

Коронки
Штучна коронка — це протез, що відновлює ушкоджену коронкову частину зуба та її функцію.
Класифікація штучних коронок:
I. За призначенням: 1) відновлювальні; 2) фіксувальні (тимчасові, по стійні).
За конструкцією: 1) повні; 2) жакетні; 3) екваторні; 4) куксові; 5) зі штифтом; 6) телескопічні.
За матеріалом: 1) металеві; 2) неметалеві: пластмасові, фарфорові, си- талові, композитні; 3) комбіновані: металеві облицьовані (пластмасою, сита-
лом, фарфором, композитами), неметалеві (системи типу полікераміки з волокнистим каркасом та ін.).
IV. За способом виготовлення: литі, штамповані, виготовлені методами полімеризації (пластмасові), випалювання (фарфорові, ситалові), гальванопластики, плазмового напилення. Останніми роками найчастіше застосовують фарфорові, суцільнолиті та комбіновані коронки з пластмасовим (композитним) і фарфоровим облицюванням.
За складом розрізняють такі суцільнокерамічні коронки: 1) із польового шпату; 2) склокерамічні литі; 3) керамічні облицьовані каркаси; 4) з магнію оксиду. Фарфорові коронки з польового шпату застосовують із 1903 p., коли було запропоновано спікати фарфорову масу, нашаровану на платиновий ковпачок.
Фарфорові коронки забезпечують високоестетичне й повноцінне у функціональному відношенні відновлення коронкової частини зуба. Вони мають суттєві переваги порівняно з іншими видами коронок (металевими, метало-пластмасовими, пластмасовими). Колір цих коронок природний і стабільний, (показники відбиття світла у фарфору й емалі зуба дуже близькі), вони не набухають, непроникні для мікробів і не спричинюють алергійних реакцій.
Ідеальна глазурована поверхня фарфору не сприяє утворенню мікробного конгломерату (бляшки) у пришийковій зоні. На гладенькій і блискучій поверхні практично не затримуються харчові маси. Фарфор є добрим термоізо-лятором і захищає пульпу зуба від коливань температури. Об'єм його майже не змінюється від коливань температури в ротовій порожнині. Він хімічно стійкий і нешкідливий. Фарфор відрізняється від пластмаси великою стійкістю до стирання, але він більш крихкий.
Фарфорові коронки можна виготовити на кожний зуб, який має здорові опорні тканини. За даними літератури, у 85% випадків фарфорові коронки встановлюють на передні зуби верхньої щелепи, у 10% — на премоляри верхньої щелепи, у 5% — на фронтальні зуби й премоляри нижньої щелепи. Такі коронки встановлюють на препаровані зуби (з уступом у ділянці шийки). Основою для них служить ковпачок із платинової фольги, тому їх називають "жакетними" (від англ. "jacket" — жакет).
Показання до застосування фарфорових коронок: 1) каріозні дефекти коронки зуба; 2) клиноподібні дефекти й травми зуба, при яких не можна відновити анатомічну форму та природний колір зуба за допомогою пломбування або вкладки; 3) патологічне стирання зубів; 4) гіпоплазія емалі, флюороз; 5) аномалії форми й положення зубів (мікродентія, шипоподібні зуби, поворот зуба за віссю, діастеми, треми); 6) заміна старих неестетичних протезів (пластмасових коронок, штифтових зубів, коронок з облицюванням). Протезування зубів фарфоровими коронками протипоказане в таких випадках: 1) коли порожнина зуба широка, а його стінки тонкі (під час препарування
59
зуба можна ушкодити пульпу); 2) якщо різці нижньої щелепи мають невеликі розміри (під час препарування можна ушкодити пульпу); 3) за наявності глибокого прикусу; 4) у разі ретрузійного положення зубів (зміщення в язиковий бік); 6) у разі скупчення зубів.
Перед протезуванням фарфоровими коронками проводять огляд пацієнта й інструментальне дослідження ротової порожнини. Під час рентгенологічного дослідження визначають положення пульпи, стан періодонта зуба.
Фарфор є крихким матеріалом, тому міцність фарфорової коронки доводиться збільшувати за рахунок стовщення її стінок, але при цьому коронка не повинна бути громіздкою, виступати за межі зубного ряду. При цьому товщина стінок коронюг повинна бути однаковою. Під час препарування зубів необхідно дотримуватися таких правил:
Усі зуби з живою пульпою препарують із застосуванням знеболювання.
Різальний інструмент має бути гострим, чітко центрованим. Періодично його слід очищати 3% розчином пероксиду водню або спеціальною рідиною.
Неприпустиме перегрівання зуба.
Необхідно надійно фіксувати руки на сусідніх зубах, інструмент пови нен постійно бути в полі зору лікаря.
