

10.(11.12.13.) Сапр в компьютерно - интегрированном производстве.
САПР подразделяют на САПР изделия и САПР ТП. САПР изделия занимается проектированием моделей изделия при помощи средств плоского и объёмного проектирования.
САПР ТП занимается процессом изготовления. Кроме основных выделяют: автоматизированные системы ТПП, автом-ые системы научных исследований, позволяющие принимать нестандартные решения на уровне проектирования.
САПР ТП разрабатывает ТП, оформляя их в виде МК, ОК, КЭ, КК и тд. И разрабатывает программы для работы на станках с ЧПУ. Более конкретное описание процесса обработки на станках с ЧПУ вводится в автоматизированную систему управления производственным оборудованием. Техническими средствами, реализующими данную систему могут быть комп-ы, управляющие станочными системами. Также различают системы производственного планирования и управления (АСУП), позволяющие контролировать качество и ритмичность распределяемых работ по объектам. Для контроля качества используют системы АСУК. самостоятельное использование CAD, САМ, САЕ систем даёт экономический эффект на предприятии. Для повышения эффективности используют технические БД как общего назначения так и специального.
(11)Рассмотрим систему интегрированного вида на примере единой БД. В ней хранится информация о структуре и геометрии изделия (как результат проектирования в системе САО), о технологии изготовления (как результат работы системы САРР) и управляющие программы для оборудования с ЧПУ (как исходная информация для обработки в системе САМ на оборудовании с ЧПУ)
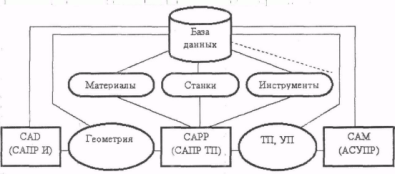
(12) Основные системы компьютерно - интегрированного производства (КИП) показаны на рис ниже
Этапы создания изделий могут перекрываться во времени, т.е. частично или полностью выполняться параллельно. Связи между жизненным циклом изделия (по этапам) с САПР являются важным компонентом при автоматизации. Поэтому стремятся переходить от частичных или одиночных САПР к полностью интегрированному производству (КИП).
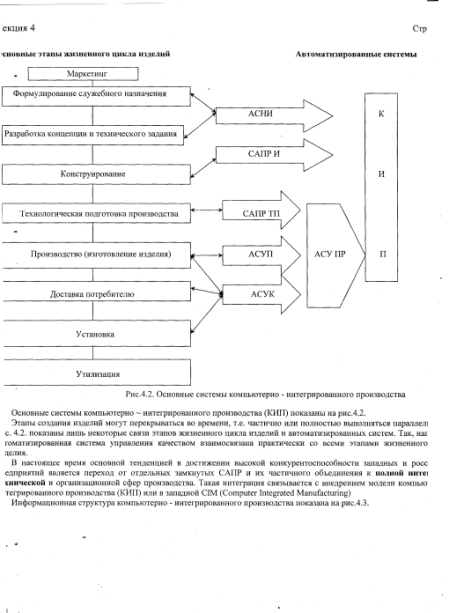
Взаимосвязь жизненного цикла изделия со службами автоматизации.
(12)

Информационная структура компьютерно - интегрированного производства
В структуре компьютерно - интегрированного производства выделяются три основных иерархических уровня:
1- Верхний уровень (уровень планирования), включающий в себя подсистемы, выполняющие задачи планирования производства.
2. Средний уровень (уровень проектирования), включающий в себя подсистемы проектирования изделий, технологических процессов, разработки управляющих программ для станков с ЧПУ.
3. Нижний уровень (уровень управления) включает в себя подсистемы управления производственным оборудованием.
Построение компьютерно - интегрированного производства включает в себя решение следующих проблем:
• информационного обеспечения (отход от принципа централизации и переход к координированной децентрализации на каждом из рассмотренных уровней как путем сбора и накопления информации внутри отдельных подсистем, так и в центральной базе данных);
• обработки информации (стыковка и адаптация программного обеспечения различных подсистем);
• физической связи подсистем (создание интерфейсов, т.е. стыковка аппаратных средств ЭВМ, включая использование вычислительных систем).
Внедрение компьютерно - интегрированного производства значительно сокращает общее время прохождения заказов за счёт:
уменьшения времени передачи заказов с одного участка на другой и уменьшения времени простоя при ожидании заказов;
• перехода от последовательной к параллельной обработке;
• устранения или существенного ограничения повторяемых ручных операций подготовки и передачи даных (например, машинное изображение геометрических данных можно использовать во всех отделах, связанных с конструированием изделий).