

6.3. Формирование размера динамической настройки
156.
Способность технологической системы оказывать сопротивление деформирующим её силам - это ....
157. Pt-rPffl 4<ТМС Упругие деформации технологической системы - это основная
причина возникновения ...
волнистости
бочкообразности
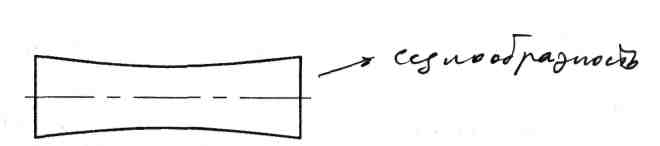
седлообразности
овальности
огранки \J
158. %_№^ ' ' ' д71*с
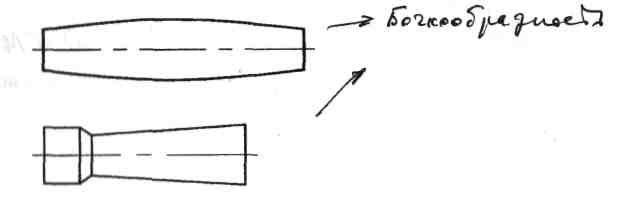
Соответствие между эскизом детали и погрешностью формы:
конусообразность седлообразность
бочкообразность
неиности
Кривая рассеяния случайных погрешностей, полученная при нормальном ходе процесса, приближается к кривой, соответствующей закону распределения ...
нормальному
Гаусса ^ D Максвелла
равновероятному Q экспоненциальному
173- охгмг
Правильная последовательность действий при определении расходов на режущий инструмент:
Просуммировать расходы на одну заточку и операцию Определить количество инструмента на операцию Определить расходы на одну заточку Определить расходы на одну операцию ^/
159. ОТ^^ [)\Г»С
Соответствие между отклонениями и причинами их возникновения: Овальность Л плохая балансировка частей станка, приспо-
\sy/ собления и обрабатываемой заготовки, вызы- </Nsl вающая вибрацию станка Волнистость упругие деформации технологической системы
Огранка —^^ биение шпинделя станка
^- отклонение от соосности центров станка непараллельность направляющих оси шпинделя
160. Ч=:*ГТ uTf^C Соответствие между параметрами цилиндрической детали, обра батываемой на токарном станке в центрах, и погрешностями формы:
Жёсткая деталь^ бочкообразность Не жёсткая детали седлообразность
конусообразность
волнистость
161. Faze dqr
Биение шпинделя станка Является к ... детали
овальности \J О конусности
бочкообразности
огранке
седлообразности
162. ^рж V^TMC
Правильная последовательность этапов износа инструмента во времени:
Катастрофический износ 3> Приработка <\ Нормальный износ 1
163. р^К ^ ТМО
Последовательность погрешностей в порядке их появления: Погрешности от температурных деформаций 3 Погрешности от остаточных напряжений V Геометрические погрешности станка j_ Погрешности установки 2
164.
Соответствие между диаметром D = 50 мм .длиной обрабатывае мой поверхности I (мм), подачей s (мм/об) и путем резания L (м): I =100; s = 3,14 10
? =200; s = 3,14 5
I =150; s= 1,57 20
15
0,5
... напряжения существуют в заготовках(детали) при отсутствии внешних нагрузок.
lee. jX-Arf Д ^>/с
Создание ... в поверхностном слое желательно для большинства деталей
D напряжений сжатия V/
отрицательных напряжений П растягивающих напряжений
положительных напряжений
1-1 и. * .
□ нулевых напряжении
167 ■ ОТ fat OVatc
Остаточные напряжения в зависимости от технологического метода разделяют на ...
литейные \/ D ковочные ^
термические У П сварочные v
П технологические V D производственные
176. Т^С
... - это выраженные в денежной форме текущие затраты предприятий по выпуску изделий
себестоимость ^
трудоемкость
заработная плата
премия
производительность труда
186. 314V-C К) *\Г№С
Часть ... времени тратится на переналадки технологической оснастки при смене партии заготовок
основного
вспомогательного
подготовительно-заключительного vj
организационно-технического
штучного
Основное время затрачивается на ... качества заготовки D поддержание
изменение V
анализ
синтез
определение
188. О (Г**
Время технического обслуживания определяют в процентах от основного времени в ... производстве
единичном
мелкосерийном
серийном
крупносерийном
массовом v
189. О ^UC Соотношение основного и вспомогательного времени зависит от
... производства •
D вида
ритма
типа \J
регулярности
стоимости
190. ()<Т\МС £ (Г/ИС Правильная последовательность вычисления основного времени для
технологического перехода при работе на металлорежущих станках: Число рабочих ходов 4j/ * Расчетная длина обработки Ч* Скорость движения подачи %. Величина удаляемого припуска «7
191. ^ £<7>£
Соответствие между элементами штучного времени и способами их уменьшения:
Время обслуживания ^ увеличения режимов резания Оперативное время ч./^перекрытия основным временем Основное время /^СГ снижения оперативного времени
Вспомогательное время ^ снижения основного и вспомогатель- \- ного времени
>. снижения мощности оборудования
^ч изменения величины партии заготовок «^ снижения затрат на оборудование увеличения прибыли
198. frJfliC
Наибольшее внимание при изготовлении машины уделяют экономии .... jt cuj е^м.я ч-* t
199- 0 Ум с-
Продукция, произведенная машиной, - это ...