Для препарування зубів під фарфорову коронку використовують турбінну бормашину. Послідовність препарування така: 1) утворення уступу з контактних поверхонь завширшки до 1 мм; 2) зменшення довжини коронкової частини на 1/4; 3) препарування язикової та присінкової поверхонь на 1,2—1,5 мм і утворення уступу завширшки 1—1,5 мм.
Під час препарування застосовують головки з алмазним покриттям, його проводять після знеболювання.
Гострі кути й нерівності зішліфовують паперовими дисками за допомогою бормашини.
Препарування зуба зі значно зруйнованою коронкою та запломбованим коренем має певні особливості. Найкращим способом відновлення коронки такого зуба є виготовлення куксової штифтової вкладки з подальшим покриттям кукси фарфоровою коронкою. Такі протези мають низку переваг порівняно зі штифтовими зубами. Вони естетичні, можуть застосовуватися для відновлення коронок як однокореневих, так і багатокореневих зубів; забезпечують надійну фіксацію коронки; дозволяють замінити коронку, не витягуючи штифтову вкладку з каналу кореня; дозволяють використовувати корінь зуба, навіть якщо він зруйнований нижче від рівня ясен.
Основна мета виготовлення куксової штифтової вкладки — створення умов для надійної фіксації фарфорової коронки. Корінь при цьому повинен бути стійким, добре запломбованим, без патологічних змін у верхівковій частині. Під час препарування зуба під куксову штифтову вкладку видаляють пломбувальний матеріал з коронки й каналу кореня зуба. Канал розкривають
60
па глибину 8 мм. Товщина стінок кореня повинна бути не менша ніж 1,5 мм. 11 (об запобігти зміщенню штифта, біля входу в канал у вестибулярно-ораль-пому напрямку створюють порожнину овальної форми, глибиною не більше ніж 2 мм. Під литу вкладку канал ретельно промивають, висушують і заповнюють воском. Формують наясенну частину, обережно виймають із кореня І передають для відливання з металу. Наступний етап — припасування та цементування вкладки.
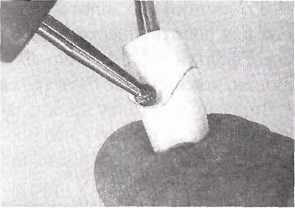
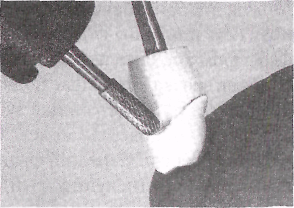
Одержання відбитка для виготовлення фарфорової коронки. Найпростішим і достатньо точним методом одержання відбитка є використання мідного кільця та термопластичної маси. Спочатку готують комплект кілець па апараті "Самсон", діаметр яких відповідає діаметру пуансонів.
Після препарування зуба його периметр вимірюють за допомогою тонкого лігатурного дроту, закручуючи петлю на рівні шийки. Петлю приміряють (надягають) на пуансон, за розміром якого вибирають мідне кільце. Ножицями на кільці утворюють кривизну (навколо шийки зуба). Загальна висота кільця становить 10—12 мм, тобто воно на 3—4 мм довше, ніж коронка зуба. На ділянці різального краю на присінковій поверхні кільця роблять трикутний виріз, який забезпечує вільний вихід відбиткової маси під час зняття відбитка, а також дає можливість орієнтувати кільце на зубі. Кільця наповнюють відбитковим матеріалом (масою "Стене", термопластичними масами) і просувають по осі зуба за уступ, але не більше як на 0,5 мм, щоб не травмувати кругову зв'язку зуба. Останнім часом для одержання відбитків найчастіше використовують еластомерні, силіконові, полісульфідні та поліефірні матеріали. Застосовують коригувальну, або двоетапну, і змішану, або одноетап-ну, методики формування відбитка.
Кільце знімають, перевіряють якість відбитка (можуть бути пори, відтяжки та ін.). За необхідності зуб препарують додатково і знімають відбиток. Відбиток поміщають на зуб, знімають відбитковою ложкою відбиток зубного ряду і приступають до виготовлення комбінованої розбірної моделі.
Наступним клінічним етапом є визначення кольору фарфорової коронки. Це слід робити при природному освітленні із застосуванням спеціальної розцвітки. Для захисту препарованого зуба виготовляють тимчасові пластмасові коронки, які фіксують на лікувальних пастах (цинкевгенольній та ін.).
Примірку фарфорової коронки в ротовій порожнині проводять перед останнім випалюванням (глазуруванням), під час якого коронка більше не змінюється в об'ємі. Тому в процесі примірювання їй надають заключної форми. Під час примірювання особливу увагу звертають на колір і анатомічну форму коронки, розміщення краю коронки та уступу, співвідношення коронки із зубами-антагоністами при всіх оклюзійних рухах нижньої щелепи.
Заключним клінічним етапом є фіксація фарфорової коронки на зубі. Цемент підбирають за відтінком фарфору, щоб не змінити колір коронки. При
61

Мал.35.Штифти для розбірної моделі.
