

25. Перестановочные модели
Перестановочная модель описывает множество структур технологического процесса, отличающихся количеством и (или) составом элементов структуры при изменении отношения порядка.
Отношения порядка в этих моделях задаются с помощью графа, содержащего ориентированные циклы.
Пример. Расцеховка при изготовлении изделия (рис.6.5).
На рис.6.5 через P1, P2,…, P8 обозначены цеха: P1 – литейный; P2 – кузнечный; P3 – механический; P4 – термический; P5 – механосборочный; P6 - общей сборки; P7 – испытательный; P8 – упаковочный.
Сетевые и перестановочные модели используют для получения типовых, групповых и индивидуальных технологических процессов. Наличие в них вариантов позволяет производить оптимизацию технологических процессов.
Характерным примерами функциональных моделей являются математические модели, используемые при расчете и оптимизации режимов резания.
26-31 ТИПОВЫЕ РЕШЕНИЯ В САПР ТП
Главные особенности проектирования технологических процессов:
- Многовариантность проектных решений.
- Слабая формализация многих проектных задач.
При проектировании ТП круг задач формального расчетного характера, которые легко реализуются на ЭВМ, крайне ограничен. Среди них можно выделить следующие задачи:
- расчет припусков и межпереходных размеров;
- расчет режимов резания;
- нормирование технологического процесса.
По причине слабой формализации процесса технологического проектирования при решении задач нерасчетного характера (выбор заготовки, разработка маршрута обработки детали, выбор станков, инструментов и т.д.) решения принимают в результате выбора из известных типовых решений. Т.е. ТИПОВЫЕ РЕШЕНИЯ – это основа формализации для решения задач неформального характера при проектировании технологических процессов с помощью ЭВМ.
Процесс выбора решений при этом заключается в следующем: каким – либо образом описывается весь набор типовых решений, а также условий, при которых может быть применено каждое из них. Эти данные описываются заранее в виде базы данных и заранее же вводятся в ЭВМ. При разработке технологического процесса в ЭВМ вводятся некоторые исходные данные по детали. После этого проверяется соответствие исходных данных условиям применимости типовых решений. При выполнении всех условий комплекса условий применимости принимается соответствующее типовое решение.
Пример. Назначить станок на операцию зубошевингования. Пусть на предприятии имеются зубошевинговальные станки трех моделей. Они составляют множество типовых решений (МТР):.
![]()
Сформулируем комплекс условий применимости выявленных типовых решений:
1
условие.
Размещаемость детали в рабочей зоне
станка. Здесь регламентируются габаритные
размеры детали (диаметр зубчатого
колеса
![]() и
его ширина
и
его ширина
![]() ),
которые должны находиться в пределах,
допустимых рабочей зоной станка.
),
которые должны находиться в пределах,
допустимых рабочей зоной станка.
2
условие.
Диапазоны допустимого изменения модуля
детали
![]() и
угла наклона зуба детали
и
угла наклона зуба детали
![]() .
.
Комплекс условий применимости (КУП) в данной задаче может быть представлен в виде следующей системы:
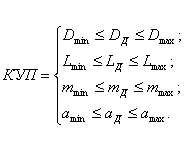
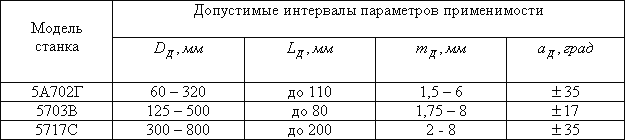
На основе паспортных данных станков сформированы условия их применимости, которые представлены в таблице 7.1.
Таблица 7.1
Условия применимости зубошевинговальных станков
Важно
определиться, входят или нет границы
интервалов, указанные в таблице в
соответствующий интервал. В данном
примере предполагается, что входят,
т.е., например, для
![]() можно
применить станок модели 5А702Г, или для
можно
применить станок модели 5А702Г, или для
![]() -
станок модели 5717С и т.д. Блок – схема
алгоритма выбора модели зубошевинговального
станка показана на рис. 7.1.
-
станок модели 5717С и т.д. Блок – схема
алгоритма выбора модели зубошевинговального
станка показана на рис. 7.1.
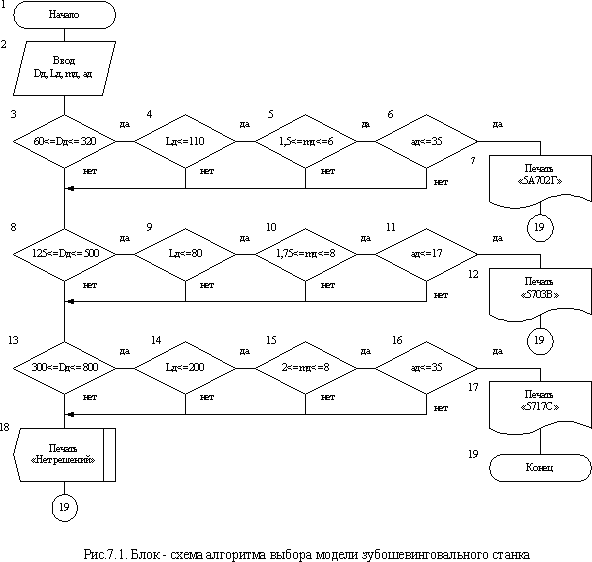
В
данном алгоритме заложен принцип
предпочтительности применения станков
малых размеров. Например, при
![]() выбирается
станок модели 5А702Г, хотя подходит и
станок модели 5717С.
выбирается
станок модели 5А702Г, хотя подходит и
станок модели 5717С.