

2. Способы изготовления резьб
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литье;
- электрофизическая и электрохимическая обработка.
Наиболее распространенным и универсальным способом получения резьб является лезвийная обработка - - - - резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребенками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литье (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твердых сплавов, керамики и т.п.
Распределение осевой нагрузки по виткам резьбы
Осевая нагрузка по виткам резьбы гайки распределяется неравномерно из-за неблагоприятного сочетания деформаций винта и гайки (витки в наиболее растянутой части винта взаимодействуют с витками наиболее сжатой части гайки).
Статически неопределимая задача о распределении нагрузки по виткам прямоугольной резьбы гайки с 10 витками была решена профессором Н. Е. Жуковским в 1902 году.
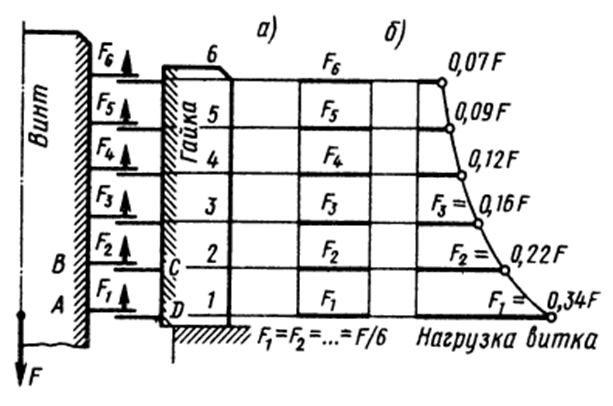
Рис.13
Первый виток передает около 34% всей нагрузки, второй – около 23%, а десятый – меньше 1%. Отсюда следует, что нет смысла применять в крепежном соединении слишком высокие гайки. Стандартом предусмотрена высота гайки 0,8d для нормальных и 0,5d для низких гаек, используемых в малонагруженных соединениях.
Объяснение этого явления подробно рассмотрено в учебнике по «Деталям машин» под редакцией А. О. Ряховского издательства МГТУ им. Баумана.
Для выравнивания нагрузки в резьбе применяют специальные гайки, что особенно важно в соединениях, работающих при циклических нагрузках.

3. Классы прочности резьбовых деталей и допускаемые напряжения
Стальные винты и шпильки в соответствии с ГОСТ 1759-82 изготавливают 12-ти классов прочности. Класс прочности обозначают двумя цифрами, например 5.8. Первая цифра, умноженная на 100, указывает минимальное значение предела прочности (МПа), а их произведение, умноженное на 10, соответствует приблизительно пределу текучести. В данном случае σ_в=500 МПа, σ_т=400 МПа.

Допускаемые напряжения при действии на резьбовое соединение постоянной нагрузки выбирают в зависимости от предела текучести материала винта (болта) и коэффициента запаса (S), принимаемого равным 1,5…2,5:
[σ_допускаемое ]=σ_текучести⁄S