фіксації одночасно кількох коронок їх цементують по черзі (по дві коронки), обов'язково разом з асистентом. Асистент готує цемент, а лікар — зуби та коронки. Лікар ретельно їх знежирює, висушує, заповнює тонким шаром рідкого цементу внутрішні стінки коронки та встановлює їх на зуб без значних зусиль.
Лабораторні етапи виготовлення фарфорової коронки. Важливе значення мають дотримання чистоти в приміщенні лабораторії та раціональна організація робочого місця. Забруднення фарфорової кашки призводить до зміни кольору коронки й утворення порожнин у її стінках. У робочому приміщенні слід підтримувати постійну вологість, а робоче місце техніка має бути добре освітленим. Джерело світла слід розмістити з лівого боку, а піч — перед техніком (на такій відстані, щоб він міг керувати випалюванням, не встаючи з робочого місця). Робочий стіл повинен бути вкритий вогнетривкою глазурованою плиткою світлого кольору, щоб його легко можна було мити.
Випалювання фарфору здійснюють у вакуумній печі (максимальна температура — 1200 °С). Вона герметична, обладнана вакуумним насосом.
У лабораторії мають бути шліфдвигун з індивідуальною витяжною вентиляцією, бормашина з гнучким рукавом, набори алмазних головок.
Виготовлення фарфорової коронки розпочинають з одержання моделі препарованого зуба та комбінованої розбірної моделі. Модель препарованого зуба складається з коронкової частини, уступу та кореневої частини, чи хвостовика. Хвостовик виготовляють з металу. Найкращий матеріал для виготовлення моделі препарованого зуба — це супергіпс чи амальгама (мідна або срібна). Іноді застосовують цемент.
Застосовують також електролітичний спосіб (гальванопластика) одержання міцної поверхні моделі з червоної міді. Кільце з відбитком зуба обгортають щільним папером і подовжують на 3—4 мм. Паперову обгортку закріплюють лігатурним дротом чи воском. Амальгаму вносять невеликими порціями у відбиток і утрамбовують штопфером. Після заповнення відбитка формують стовпчик у вигляді конуса завдовжки 1,5—2 см. При використанні цементу його замішують до консистенції тіста, уводять у кільце з відбитком. Над коронкою формують стовпчик. Після затвердіння цементу або амальгами
62
Мал. 36. Звуження робочої частини моделі зуба
Мал. 37. Конусоподібне звуження робочої частини моделі зуба
стовпчик обробляють терпугом, надаючи йому три- або чотиригранну форму, створюючи хвостовик моделі зуба. Цементну чи амальгамову модель препарованого зуба разом із кільцем укладають у відбиток зубного ряду, а до верхівки його конуса приклеюють невеликий конус із воску. За загальним відбитком відливають модель, видаляють із цоколя моделі восковий конус. Модель зуба разом з кільцем виштовхують із гіпсової моделі. Термопластичну масу розігрівають у гарячій воді й знімають з моделі зуба. Конусоподібну частину зуба, що прилягає до робочої частини, тобто до уступу, обробляють гак, щоб пришийкова частина моделі зуба точно відповідала периметру та профілю уступу, а остання частина звужувалась (мал. 36, 37). Ложе, що утворилося в гіпсовій моделі, дозволяє знімати та встановлювати куксу зуба в одному й тому самому положенні (мал. 38). Таким чином, наявність знімної частини робочої моделі робить зручним виготовлення ковпачка з платинової фольги та забезпечує точність моделювання фарфорової коронки.
 Для
виготовлення модельної кукси препарованого
зуба нині використовують
супергіпс, а не амальгаму. У міру
загустіння
гіпсу у відбиток занурюють хвостовик
так, щоб він був ніби продовженням
кукси зуба.
Для
виготовлення модельної кукси препарованого
зуба нині використовують
супергіпс, а не амальгаму. У міру
загустіння
гіпсу у відбиток занурюють хвостовик
так, щоб він був ніби продовженням
кукси зуба.
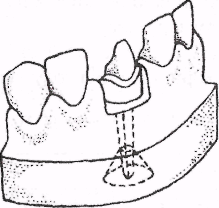
Мал. 38. Комбінована розбірна модель:
а — знімна кукса препарованого зуба
із супергіпсу; б — загальний вигляд
хвостовика
Для одержання загального відбитка із зубного ряду застосовують високоточні відбиткові матеріали: "Екзафлекс", "Дентафлекс", "Сіеласт" та ін. У відбиток поміщають моделі препарованих зубів, закріплюють булавками або воском і відливають модель.
Ковпачок для моделювання та випалювання фарфору виготовляють із платинової фольги завтовшки 0,02—0,05 мм.