изготовленные детали V
тонно-километры перевезенного груза
гектары вспаханной земли
форма детали
масса изделия
200. frTMC
Рациональность выбора метода получения заготовки определяет коэффициент ... материала.
201- 0Ъ~мс
Большую часть отходов, возникающих при механической обработке, составляет .... £<ТД uiu.ia*.
202. . _.
Потери материала сокращаются с ...
уменьшением числа операций обработки
использованием полуфабрикатов деталей
повышением объема выпуска деталей
повышением качества изготавливаемых деталей
повышением точности обработки
О п.») &и <ч-силе<и. rre 1+**сХц ■jA.-uV»ft«fc; V
203. -/~п*с Стоимость заготовок деталей, для получения которых были ис пользованы отходы от механической обработки, ... стоимости материала
□ равна */
D составляет 1/3
составляет 1/2
составляет 1/4
составляет 1/5
204. укс
... - это расход металла, необходимого для производства и технической эксплуатации изделия
материалоемкость \С
удельная материалоемкость D масса изделия
D вес
D гибариты
 '*p+
'*p+>u
ео^УаЧ^припуск
- это слой материала, удаляемый с заготовки
при выполнении одной технологической
операции
206.
Разность между максимальными и минимальными значениями размера припуска -... припуска.
207 • 01~Мс»
Увеличение припуска на обработку ...
увеличивает массу заготовки \J
повышает точность обработки заготовки
снижает себестоимость
D улучшает качество поверхности
□ увеличивает глубину резания
208. jjjMc
Соответствие между видами припусков и их характеристиками: Асимметричные -^ снимаются в течение всего процесса
припуски у/ обработки
Общие припуски ' удаляются при выполнении отдель-
/I ной операции
Симметричные ■ /~*~ назначаются на поверхности тел вра-
припуски / щения
Межоперационные назначаются на плоские поверхности
припуски
принимаются в качестве глубины
резания
2Ю. утд/ с
Размеры заготовок, относящиеся к необрабатываемым поверхностям, - это ..? тра&мщ>ы.
211- <~ТМС
Допускаемые отклонения размеров необрабатываемых поверхностей заготовок зависят от ... D вида заготовок
точности размеров деталей
способа изготовления заготовок V/
материала заготовок
шероховатости поверхности деталей
212. fMc
Правильная последовательность обоснования выбора заготовок: Определение себестоимости изготовления заготовок й. Сопоставление вариантов получения заготовок й Определение расчётных размеров заготовок Расчёт массы заготовок Установление метода получения заготовок I l.i.иi.i'if iни- припусков на обрабатываемые поверхности Определение коэффициента использования материала
213. TlUc
Последовательность способов получения заготовок в порядке возрастания их точности:
чт Ч
Штамповки и закрытых штампах ' Комбинированная ковка 3
Штимпоики в подкладных штампах j_
 Штамповка
жидкого металла £ Выдавливание
Штамповка
жидкого металла £ Выдавливание
Отклонения размеров заготовки должны соответствовать требованиям ...
чертежа заготовки \J П операционной карты
маршрутной карты
чертежа детали
операционного эскиза
215. Т КС
Последовательность методов получения отливок в порядке повышения их производительности: Штамповка жидких сплавов Машинная формовка £ Литьё в оболочковые формы Ч Ручная формовка j Литьё в кокиль з
9.3. Технологичность конструкции изделия и отдельных деталей
216- J)Jh(
ic-a к »л*1*1м*4; конструкции - это соответствие конструкции требованиям минимальной трудоёмкости и материалоёмкости.
217.
Показатели качественной оценки технологичности конструкции - это оценки ...
неудовлетворительно
плохо
отлично
хорошо
D удовлетворительно
218- О^МС-
Проработка изделия на технологичность позволяет...
улучшить технические показатели
повысить эксплуатационную надёжность
повысить удобство изготовления \tf
улучшить эксплуатационные показатели
снизить себестоимость изготовления \J
9.4. Групповая >бработка и типизация техпроцессов. 219. j -£Wff 1~ЩС
1 ... - это совокупность деталей, которые сходны по конструктивным признакам и имеют в данных производственных условиях общий технологический процесс.
220.
... конструкций - это использование в различных машинах одних и тех же сборочных единиц, деталей.
... деталь берется за основу при построении групповых процессов механической обработки.
222- fi4^H тмс
Типовая технология базируется на ...
одинаковой трудоёмкости обработки
равенстве рабочих циклов
D общности конструкторско-технологических признаков V
одинаковой точности обработки поверхностей
общности технологических наладок
9.5. Организация техпроцессов сборки изделий и изготовления деталей машин.
223- Шг^Ц Т* с
Сборка по формам организации работы подразделяется на ...
стационарную V
конвейерную
подвижную \/
местную
стендовую
224. f^Wfl 6 j mc
В массовом производстве применяют ...
