

Радиоволновые методы неразрушаюшего контроля
Радиоволновой неразрушающий контроль основан на регистрации изменения параметров электромагнитных колебаний СВЧ, взаимодействующих с объектом исследования. Диапазон длин волн, преимущественно используемый в радиоволновом контроле, ограничен 1 - 100 мм. Более освоены и обеспечены измерительной аппаратурой 3-см и 8-мм поддиапазоны. Радиоволновой контроль применяют для решения всех типовых задач неразрушающего контроля: толщинометрии, дефектоскопии, структуроскопии и интроскопии (контроля внутреннего строения). Используемая при этом аппаратура, как правило, построена на базе стандартных или модернизированных элементов СВЧ. Специальным элементом при решении конкретной задачи может быть источник или приемник излучения, а также приспособление для крепления и перемещения объекта. Среди других особенностей радиоволнового контроля по сравнению с оптическим и радиационным следует отметить использование импедансного метода для расчета параметров сигналов и соизмеримость длины волны излучения с размерами радиоволнового тракта «источник излучения — объект контроля— приемник излучения». Излучения СВЧ относятся к области радиоволн, которые с момента своего открытия использовались для передачи информации. Применение волн СВЧ для целей НК потребовало создания теории их взаимодействия с объектом контроля. Вполне естественно, что в разработанной теории были учтены. Радиоволновые МНК основаны на регистрации и анализе изменения параметров, которыми обладают взаимодействующие с объектом контроля электромагнитные волны радиодиапазона (их длина составляет от 0,01 до 1 м). Данные методы могут применяться для контроля объектов, изготовленных из материалов, не «заглушающих» радиоволны – диэлектриков (керамика), полупроводников, магнитодиэлектриков и тонкостенных объектов из металла.
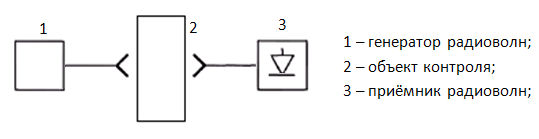 Рис.4
– Радиоволновой метод НМК (прохождения)
Рис.4
– Радиоволновой метод НМК (прохождения)
По характеру взаимодействия объекта с волной различают радиоволновые методы прохождения, отражения и рассеивания; по первичному информативному параметру – фазовые, геометрические, амплитудно-фазовые и поляризационные МНК
Статистические методы контроля.
При крупносерийном и массовом производстве широкое распространение получили методы статистического контроля качества. Статистические методы признаются важным условием рентабельного управления качеством. Методы, основанные на статистическом подходе, используются на всех этапах жизненного цикла изделий. Наиболее часто применяются следующие методы: гистограммы; временные ряды; диаграммы Парето; причинно-следственные диаграммы; контрольные листки; контрольные карты; диаграммы рассеяния. Эти методы получили название «7 инструментов контроля качества». Гистограммы используются при необходимости представить распределение данных о параметрах изделий с помощью столбикового графика. Аналогом гистограммы в теории вероятностей и математической статистике служит функция плотности вероятности, которая показывает частоту появления того или иного события. С помощью гистограммы можно получить информацию о категоризации измеряемых параметров изделия, оценить степень симметрии разброса данных относительно среднего значения, подобрать аппроксимирующее теоретическое распределение. Временные ряды применяются для оценки изменения хода наблюдаемого события за определенный период. Такие ряды обладают большой наглядностью и очень просты при построении и использовании. Точки наносятся на график в том порядке, в котором они были получены. Построенная кривая в виде линейного графика иллюстрирует временной ход процесса и позволяет выявить существенные отклонения данного процесса, к примеру, от среднего значения или границ допусков. Диаграммы Парето используются в ситуациях, когда требуется представить относительную важность всех проблем или условий с целью выбора отправной точки для решения проблемы. Диаграмма Парето представляет собой вертикальный столбиковый график, с помощью которого определяются рассматриваемые проблемы и порядок их решения. Построение таких диаграмм помогает привлечь внимание к действительно важным проблемам. Причинно-следственные диаграммы применяются для исследования и анализа всех возможных причин или условий. Такая диаграмма была разработана с целью представления соотношений между следствием, результатом и всеми возможными причинами, влияющими на них. Контрольные карты представляют собой нанесенные на график временные ряды с указанными верхними и нижними границами.