63
Можна використовувати платино-іридієву (1—3% іридію) або золотоплати-нову (2% платини) фольгу. Остання призначена для роботи з легкоплавким фарфором або ситалами. З паперу або алюмінієвої фольги роблять викройку. Ширина зразка відповідає подвійній висоті коронки, довжина має бути трохи більшою за периметр шийки зуба (на 2—3 мм). Вирізану заготовку прикладають до губної поверхні моделі зуба, відповідно до кутів різального краю роблять два розрізи. Середній фрагмент пластинки перегинають через різальний край зуба й притискують до піднебінної поверхні. До уступу фольгу притискують скляною паличкою, розправляють на зубі й прилеглій конусоподібній частині стовпчика. Один край пластинки повинен бути трохи довшим за інший. Обидва кінці захоплюють пінцетом і завертають так, щоб довший кінець закривав короткий, утворюючи замок. Фольгу ретельно обтискують по зубу шпателем або гладилкою, розгладжують зморшки. Ковпачок повинен перекривати уступ на 2—3 мм. Ковпачок знімають з моделі, випалюють до червоного кольору, очищують кип'ятінням у хлоридній кислоті, знову надягають на модель.
Під час роботи з фарфоровою масою слід дотримуватись ідеальної чистоти. Для кожного виду фарфорової маси на заводах-виробниках відпрацьована методика її формування й режим випалювання. Вони описані в інструкції. У комплексі будь-якої фарфорової маси є зразки кольорів опакового, дентин-ного та прозорого шарів, шкала кольорів, керамічні трегери (підставки), чашечки для замішування маси.
Відтворення вибраного лікарем і зазначеного в наряді кольору коронки здійснюється шляхом пошарового нанесення й випалювання фарфорових мас різного кольору (опакового, дентинного та прозорого шарів).
Приклади поєднання фарфорових мас наведено в табл. 15.
Приклад 1. У наряді зазначено, що лікар вибрав колір коронки В1. Під час виготовлення коронки технік використовує ґрунтову масу Г18, дентин-ну — Д8 і прозору масу.
Приклад 2. У наряді зазначено, що лікар вибрав колір коронки В6. Технік повинен використати ґрунтову масу Г13, дентинну — Д15 і прозору масу.
Таблиця 15. Поєднання фарфорових мас
Шар |
Колір |
|||||||||||||
В1 |
В2 |
ВЗ |
В4 |
В5 |
В6 |
В7 |
В8 |
В9 |
В10 |
ви |
В12 |
ВІЗ |
В14 |
|
Опаковий |
Г18 |
Г1З |
Г18 |
Г9 |
Г1З |
Г1З |
Г1З |
Г1З |
Г1З |
Г18 |
Г22 |
Г2 |
Г4 |
ПЗ |
Дентиіший |
Д8 |
Д20 |
Д2 |
Д4 |
Дз |
Д15 |
Д5 |
Д13 |
Д9 |
Д6 |
Д20 |
Д2 |
ДІ |
Д10 |
Прозорий |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
Пр |
64
Моделювання й випалювання фарфорової коронки можна розділити на три етапи: 1) моделювання й випалювання опакового шару (1-ше випалювання); 2) моделювання й випалювання дентинного шару (2-ге випалювання); 3) заключне випалювання — глазурування (3-тє випалювання).
Перше випалювання. Перед нанесенням фарфорової маси платиновий ковпачок прожарюють у полум'ї пальника, кип'ятять у 10% розчині нітратної кислоти. Беруть необхідні порошки фарфорової маси. Потім готують флакон із чистою дистильованою водою або рідину з комплекту, піпетку, фільтрувальний папір, складений у кілька шарів і нарізаний стрічками за-вширшки 2 см і завдовжки 8—10 см.
Фарфорову кашку з порошку й дистильованої води готують густої консистенції (маса не повинна стікати зі скла, поставленого на ребро). Коли під час роботи фарфорова маса висихає, то до неї додають піпеткою крапельку води та обережно перемішують.
Модель зуба виймають із комбінованої моделі. Пінцетом надягають на неї очищену від забруднень матрицю (ковпачок). Потім металевим шпателем або колонковим пензликом наносять на матрицю окремими порціями фарфорову кашку, ретельно конденсуючи кожну нову порцію рифленим інструментом. Надлишок води видаляють фільтрувальним папером. Фарфорову кашку наносять рівномірним шаром завтовшки 1,2 мм. Потім пензликом середнього розміру (№ 10) розгладжують фарфорову масу, після чого половину ширини уступу звільняють від фарфорової кашки для дентинного шару. У такому вигляді матрицю знімають із моделі й поміщають на керамічний трегер. До цього моменту піч для випалювання повинна прогріватися протягом 5—10 хв до температури 1080 °С. Керамічний трегер з матрицею поміщають у вхідний отвір печі. Через 5 хв трегер з коронкою ставлять на випалювальний столик печі й розігрівають на ньому коронку ще 2 хв. Потім вхідний отвір печі закривають кришкою і вмикають вакуумний насос. Коли розрідження атмосфери досягне 600 мм рт. ст. (а температура в печі — 900 °С), випалювальний столик уводять у муфель. Не вимикаючи вакуумного насоса температуру підвищують до 1100—1110 °С. Після цього відкривають повітряний вентиль і виводять випалювальний столик із муфеля. Піч вентилюють ще протягом ЗО с. Трегер з матрицею переносять з печі на азбестову або керамічну підставку.
