

Полей допусков валов и отверстий
Вопрос 4.3. Посадки гладких соединений
В машиностроении существует понятие сборочная единица, которая определяется как изделие, собранное из отдельных деталей. Поверхности, по которым происходит соединение деталей, называют сопрягаемые. Остальные поверхности называют несопрягаемыми или свободными.
Посадка двух деталей определяется как частный случай соединения, в котором поверхность одной детали является наружной поверхностью, а поверхность другой – внутренней.
На рис 3.8.3 показаны соединения двух деталей, первое из которых не образует посадку, а второе образует. Кроме этого в соединении, образующем посадку номинальный размер L должен быть одинаков.
Форма сопрягаемых поверхностей П1 и П2 может быть различной. Например, плоской, как на рисунке, цилиндрической, резьбовой. Поэтому все наружные, охватываемые поверхности называют валом, а внутренние охватывающие – отверстием.
Вал – термин для обозначения наружных поверхностей деталей. Отверстие – термин для обозначения внутренних поверхностей деталей.
Таким образом, в соединении, образующем посадку, одна поверхность является валом, а другая отверстием.
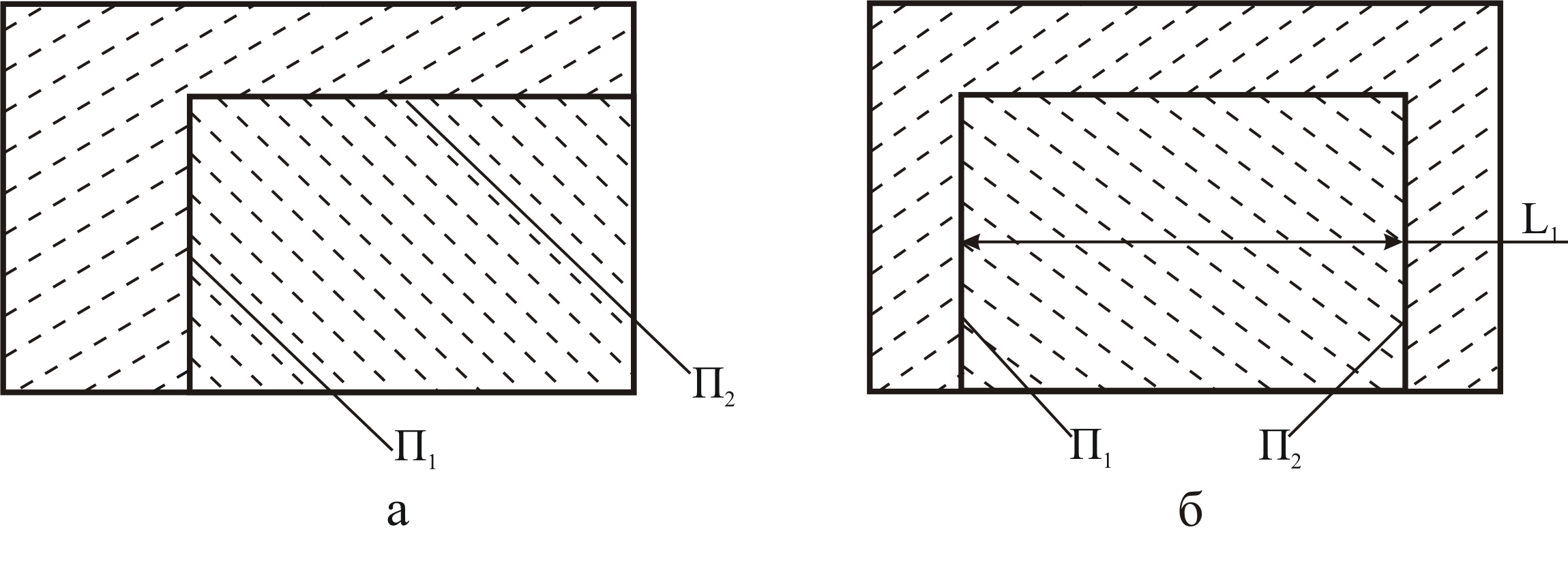
Рис 4.4. Соединения двух деталей:
а - посадка не образуется, б - посадка образуется
В зависимости от взаимного расположения полей допусков вала и отверстия, которые, как указывалось, определяют предельные размеры, возможно образование трех групп посадок:
1-я с зазором:
2-я с натягом;
3-я переходная.
В посадках с зазором предельные размеры отверстия Dmax, D min больше предельных размеров вала dmax , dmin и поле допуска отверстия H7 расположено выше поля допуска вала f6, как показано на рис 4.5. Причем номинальные размеры D= d.
