

10.3. Выбор технологических баз, определение переходов, формирование техопераций.
267. £HW? 0T*ic
... базы - это обработанные поверхности детали, на которые деталь устанавливается в приспособлениях или на столах станков
Вспомогательные
Измерительные
Черновые S
Чистовые \f
D Конструкторские
268. 3£МС ОТМ С
... - это часть технологического процесса, выполняемая на одном рабочем месте
Операция V
Установка
 Переход
ПереходПроход
Установ
269. 07Ж
... - это законченная часть технологического процесса сборки, выполняемая непрерывно над одной сборочной единицей
установ
переход сборочного процесса
технологическая операция сборки \J
прием сборочного процесса
установ сборочного процесса
27°- бТмс
Подготовительно-заключительное время при определении времени, затрачиваемого на выполнение операции, относится к объему партии и суммируется с ... временем
оперативным
вспомогательным
штучным V/
организационным D машинным
27*■ 0 Ъ~м с
... база - это технологическая база, используемая при первом установе заготовки
Получерновая
Вспомогательная
Черновая \J
Чистовая
Получистовая
27г- (7% с
... - это придание заготовке или изделию требуемого положения относительно выбранной системы координат
Закрепление
Базирование
Установка
Позиционирование
273. у/к с
Черновая база должна иметь ...
наибольшую шероховатость \]
наименьшие размеры
более высокую степень точности
наименьшую твердость поверхностного материала
более высокую технологичность
... выявляет последовательность выполнения операции, их число и штучное время каждой операции
Операционная технология \J
Маршрутная технология
Технологический переход
D Технологическая инструкция
□ Технология сборки
275. З^МгС £>УНС
... - это часть технологического процесса, выполняемая на одном рабочем месте
Операция V
Установка
Переход
Проход
□ Установ
 Размер
А при фрезеровании должен
Размер
А при фрезеровании должен
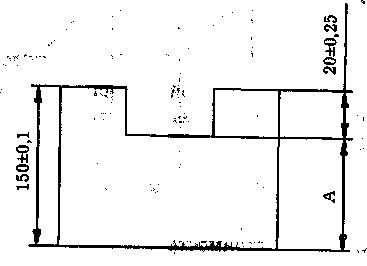
быть выполнен с отклонениями ...
□ +0,15 и-0,15 D +0,1 и-0,1
D +0.25 и-0,25 \J -Q +0,35 и 0
so. M*nV ~т^<-
Сборка в массовом производстве основана на использовании метода ...
регулирования
полной взаимозаменяемости V/
О пригонки
i-i
групповой взаимозаменяемости
вероятностного расчета
81- 1ШГП ■ "Тис
Метод ... применяют, когда средняя точность размеров цепи очень высокая и экономически неприемлемая
вероятностного расчета D пригонки V
регулирования
групповой взаимозаменяемости D полной взаимозаменяемости
82-
щ-ьт<п- уме
Значение замыкающего звена равно ... сумме составляющих звеньев в размерной цепи
геометрической
абсолютной
D алгебраической Ч/
минимальной
максимальной
Соответствие между методами достижения точности замыкающего звена и их описаниями:
Метод селективной сборки детали изготавливаются
речь
\ в пределах расчетных допус-^дУ^^-
\ ков и соединяются без &Лц
\ пригонки ° )•
Wift£L
Назначение методов обработки Замена соответствующих размеров
Проверка совмещения конструкторских, технологических и измерительных баз \Г
Распределение полей допусков между введенными размерами
73. ЯпГТТГ дТ"*с
Правильная последовательность этапов при неорганизованной смене баз во время обработки:
Происходит смещение детали Возникают силы и моменты резания Создаются силы и моменты закрепления Силы и моменты резания превосходят силы и моменты закрепления ^
71. /] Т*С
Соблюдение принципа единства баз требует использования .. поверхностей
одинаковых по форме v/"
различных по форме
различных участков
локальных участков
различные
■
74- £) \pUC
Положение опорных точек на базовых поверхностях определяют ... координаты
плановые
нормальные
угловые
линейные у
полярные
76- -Д-^-Я" тмс
Соотношение ... является экономической основой использования при сборке метода групповой взаимозаменяемости
точность - долговременность
точность - трудоемкость
качество - надежность \[
качество - станкоемкость
длительность цикла - себестоимость
Длинная цилиндрическая установочная, двойная
заготовка опорная
опорно-центрирующая, центрирующая
опорно-направляющая, опорная двойная направляющая, \J
двойная опорная, опорная
■
62. ТИ^ f^^Tt7
Тела, длина которых превышает диаметр вУ. раза, при базировании называют длинными
1,5
2
2,5
3
3,5 \J
63- fttf^t 0Tt*c
Схема ... - это расположение опорных точек на базовых поверхностях заготовок
оборудования
базирования v/
установки
закрепления
наладки
64. H-trrrr $Тки
Правильная последовательность увеличения количества опорных точек на базах:
Двойная направляющая база *-/ Направляющая база £ Опорная база i Установочная база 3
Соответствие между размерами плоской базы и количеством опорных штырей в приспособлении:
Наименьшие размеры ^ -^ три
Наибольшие габаритные размеры^<^\__ два Наибольшая протяженность -~^' ^^ один
четыре
66- Д№Т Ьтплс
Поверхности, которые не обрабатываются, выбирают в качестве ... баз
черновых v
чистовых
промежуточных
проверочных
настроечных
67. -рУкб
... базы облегчают использование принципа постоянства баз
искусственные
конструкторские \J О измерительные ч/
явные
неявные
68- ттс
Соответствие между признаками классификации и названиями баз:
По числу лишаемых - конструкторская, измерительная,
степеней свободы J>^& технологическая \Г По назначению ^ ^ч контактная, настроечная, проверочная По особенностям ^установочная, направляющая, опорная
применения \.
N.. вогнутая, выпуклая, тороидальная ^ явная, неявная, плоская
3.6. Принцип единства баз
«•■ -fj-frTiT # 7/ис
Правильная последовательность действий технолога при невыполнении принципа единства баз:
54. 7>С
Правильный порядок установки короткой цилиндрической заготовки:
Шпоночная канавка или платик на боковой цилиндрической поверхности Торец
Приложение сил закрепления Боковая|цилиндрическая поверхность V
55. O^WC,
Соответствие между видами технологических баз (ТБ) и примерами их применения:
Искусственные ТБ ^
проектирование операций с высокой степенью концентрации
Проверочные ТБ ^
определение положения заготовки в приспособлении или на станке
Настроечные ТБ ---^
применяются, когда конфигурация заготовки не обеспечивает ее надежного базирования перемещение заготовок хранение заготовок