Роль вакууму при випалюванні керамічного зубного протеза полягає у видаленні пухирців повітря перш ніж фарфор перейде в розплавлений стан. Коли фарфор розплавляється, вихід пухирців утруднюється. Щоб зруйнувати пухирці, вакуум потрібно вимкнути. Таким чином, вакуум регулює ступінь прозорості, обмежуючи вміст повітря в розплавленому фарфорі. Переплавлення (надмірне випалювання) знижує пористість, що збільшує прозорість і насиченість, але зменшує світлопровідність (з'являється сірий відтінок).
65
Надмірне й повторне переплавлення знижує коефіцієнт теплового розширення фарфору. Недостатнє випалювання не усуває пористості, що зменшує прозорість і насиченість, але підвищує світлопровідність (з'являється білий відтінок). Недостатнє випалювання призводить до розтріскування і розломів фарфору. Поверхня фарфору буде залишатися пористою і після глазурування. Випалювання зубного фарфору слід проводити за максимально високої температури. Це дозволяє запобігти дефектам, що виникають у разі недостатнього випалювання керамічних матеріалів.
Охолодження фарфорової маси проводять у кімнаті. Охолоджену коронку поміщають на модель препарованого зуба. Шпателем або гладилкою ретельно адаптують матрицю до уступу моделі.
Коли під час огляду випаленої коронки виявляють тріщини або щілини в місці прилягання фарфору до уступу, то їх розширюють і заповнюють рідкою фарфоровою кашкою і ще раз проводять випалювання в описаному режимі. Коли тріщини невеликі, то додаткове випалювання не проводять, обмежуючись ретельним заповненням тріщин фарфоровою масою під час другого випалювання. Після випалювання фарфор повинен мати блискучу поверхню.
Друге випалювання. Цей етап включає моделювання коронки з фарфорової кашки, випалювання й корекцію форми коронки шліфуванням. Це найбільш трудомісткий і складний етап.
Моделювання фарфорової коронки проводять на комбінованій моделі. Щоб запобігти поглинанню рідини (води) з фарфорової кашки гіпсом моделі, її вкривають водовідштовхувальним матеріалом. Ізоляційні олівці та рідини дозволяють запобігти прилипанню керамічної маси до гіпсу й витягуванню з неї вологи. Рідину пензликом наносять на модель. Через 2 хв вона висихає, пори в гіпсі відсутні.
Моделювання коронки з фарфорової кашки проводять у такій послідовності. Спочатку формують коронку з дентинної маси. Моделювання розпочинають з язикової поверхні. Комбіновану модель при цьому тримають лівою рукою, закриваючи вказівним пальцем присінкову поверхню зубів.
Фарфорову кашку наносять шпателем. Перші порції наносять на контактні поверхні коронки. Фарфорову масу ущільнюють легким постукуванням шпателя по комбінованій моделі. Надлишок рідини знімають фільтрувальним папером, легенько притискаючи її до фарфорової маси. Потім матеріал наносять на язикову поверхню.
Після цього приступають до моделювання присінкової поверхні коронки. Для цього змодельовану частину коронки закривають фільтрувальним папером, складеним у 4—6 шарів.
Потім колонковим пензликом № 1 зволожують поверхню нанесеної фарфорової маси в міжзубних проміжках і по різцевому краю та наносять ден-тинну масу на присінкову поверхню коронки.
66
Далі гострим шпателем надають коронці необхідних контурів, звільняючи міжзубні приясенні ділянки від фарфорової маси. Коли моделюють одночасно кілька коронок, то розділяють їх тонкою пилочкою і виймають моделі зубів разом з коронками з комбінованої моделі. Пришийкову ділянку коронки оформлюють таким чином, щоб фарфорова маса доходила тільки до уступу.
Знову встановлюють модель зуба в комбіновану модель і гострим шпате-лем зрізають із присінкової поверхні коронки та її різального краю частину дентинної маси під гострим кутом. На цю ділянку наносять прозору емалеву масу, відновлюючи анатомічну форму коронки. За наявності просвічування в ділянці різального краю з язикової поверхні коронки слід під гострим ку-том зняти з неї частину дентинної маси та нанести на це місце прозору масу. Кожну нову порцію маси перед нанесенням зволожують.
Ураховуючи подальшу об'ємну усадку матеріалу в процесі випалювання (30—33%), нашарування мас збільшують на 1—1,5 мм по висоті.