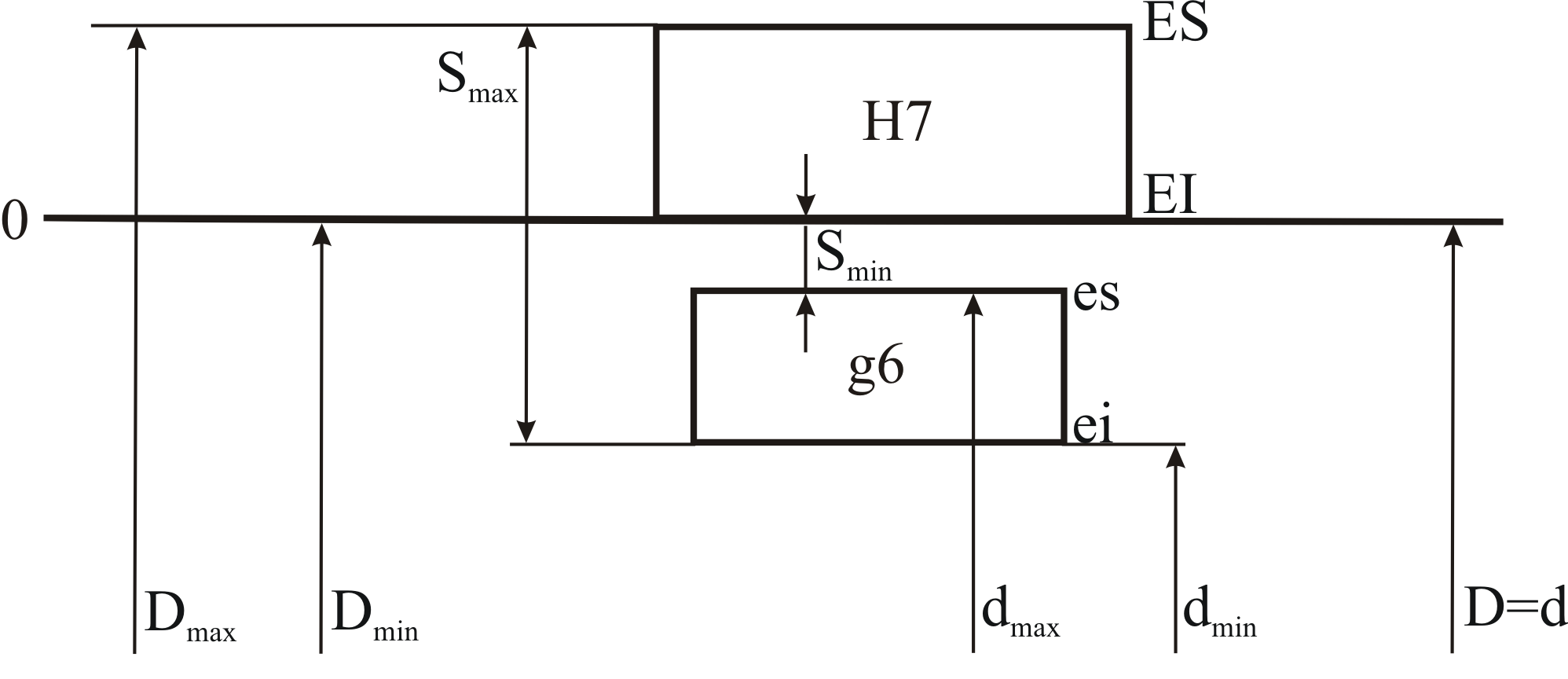
Рис. 4.5. Расположение полей допусков в посадках с зазором
Посадки с зазором характеризуются: Smax – наибольшим зазором, Smin – наименьшим зазором.
Наибольший зазор возникнет в том случае, если отверстие имеет наибольший предельный размер, а вал – наименьший:
Smax = Dmax – d max =(ES + D) – (ei + d) = ES – ei.
Наименьший зазор возникнет тогда, если отверстие имеет наименьший предельный размер, а вал – наибольший. Аналогично вышеприведенному получим:
Smin = Dmin – d max = EI – es.
Значения предельных зазоров показаны на рисунке в виде отрезков.
Следует отметить, что к посадкам с зазором относят также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала и Smin = 0 .
В посадках с натягом предельные размеры вала больше предельных размеров отверстия (до сборки деталей). После соединения деталей их сопрягаемые поверхности деформируются и образуется натяг. Расположение полей допусков в посадках с натягом показано на рис 4.6.
