

Билет № 5
Философия качества по Тагути
1. Важнейшей мерой качества произведенного продукта (изделия) являются суммарные потери для общества, порождаемые; этим продуктом. 2. Чтобы в условиях конкурентной экономики оставаться в бизнесе, необходимы постоянные улучшение качества и снижение затрат. 3. Программа постоянного улучшения качества включает в себя непрерывное уменьшение отклонений рабочих характеристик продукта (изделия) относительно заданных величин. 4. Потери потребителей, связанные с отклонениями в функционировании, обычно приблизительно пропорциональны квадрату отклонений рабочих характеристик от их заданных значений.5. Качество и стоимость готового продукта определяются в большой степени процессами разработки и изготовления.6. Отклонения в функционировании продукта (или процесса) могут быть снижены посредством использования нелинейных зависимостей рабочих характеристик от параметров продукта (или процесса). 7. Для идентификации параметров продукта (и процесса), влияющих на снижение отклонений в функционировании, могут использоваться статистически планируемые эксперименты.
Семь новых инструментов менеджмента качества. Диаграмма (граф) связей.
1. Диаграмма сродства.Диаграмма сродства — метод, позволяющий выявить основные нарушения процессе путем объединения родственных устных данных. 2. Диаграмма отношений. Этот метод позволяет группе сотрудников выявить, проанализировать и классифицировать причины и результаты тех взаимодействий, которые существуют между основными проблемами (идеями, предположениями) и, таким образом, основывать более эффективное решение на базе выявленных движущих сил и вероятных исходов. 3. Древовидная диаграмма.Древовидная диаграмма применяется для показа связи между темой (предметом суждения) и ее составными элементами.4. Линейная(стрелочная) диаграмма.Стрелочная диаграмма используется на этапе составления оптимальных планов тех или иных мероприятий после того, как определены проблемы, требующие решения, намечены необходимые меры, определены сроки и размечен ход осуществления запланированных мер, т.е. после составления первых четырех диаграмм. 5. Матричная диаграмма.Матричная диаграмма применяется для сравнения процесса с процессами признанных лидеров с целью идентификации благоприятных возможностей улучшения качества. 6. Метод мозгового штурма.Метод "мозгового штурма" используется для идентификации возможных решений проблем и потенциальных возможностей улучшения качества. 7. Карта технологического процесса.Карта технологического процесса применяется для:описания существующего технологического процесса, или проектирования нового процесса.
Билет 16
1)
Если 7 инструментов качества рассматриваемых выше используют в основном для анализа числовых(количественных данных), то 7 новых инструментов качества применяются для систематизации и анализа информации нечислового(совестного характера). Эти инструменты служат для облегчения деятельности по определению и постановке проблем, выявлять связи между отдельными факторами, выбору оптимальных управленческих решений. К 7 новыми инструментам управления качеством относятся
1)диаграмма сродства
2) диаграмма связи
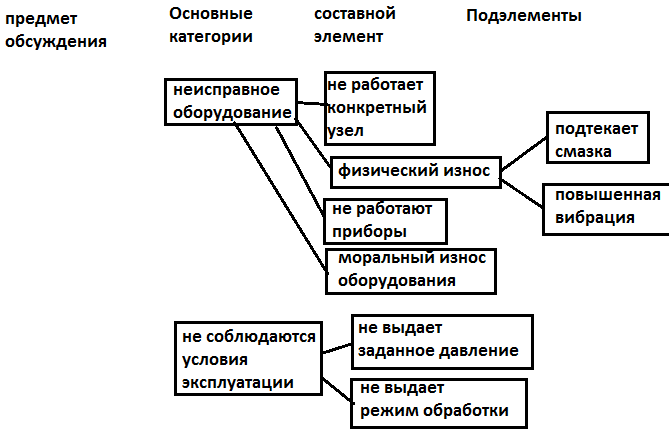
3) диаграмма(структура) иерархическое дерево.
4)стрелочная диаграмма
5)диаграмма(блок-схема) процесса выполнения диаграммы.
6)матричная диаграмма
7)матрица приоритетов
Диаграмма иерархическая.
Это древовидная структура, используемая для представления многочисленных элементов, связанных между собой отношением соподчинения.
Схема(не полная, увы(( )
Прим:
1)анализ причинных цепочек приведших к выявленному нарушению.
2) Определение сводных технологических условий сложного продукта.
3)Определение мер для обеспечения и совершенствования качества.
4)Представление и структурирование политики предприятия.
5)Детальная разработка плана подразделений предприятия.
6)Функциональный анализ стоимости продукта
Наиболее известный пример – дерево целей и дерево отказов
2)
Расслоение это разделение и группировка исследуемых данных в соответствии различными факторами. Обычно при исследовании производства проблемы производят группировку данных по следующим признакам:
1)исполнительный: квалификация, стаж работы, пол и тд..
2)Оборудование: схема производителя, конструкция, марка (модель), продолжительность эксплуатации.
3)Материал: место производства, состав, номер партии, поставщик сырья.
4) Способ производства: технологические приемы, температура, скорость обработки, место производства.
5)Метод измерений: тип измерительных средств, их точность, метод измерения ,фиксация результатов.
При проведении расслоения стремятся добиться того, чтобы разброс данных(стандартное отклонение S) внутри одного слоя было меньше, чем разброс в исходной(нерасслоенной совокупности, а среднее значение(Х) для разных групп (слоев) данных существенно отличается.
Пример. Обработка валиков происходит на 2х шлифовальных станинах, тех процесс должен быть настроен на диаметр 8,8-0,6 мм, по результату контрольных замеров валиков после шлифовки была получена гистограмма, приведенная ниже
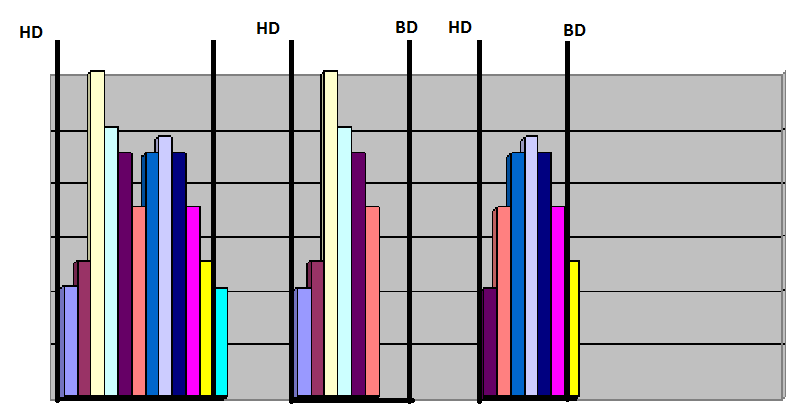
Различные виды гистограмм
А) Общая гистограмма n=100 хсреднее=8,51, S=0,13
Б) гистограмма для первого станка n=50 x среднее=8,39 s=0,065
С) Гистограмма второго станка n=50 х среднее =8,61, s=0,081
Т.к эта гистограмма имеет явно выраженный двухпиковый тип, было проведено расслоение, т.е. рассмотрим данные по каждому станку отдельно. В результате получим гистограммы представленные на рисунке б и с, таким образом было обнаружено , что на первом станке значение и разброс меньше, чем на втором, видно, что на втором стане необходима переналадка т.к. процесс вышел за правую границу поля допусков, здесь нужно провести настройку и постараться уменьшить разброс на первом станке и сместить среднее значение к центру поля допусков.