Потім модель зуба разом з коронкою виймають із комбінованої моделі. Коронку збільшують з боку контактних поверхонь на 0,6—0,7 мм. Роблять це так. Стрічку фільтрувального паперу завдовжки 8—10 мм, складену в 4—6 шарів, кладуть між великим і вказівним пальцями лівої руки. Змодельо-вану коронку вкладають на фільтрувальний папір. Потім контактні поверхні коронки зволожують, після чого колонковим пензликом № 1 чи № 2 накладають дентинну та прозору маси в тому самому співвідношенні, як під час моделювання інших поверхонь коронки.
Кожну порцію нанесеної кашки конденсують, воду видаляють фільтрувальним папером. Після нанесення фарфорової маси контактні поверхні коронки загладжують шпателем і м'яким пензликом № 10.
Повністю змодельовану коронку ретельно загладжують пензликом і доводять фарфорову масу точно до уступу. Коронку знімають з моделі і поміщають на керамічний трегер для просушування й випалювання фарфорової маси. Просушування й випалювання змодельованої коронки проводять так само, як і під час першого випалювання, але температура має бути нижчою на 10 °С. Треба пам'ятати, що невеликі порції фарфору плавляться за нижчої температури. Коронку виймають із печі та поміщають на азбестову або керамічну підставку для охолодження. Після повного охолодження коронку пришліфовують до сусідніх зубів і зубів-антагоністів. Коли додаткове випалювання коронки з метою її корекції не потрібне, то коронці надають заключної форми, підрізують до рівня уступу та передають на примірку в клініку. Якщо пацієнту необхідно виготовити кілька коронок на одну щелепу, їх моделюють і випалюють попарно.
Третє випалювання — глазурування. Перед глазуруванням поверхню коронки шліфують дрібнозернистими карборундовими головками, ретельно миють зубною щіткою в проточній воді та обробляють етиловим спиртом.
67
Потім наносять глазур. Коронку поміщають на керамічний трегер, підсушують звичайним способом і вводять у муфель випалювальної печі, розігрітої до температури 1000 °С. Випалювання проводять в атмосферному середовищі. Температуру в печі підвищують до температури випалювання фарфору та витримують її протягом 2—5 хв. При цьому розплавлені флюси на поверхні коронки утворюють склоподібний шар. Після глазурування з коронки виймають платинову фольгу. Для цього фарфорову коронку занурюють у воду, потім за допомогою пінцета обертальними рухами, починаючи з уступу, скручують фольгу та видаляють її. Готові коронки передають у клініку.
Виготовлення фольгових матриць для фарфорових жакет-коронок на кукси фронтальних зубів Алгоритм дій
1. Підготувати інструменти й матеріали:
інструменти для виготовлення платинового ковпачка;
пінцет, ножиці, шпатель-гладилку;
корнцанги;
платинову фольгу завтовшки від 0,02—0,025 мм ромбоподібної форми.
2. Узяти лист паперу, виготовити викройку.
Ширина її має дорівнювати висоті двох коронок підготовленого зуба, довжина — трохи більша за периметр шийки зуба.
3. Вирізати за викройкою платинову фольгу.
Для передніх зубів треба брати фольгу завтовшки 0,015 мм, для бічних — до 0,02—0,025 мм.
Вирізану за викройкою фольгу палити.
Накласти заготовку до присінкової поверхні зуба, на кутах різального краю зробити два надрізи.
Перегнути середній фрагмент пластинки через різальний край зуба і притиснути його до піднебінної поверхні.
Обтиснути бічні поверхні зуба, а кінці пластинки з'єднати на піднебін ній поверхні зуба.
Притиснути фольгу до уступу пальцем, а потім скляною паличкою роз правити її на зубі.
Захопити два кінці пластинки пінцетом і, стягуючи пластинку, загор нути їх так, щоб довший кінець перекрив короткий (створюючи замок для ков пачка).
10. Обережно зняти ковпачок з моделі, палити до червоного кольору, очис тити у хлоридній кислоті.
11. Перевірити на моделі, чи щільно ковпачок прилягає до уступу. Ковпачок повинен перекрити уступ на 2—3 мм.
68
Виготовлення склокерамічних коронок із ливарної кераміки. Відбитки, моделі й штампики одержують звичайним способом. Коронки моделюють із воску на штампику. Воскову модель заформовують у вогнетривку суміш із фосфатною зв'язувальною речовиною за методикою, яка застосову-ються для лиття металевих коронок за моделями, що виплавляються. Блок керамічного матеріалу поміщають і розплавляють у спеціальному тиглі. Коронку відливають у ливарній машині за температури 180 °С. Відлиту коронку з прозорого скла піддають термообробці для утворення кристалічної кераміки, яка складається переважно з флюориту. Процес ситалізації триває кілька годин і проводиться в муфельній печі або ситалізаційній печі до кінцевої температури 1075 °С.