Посадки с натягом характеризуются: Nmax – наибольшим натягом, Nmin –наименьшим натягом.
Наибольший натяг образуется, если вал имеет наибольший предельный размер, а отверстие – наименьший:
Nmax = d max - Dmin = es – EI.
Наименьший натяг возникнет при сочетании наименьшего предельного размера вала и наибольшего предельного размера отверстия:
Nmin = dmin – D max = ei – ES.
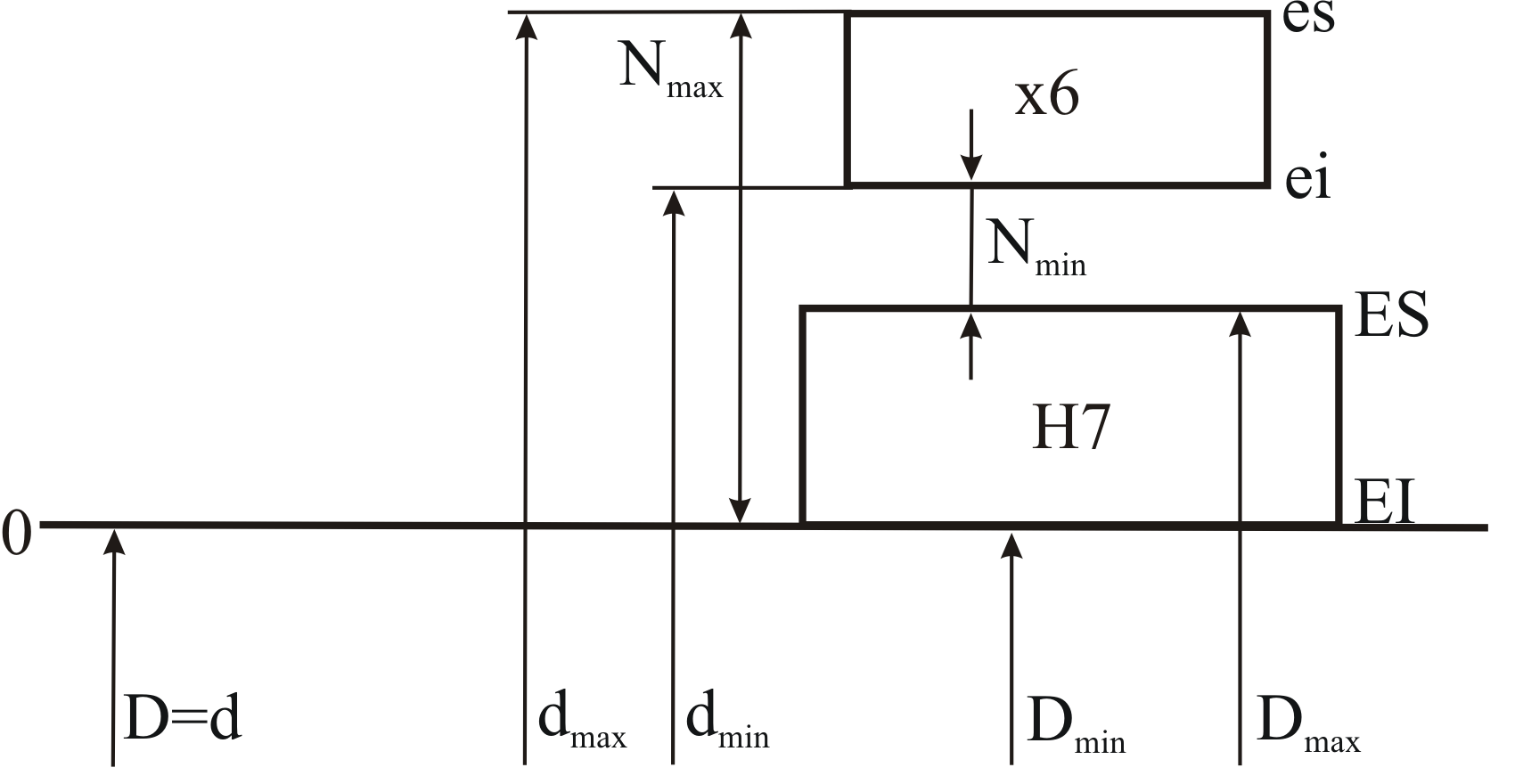
Рис 4.6. Расположение полей допусков в посадках с натягом
Предельные натяги показаны на рис 4.6 в виде отрезков.
В переходных посадках поля допусков вала и отверстия перекрываются и для одной пары соединяемых деталей возможно получения зазора, а для другой натяга. Схема расположения полей допусков показана на рис. 4.7. Поэтому характеристикой переходной посадки является наибольший зазор – Smax и наибольший натяг Nmax, которые определяются по формулам, приведенным выше.