специальные станки \f
агрегатные станки \У
универсальные станки
автоматические линии v
П робототехнические гибкие ячейки
225. А Q~faC
_ к
Соответствие между видами и объектами производства:
Ремонтное производство ^ заготовка
Сборочное производство ^_^__ ^^^-^ Деталь
Заготовительное производство^^ :> изделие
Механообрабатывающее производство оборудование
инструмент
Величина максимального припуска определяется в зависимости от ...
□ допусков " П трудоёмкости
П шероховатости V П твёрдости D операции
229. Д£^ ~ГШС Поточная сборка характеризуется ...
дифференциацией процесса на узловую и общую сборку
последовательным перемещением собираемого изделия от одной позиции к другой I/"
выполнением операций за одинаковый промежуток времени
применением предварительной сборки
использованием слесарных инструментов
230. ~7~Л/ С
'Неверно,
чти ^основным технологическим
документам относится . -
-порта ... К.я/р'ъ'о-
маршрутная V
операционная \J D эскизов \)
П наладки w
П обработки или сборки v
231. 4H^ft TV" С
Операционные сборочные карты составляют для ... производства
единичного
массового V П серийного
П мелкосерийного
232. fjri^ffh 77й ^
...- сборочная единица, к базовой детали которой присоединены одна или несколько других деталей
г-,
комплект
подузел
узел первого порядка
узел второго порядка
узел V
233.
' fvQXft I
&<-
... сборку приходится использовать при изготовлении машин в малых количествах ,
D Стационарную V • П Поточную


 234.
234.
ПОКГ-П ТНС
Схемы сборки и разборки должны быть наглядными и отражать последовательность сборки машины ...
во времени у/
по скорости
по производительности
по трудозатратам
по численности рабочих
235- П~Мс
Сборка -это ...
образование разъемных или неразъемных соединений V
свободное перемещение собираемого объекта
принудительное выполнение каждой операции
П принудительное передвижение собираемого объекта
□ движение изделия из одной позиции в другую
236. ,-.
Последовательность сборки определяется ...
финансовыми документами
иерархической структурой цеха
конструкцией изделия \f
в процессе работы самими квалифицированными рабочими
технологическими нормативами \J
237 ■ ^T/k С
... - это наивысшая по сложности конструкции сборочная единица
подузел
узел первого порядка \/
комплект
сама машина
узел второго порядка
238- FH-зд [)7hc
... - это деталь, с которой начинают сборку изделия
крепежная деталь
корпусная деталь
базовая деталь V
узел первого порядка D подузел |
239- R-^m т^с.
Основная задача автоматизации процесса сборки - повышение ... процесса
экологичности
производительности \J
трудоемкости
типизации
экономичности
2*°- JlPf-tt- TM С
Не поточная стационарная сборка характеризуется тем, что ...
после сборки обязательно производится демонтаж
сборка осуществляется одним или двумя рабочими \J
D весь процесс сборки выполняется на одной сборочной позиции V/
весь процесс сборки выполняется на трех и более сборочных позициях
весь процесс сборки выполняется без использования неразъемных соединений
... - это процесс, который дает возможность расчленить сборку на операции
дифференциация V
концентрация
пригонка
типизация _
интеграция
Последовательность сборочных единиц в порядке возрастания сложности их конструкции: Машина 3 Подузел £ Комплект Узел 2.
 243.
iwe- о
г к с,
243.
iwe- о
г к с,
Разработанный технологический процесс оформляют документально в соответствии с требованиями ...
ЕСКД
ЕСТД V D ISO 9001
ЕСДП
D ISO 9002
244. J" f^C
Цикл сборки станка определяется отрезком времени, затрачиваемым на выполнение _. не совмещенных во времени сборочных операций
некоторых D всех \J
четырех О двух
трех
245. <~~J~lVi t' ... перемещением собираемой машины целесообразно выбирать
при жесткой конструкции машины и ее малой массе
Неподвижную сборку с непрерывным
Подвижную сборку с непрерывным \J
Подвижную сборку с прерывистым
Неподвижную сборку с прерывным
Неподвижную сборку с прерывно синхронным
246- fnmr ytuc.
Основная задача автоматизации процесса сборки - это повышение ...
D экологичности процесса
D производительности процесса \/
D трудоемкости процесса
времени перерывов у рабочих
экономичности
-
247. fbtfrf) -flU С
Непоточная стационарная сборка характеризуется тем, что ...
весь процесс сборки выполняется на одной сборочной позиции v
весь процесс сборки выполняется на трех и более сборочных позициях
весь процесс сборки выполняется без использования неразъемных соединений
после сборки обязательно производится демонтаж
сборка осуществляется одним или двумя рабочими
248. *j~ /и с Документация технологических процессов сборки является ...
вариантом технологического процесса сборки машины и ее сборочных единиц.
начальным D конечным О кратким
единственным \J
ПОЛНЫМ \J
249. у ft С Общую сборку следует понимать как технологический процесс,
при котором соединяют и фиксируют ... составляющие узлов, по-дузлов, комплектов и деталей
различные П все \J
некоторые D любые
однотипные