Випалена коронка має білий колір і прозорість близько 50%. Потім її підфарбовують спеціальними барвниками. Для фіксації коронки застосовують спеціальні фосфат-цементи відповідних кольорів.
Ливарна кераміка "Cerapearl" (США) розроблена на основі скла з фосфату кальцію. Ця система також передбачає застосування лиття за виплавленими моделями та термообробку для перетворення скляного відливка на кераміку. Однак процес лиття має суттєвий недолік. Він супроводжується додатковою усадкою керамічної маси. Для усунення цього недоліку в 1983 р. у відділі ортопедичної стоматології та стоматологічних матеріалів Цюрихського університету (Німеччина) був розроблений метод пресування кераміки за високої температури ("ІПС Імпрес"). У 1986 р. метод розроблявся разом зі стоматологічною фірмою "Ivoclar" (Ліхтенштейн). Новий тип кераміки зміцнений лейцитом і містить латентні часточки, які стимулюють ріст кристалів. Під час пресування гарячого керамічного матеріалу в скляній матриці утворюються кристали лейциту розміром у декілька мікрон, які потім з'єднуються в монокристал. За методом "ІПС Імпрес" відновлюють дефекти коронок усіх зубів.
Клініко-лабораторні етапи:
Вибір кольору.
Препарування зубів з обов'язковим уведенням ретракційної нитки в пришийкову ділянку. При цьому необхідно сформувати пришийковий уступ завширшки 1 мм під кутом 90—100°.
Зуб препарують турбинним наконечником з повітряно-водяним охолодженням. Бажано використовувати наконечник із фіброоптикою. Знімають двошаровий (робочий) і одношаровий (допоміжний) відбитки. Використовують силоксанові матеріали. Модель відливають із високоміцного гіпсу типу "Ф'юджі рок", замішаного на дистильованій воді. Гіпс протезного поля обробляють жировим олівцем для гіпсу. Моделювання проводять в артикуля-торі моделювальним воском, відновлюючи анатомічну форму зуба.
Наступним етапом є встановлення ливникової системи. В одній опоці повинно бути не більше ніж 4 одиниці. Формувальну масу замішують у вакуум-
69
ному міксері. Опоку та склокерамічний матеріал поміщають у муфельну піч на 7 год (швидкість підвищення температури — З °С за 1 хв). Кристалічна частина кераміки складається з кристалів лейциту. За температури 1150 °С після 20-хвилинного витримування починають процедуру пресування в ливарну форму під тиском 0,3—0,4 МПа. Заповнення опоки та спікання проводять у вакуумі. Після спікання опоки піч автоматично вимикається. Ливники відрізають алмазним диском. Для отримання прозорості та індивідуального кольору традиційним способом наносять порошкову кераміку, проводять випалювання в печі (наприклад, у печі "Програмант"). Після припасування в ротовій порожнині конструкцію обробляють гелем, який містить 4,9% плавикової кислоти, і цементують її.
Описана система має такі переваги, як значна міцність конструкції, висока її естетичність, точне крайове прилягання, відсутність усадки, оптимальна функціональність.
Фарфорові коронки, зміцнені оксидом алюмінію, відомі з 1965 р. Вони складаються з внутрішнього керамічного каркаса, який містить від 40 до 50% оксиду алюмінію, і зовнішнього облицювального фарфору.
Техніка виготовлення алюмооксидних коронок "In Ceram" ("Vita", Німеччина). Кукси зубів, укриті ізоляційним шаром, дублюють зшитою силіконовою масою. Зі спеціального гіпсу виготовляють куксу-дублікат. На цю куксу після маркірування межі препарування наносять порошок шлікера, який складається з подрібненого оксиду алюмінію, замішаного до рідкої консистенції на спеціальній рідині. Потім межу препарування звільняють від шлікера скальпелем. Гіпсову куксу з каркасом зі шлікера спікають за температури 1120 °С. Процес триває 10 год, при цьому часточки оксиду алюмінію спікаються. Одержаний каркас має міцність крейди. Каркас знімають і переносять на робочу модель, коригують його товщину.
Потім проводять інфільтраційне випалювання. Спеціальний скляний порошок, замішаний на дистильованій воді, наносять на каркас. Випалювання проводять за температури 1100 °С. Під час випалювання скляний порошок інфільтрує спечений каркас протягом 4 год. Цей порошок має колір природного зуба. Його надлишки видаляють під час шліфування й піскоструминною обробкою порошком оксиду алюмінію діаметром 50 мкм.
Після двох контрольних випалювань скломаси каркас готовий до облицювання керамічними масами "Vitadur Alpha". Пошарове їх нанесення дозволяє одержати будь-який відтінок кольору зубів.