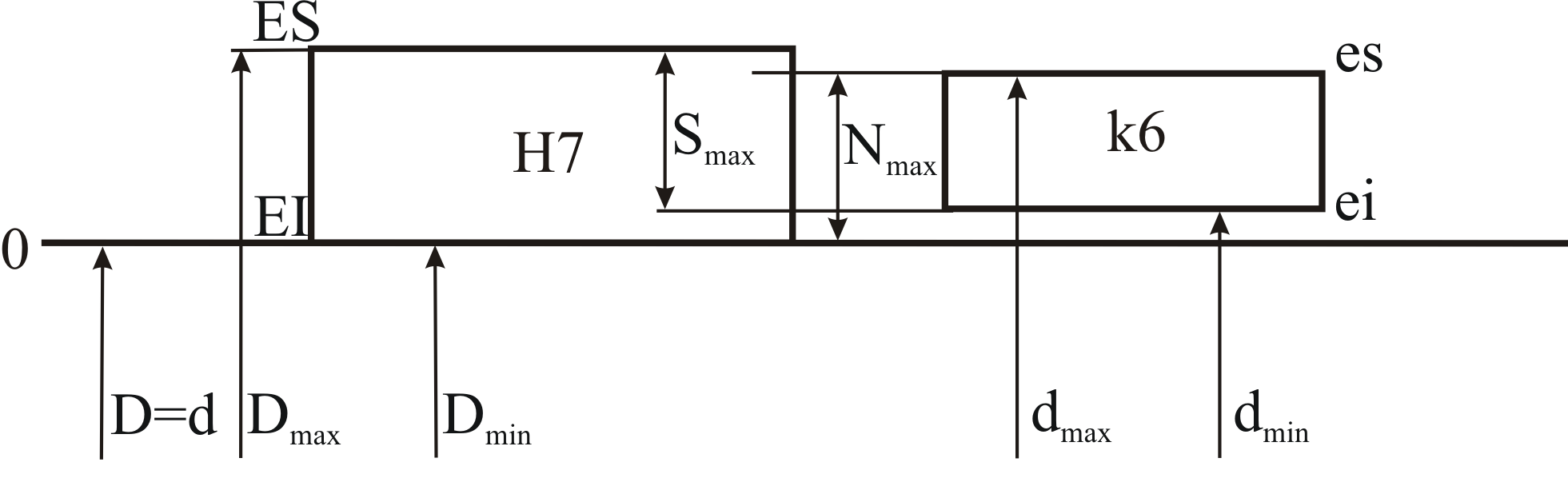
Рис 4.7. Расположение полей допусков в переходных посадках
На сборочных чертежах посадки обозначаются с указанием номинального размера соединения, условного обозначения поля допуска отверстия (в «числителе») и условного обозначения поля допуска вала (в «знаменателе»): 45H7/k6.
В некоторых случаях количественной характеристикой посадок является допуск посадки:
TS = Smax – Smin – для посадок с зазором, TN = Nmax – Nmin для посадок с натягом и для переходных Тпер = Smax + Nmax. Для всех посадок их допуски равны сумме полей допусков и отверстия и вала TS(TN)= TD + Td.
Пример расчета посадок. Определить предельные размеры деталей, характеристики посадок, образованных в системе отверстия.
Поле допуска отверстия принять постоянным - 40H7. Предельные отклонения размера отверстия ES = +0,025мм. EI = 0,000мм. Предельные размеры отверстия D max = 40,000 + 0,0250= 40,025мм. Dmin = 40,000+0,000 = 40,000мм. Допуск размера отверстия
TD = ES - EI = +0,025мм - 0,000мм= 0.025мм.
Обозначение посадки |
Группа посадки |
Предельные отклонения вала |
Допуск вала Td (мм) |
Характеристики посадки |
Допуск посадки Tпос (мм) |
||||
es (мм) |
ei (мм) |
Smax (мм) |
Smin (мм) |
Nmax (мм) |
Nmin (мм) |
||||
40H7/f7 |
С зазором |
-0,05 |
-0,025 |
0,025 |
0,075 |
0,025 |
- |
- |
0,05 |
40 H7/r6 |
С натягом |
+0,05 |
+0,034 |
0,016 |
- |
- |
0,05 |
0,009 |
0,041 |
40 H7/k6 |
Переходная |
+0,015 |
+0,002 |
0,016 |
0,023 |
- |
0,018 |
- |
0,041 |