

Проверка прочности шпоночных соединений.
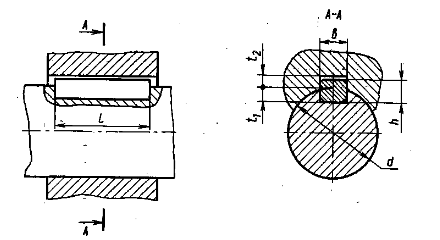
Шпонки призматические со скругленными торцами. Размеры сечений шпонок и пазов и длины шпонок – по ГОСТ 23360 – 78.
 Материал
шпонок – сталь 45 нормализованная.
Материал
шпонок – сталь 45 нормализованная.
Напряжение смятия и условие прочности по формуле

Допускаемые напряжения смятия при стальной ступице [σсм] = 100..120 МПа.
Ведущий вал:
d=22; b х h х l =6 х 6 х 20; глубина паза t1 =3,5 мм; момент на ведущем валу Т1= =38,5 * 103 Н мм

Ведомый вал:
Проверяем шпонку под муфтой: d=38; b х h х l =
=12х8х40; глубина паза t1 =5 мм; момент на ведомом валу
Т2= 184,8 * 103 Н мм


Проверяем шпонку под зубчатым колесом: d=50; b х h х l =16х10х63; глубина паза t1 =6мм; момент на ведомом валу
Т2= 184,8 * 103 Н мм

Выбор муфты.
Для соединения отдельных узлов и механизмов в единую кинематическую цепь используются муфты.
 Выбор
муфт производится в зависимости от
диаметра вала и передаваемого крутящего
момента.
Выбор
муфт производится в зависимости от
диаметра вала и передаваемого крутящего
момента.
Определяем расчетный момент:
Тр=Кр*Т1≤Т
Кр=1,25– коэффициент, учитывающий режим работы;
Т1- крутящий момент на тихоходном валу; T1 = 184,8 Н м;
 -
номинальный момент; T
=250 Н м;
-
номинальный момент; T
=250 Н м;
Для соединения тихоходного вала редуктора и приводного вала рабочей машины применяют муфты с торообразной оболочкой.
Тр=1,25*184,8=231 Н м
Определяем нагрузку действующую на вал, от муфты:
d=38мм; D=200 мм; lцил =60 мм; d0=28 мм; L=185 мм; ∆r = 2,5; ∆γ=1°3’
|
Fм=
125*
2
= 125* = 1700 Н;
= 1700 Н;
Смазывание. Выбор сорта масла.
1) Смазывание зубчатого зацепления:
 а)
Способ смазывания.
а)
Способ смазывания.
Для редукторов применяют непрерывное смазывание жидким маслом картерным непроточным способом (окунанием).
б) Выбираем сорт масла:
Окружная скорость: v=0,56 м/с
Контактное напряжение σН=400 Н/мм2
Рекомендуемый сорт смазочного масла: И-Г-А-68 (индустриальное, для
гидрав лических систем, без присадок, класс кинематической вязкости 68)
в) Определяем количество масла
Vм = (0,4…0,8)*P = 0.8*1.084 = 0.86л
г) определяем уровень масла:
Vм = a*b*hм=0,86л=0.00086 м3; a = 0,286м, b = 0,088м, следовательно:
hм= Vм /(а*b) = 0.00086/(0,286*0,088) = 0,034м = 3,4 см;
д) Контроль уровня масла осуществляется круглым маслоуказателем.
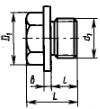
Слив масла осуществляется чрез сливное отверстие, закрытое пробкой с
цилиндрической резьбой: d=M16x1,5мм; D1=21,9 мм; L=26 мм; b=3 мм;
S=19 мм; t=1,9мм.
Для выравнивания давления внутри корпуса с давлением внешней среды
применяется отдушина в крышке смотрового люка.
 2)
Смазывание подшипников:
2)
Смазывание подшипников:
Смазка подшипников осуществляется масленым туманом.
Сборка редуктора.
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской. Сборку производят в соответствии с чертежом общего вида редуктора, начиная с узлов валов.
На валы закладывают шпонки и напрессовывают элементы передач редуктора. Мазеудерживающие кольца и подшипники следует насаживать, предварительно нагрев в масле до 80-100 градусов по Цельсию, последовательно с элементами передач. Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус с помощью двух конических штифтов; затягивают болты, крепящие крышку к корпусу. После этого в подшипниковые камеры закладывают смазку, ставят крышки подшипников с комплектом металлических прокладок, регулируют тепловой зазор. Перед постановкой сквозных крышек в проточки закладывают войлочные уплотнения, пропитанные горячим маслом. Проверяют проворачиванием валов отсутствие заклинивания подшипников (валы должны проворачиваться от руки) и закрепляют крышку винтами. Затем ввертывают пробку маслоспускного отверстия с прокладкой и пробковый маслоуказатель. Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой, закрепляют крышку болтами. Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.