Виготовлення керамічних каркасів методом лиття під тиском. За елас-томерним відбитком відливають епоксидну модель. Виготовляють епоксидний штампик, на якому створюють воскову модель каркаса рівномірної товщини: 0,5 мм — для коронок на передні зуби, 0,8 мм — на кутні. Потім виготовляють гіпсову форму (опоку) для лиття під тиском керамічного каркаса.
70
Після виплавлення воску форму нагрівають. Пластичний шлікер, який містить оксиди алюмінію та магнію, віск, скло й силіконовий полімер, нагрівають до температури 180 °С і заповнюють під тиском форму для утворення каркаса. Після видалення ливника каркас випалюють у спеціальній печі протягом 10 год за максимальної температури 1300 °С. На каркас наносять фарфорові маси (для облицювання) і знову його випалюють.
Перевагами цього методу є більша точність припасування каркаса на робочій моделі, рентгенологічна прозорість і добра біосумісність.
Основними недоліками є складність процесу і висока вартість.
Магнієоксидна кераміка. Каркас коронки з оксиду магнію з високим коефіцієнтом термічного розширення (14,5 • 10~б °С ) виготовляють за такою самою технологією, як і алюмооксидний каркас. Каркаси з оксиду магнію дозволяють застосовувати для їх облицювання різноманітні фарфорові маси, зокрема такі, що призначені для облицювання каркасів зі сплавів металів, кокоефіцієнт термічного розширення яких близький до 14,5 • 10 °СГ . Алюмосилікатні каркаси та каркаси, виготовлені методом лиття, коефіцієнт термічного розширення яких близький до 8 • 1045 °С"1, можна облицьовувати лише спеціальними легкоплавкими фарфоровими масами.
Помилки та ускладнення, що виникають під час виготовлення фарфорових коронок, наведено в табл. 16.
Таблиця 16. Помилки та ускладнення, що спостерігаються на клінічних
і лабораторних етапах виготовлення фарфорових коронок,
і методи їх усунення
Помилки та ускладнення |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Хронічне запалення ясенного краю |
Травма ясенного краю: 1) утвореним уступом; 2) неправильно припасованим кільцем; 3) тимчасовою коронкою; 4) нерівним гострим краєм коронки |
Недостатнє нашарування фарфорової маси в пришийковій ділянці |
Виготовити нову коронку |
Пульпіт препарованого зуба |
Опік пульпи: 1) під час препарування зуба; 2) під час виготовлення тимчасової коронки з акрилової самотверднучої пластмаси |
|
Провести лікування пульпіту |
Широка коронка |
Неякісний відбиток |
Надлишок компенсаційного шару |
Виготовити нову коронку |
71
Продовження табл. 16
Помилки та ускладнення |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Вузька коронка |
1 . Неякісне препарування. 2. Усадка відбиткової маси |
1 . Несвоєчасне відливання за відбитком моделі. 2. Некомпенсована усадка фарфорової коронки |
1 . Допрепарувати куксу зуба. 2. Абразивними інструментами розширити внутрішній діаметр коронки. Краще виготовити нову коронку |
Коронка нещільно прилягає до уступу |
Неякісний відбиток |
Помилки під час виготовлення моделі |
Виготовити нову коронку |
Колір коронки не відповідає кольору природних зубів |
Неправильний підбір кольору коронки |
1 . Застосування фарфорової маси та розцвітки різних фірм. 2. Неправильний підбір кольору |
Якщо відкоригувати колір коронки перед глазуруванням неможливо, виготовити нову коронку |
Коронка підвищує прикус |
Кукса недостатньо "виключена" з прикусу |
Неякісне моделювання |
Відкоригувати змикаль-ну поверхню коронки за допомогою копіювального паперу |
Сколювання фарфору на змикальній поверхні |
Неправильне оклюзій-не співвідношення зубних рядів, недостатнє препарування по висоті міжоклюзійного простору, унаслідок чого коронка порушує жувальні рухи |
Недостатня конденсація фарфорової маси. Порушення режиму випалювання |
Виготовити нову коронку |
Помутніння емалевого шару |
|
1 . Надмірна температура випалювання. 2. Попередній шар фарфору не очищений |
Проводити випалювання за інструкцією для даної фарфорової маси |
Розлом фарфору |
|
1 . Дуже тонкий шар прилягає до товстого. 2. Надмірна початкова температура. 3. Недостатнє просушування |
1 . Забезпечити рівномірну товщину шарів. 2. Перевірити параметри печі. 3. Збільшити тривалість просушування на 3 — 5 хв |
72
Продовження табл. 16
Помилки та ускладнення |
Помилки лікаря |
Помилки зубного техніка |
Методи усунення |
Відсутність природного блиску |
|
Недостатнє перше випалювання |
Перевірити параметри печі. Закінчити перше випалювання при появі блискучої поверхні |
Додатковий шар не прилягає на попередній шар |
|
Надмірне випалювання першого шару |
Перевірити параметри печі. Зняти поверхневий глянець попереднього шару |