють пластмасою холодної полімеризації чи композитним матеріалом і накладають на куксу кореня зі штифтом. Надлишок пластмаси, яка виступає з-під краю матриці, видаляють. Ковпачок розрізають і знімають з готової кукси. Уточнюють розміри, форму та розміщення штучної кукси, ураховуючи положення сусідніх зубів та зубів-анта-гоністів (мал. 44).
Мал. 44. Штифтовий зуб зі штучною куксою
з пластмаси чи композитного матеріалу
Рідше застосовують непрямий (зворотний) метод виготовлення штучної кукси, який потребує точного відбитка кореневого каналу. Спершу знімають попередній відбиток, потім заповнюють канал коригувальною відбитковою масою, вставляють у нього пластмасовий штифт для утримання еластичного відбиткового матеріалу при знятті відбитка та відливанні моделі. Виготовлення штучної кукси суттєво полегшується, коли моделювання здійснюється на вогнетривкій моделі. Канал кореня на моделі в такому випадку заповнюють воском, а всю воскову репродукцію з моделі не знімають. Лиття проводять безпосередньо на цій моделі.
Окремі зарубіжні фірми з метою максимального спрощення виготовлення штучної кукси випускають комплекти стандартних металевих заготовок якорів з нарізкою на коронковій частині штифта, набором вкруток-фрез, каналорозширювачів та мітчиків для утворення гвинтової нарізки на внутрішніх стінках каналу кореня. Після підготовки каналу кореня на 2/3 його довжини мітчиком наносять гвинтову різьбу на його внутрішні стінки. Визначають довжину каналу, відповідно вкорочують штифт стандартної кукси, загвинчують куксу в канал кореня та перевіряють точність прилягання штучної кукси до входу в кореневий канал. Надкореневу частину якоря вигвинчують із кореня, надають їй форми препарованого під штучну коронку зуба з уступом по периферії торцевої частини кореня. Фіксують штучну куксу (після покриття штифта рідким цементом) загвинчуванням у кореневий канал, при цьому перевіряють положення кукси та зубів-антаго-ністів. Потім знімають двошаровий відбиток для виготовлення штучної коронки на куксу.
Помилки, які виникають під час виготовлення штучної кореневої кукси, наведено втабл. 19.
89
Таблиця 19. Помилки, які виникають на клінічних і лабораторних етапах виготовлення штучної кореневої кукси
Помилки |
Помилки лікаря |
Помилки зубного техніка |
Виправлення помилок |
Воскова модель штучної кореневої кукси не виходить з каналу кореня |
Штифт не з'єднався з воском чи прокручується |
|
Увести достатньо прогрітий штифт повторно, охолодити його |
Під час припасування відлитої кореневої кукси штифт не входить у канал |
Деформація при виведенні воскової композиції |
Деформація під час формування та лиття |
Обережно видалити напливи та завусе-ниці. Виготовити нову куксу |
Балансування в каналі |
Неповне заповнення каналу та порожнини зуба воском |
Усадка металу |
Провести моделювання повторно |
Підвищує прикус |
Під час моделювання не враховано оклюзійні співвідношення |
|
Виключити з оклю-зії шляхом зішліфу-вання металу |
Штучна кукса не прилягає до природної кукси кореня |
1 . Неправильне препарування кукси. 2. Дефект моделювання (кукса широка або вузька). 3. Штифт увели в канал перегрітим, віск оплавився |
|
Провести моделювання повторно |